浅谈窑气复线调节阀的改型设计
2017-10-17,,,,
,,,,
(唐山三友化工股份有限公司,河北 唐山 063305)
浅谈窑气复线调节阀的改型设计
郑贺伍,郑忠山,陈顺利,罗海贵,朱建新
(唐山三友化工股份有限公司,河北 唐山 063305)
对调节阀因结构不合理导致的粉尘淤积、失效、检修频繁等问题进行了阐述,并详细介绍了对其实施改型设计的内容和预期效果。
石灰窑气;调节阀;阀体;改型;设计
我公司的纯碱制造过程中,使用10台混料式机械化竖窑进行CO2气体(简称窑气)的生产。含尘量较大的窑气经过窑顶的出气管道及出气复线管道进入到旋风分离器、窑气洗涤塔及静电除尘器进行冷却、除尘后,再经压缩工序送至碳化塔与氨盐水进行碳酸化反应,用于Na2CO3、H2O的制备。每台石灰窑的出气复线管道(简称窑气复线)上均安装有DN500的气动调节阀,用于窑气输送量的调节。由于该调节阀的阀体结构设计不合理,在窑气输送过程中,大量的粉尘进入到阀体填料函中,造成淤积后,阻滞了阀板的开关,导致阀门不能正常使用,检修及更换频繁,不仅严重影响生产,更大幅增加了设备维护过程中的安全风险。因此,对该型调节阀进行改型非常迫切。
1 现有调节阀结构简述
目前在用的调节阀由气动阀头和阀本体构成,其中的阀本体均为蝶阀形式。阀本体的结构如图1所示,是由阀体、阀板、阀轴及填料函和填料函内的石墨填料、阀头座等构成的。其中,阀体为铸造件,利用法兰与管道相连;2个填料函内均安装有多层石墨填料,用以实现阀体的密封以及对阀轴的润滑,阀轴穿过阀头座和阀体,与阀板连接后在气动阀头的驱动下进行阀门的启闭和调节;阀头座用于安装气动阀头,在PLC的控制下使用0.4 MPa的压缩空气驱动阀轴转动,从而实现阀板的启闭和调节作业。该阀体具有结构简单、调节方便、坚固耐用的优点,但由于结构设计过于简单,也存在密封效果差、输送含尘气体容易造成粉尘颗粒在填料函内淤积的缺陷。
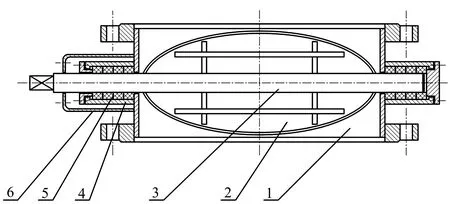
1.阀体 2.阀板 3.阀轴 4.填料函 5.石墨填料 6.阀头座图1 阀本体结构简图
2 存在的问题
因现有阀门在阀体和填料函之间以及阀轴和填料之间均无任何辅助密封机构,使得粉尘直接窜入到填料与阀轴间的缝隙,并分别粘附在填料和阀轴上,随阀轴的转动加速填料的磨损。同时,由于填料函内没有填料自动推送(或填充)装置,填料在使用过程中逐渐磨损后,不能够及时压紧或填充,从而使填料函内的填料越来越少,空隙也越来越大,填料函的密封作用逐步丧失,导致粉尘大量淤积到填料函内,不断加大对阀轴转动的阻滞,最后,阀轴无法转动,使阀门彻底失去调节作用。
由于窑气复线的调节阀均安装在窑顶,距离地面高度近30 m,阀门检修或更换比较困难,作业时间长,对生产影响非常大。同时,由于管道内的窑气,在阀门拆卸及安装过程中,均会产生大量泄漏,虽然采取了加大负压等措施,将窑气泄漏时间缩短,但还是因窑气中含有CO气体,在检修过程中出现的短时大量泄漏,极易发生施工人员的CO中毒及气体燃爆,造成极其严重的安全生产事故,给人身安全和生产运行埋下了重大隐患。
3 调节阀改型设计
对现有调节阀的改型,主要是针对阀体的改造设计。故拟对阀体进行如下的结构改进:填料函结构优化,将原填料函平直的光滑内壁,改为台阶式内壁,并在其中安装氟橡胶骨架油封和轴承,且在填料函上安装润滑油杯,实现密封和润滑方式的改变;将原阀门的光轴改为台阶轴,消除阀轴的轴向窜动,实现阀轴在阀体中的准确定位,提升阀轴转动的稳定性和准确性;将原碳钢材质的阀板改为不锈钢,提升阀门的耐腐蚀性能。改型后的阀门简图见图2。
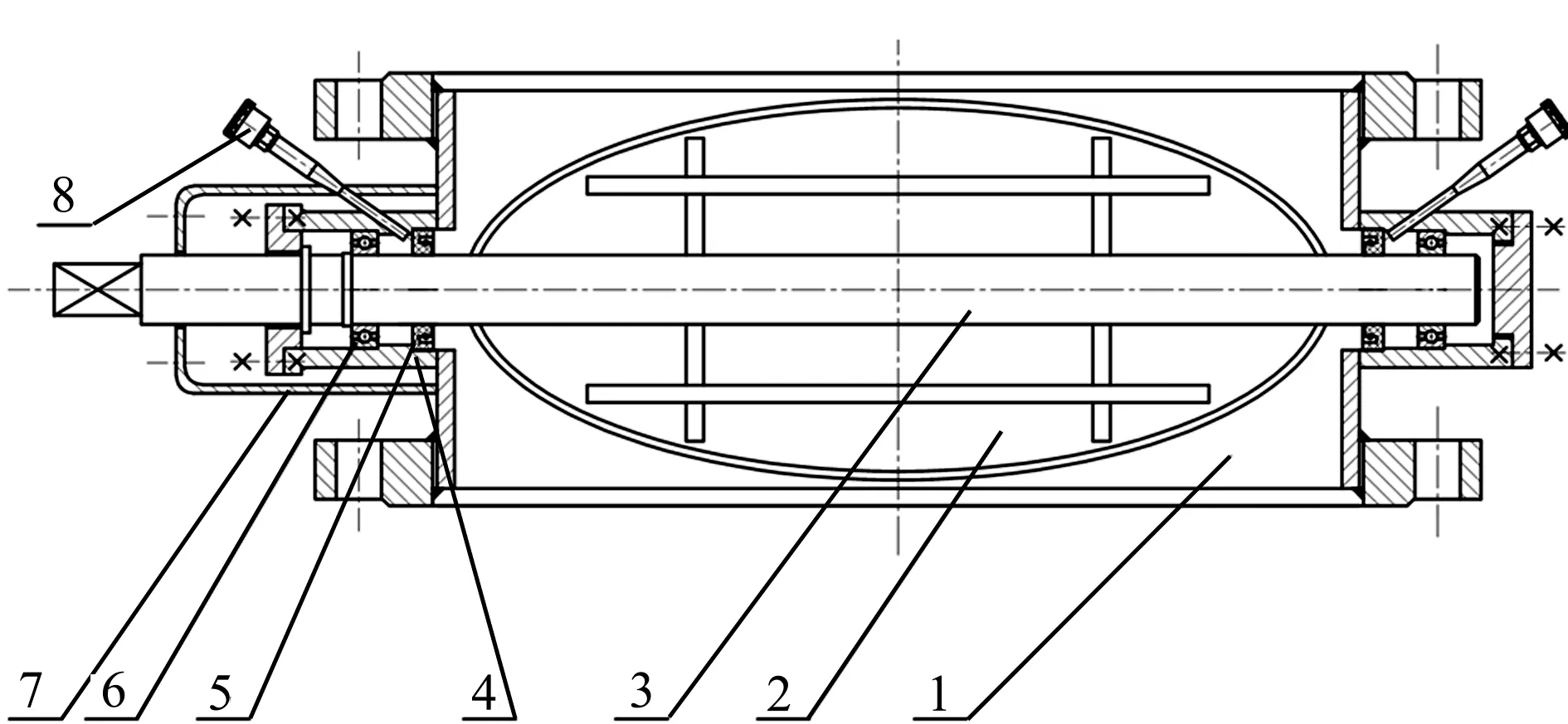
1.阀体 2.阀板 3.阀轴 4.填料函 5.骨架油封 6.轴承 7.阀头座 8.润滑油杯图2 改型后阀门结构简图
4 新阀门的特点
改型后的新阀门,具有结构简单、造价低廉、密封效果好、调节灵活、便于维护的特点。在微负压状态下,填料函内安装耐高温的氟橡胶骨架油封后,在窑气温度达到200 ℃以上的非正常条件下,依然可有效阻断窑气粉尘沿阀轴与油封接触部位窜入,防止粉尘颗粒进入轴承内部,造成轴承非正常的磨损;
深沟球轴承的使用,可大幅提升阀板启闭的灵活性,提高工艺操作的可靠性;同时,油封和轴承之间可形成储油室,其间加注耐高温的二硫化钼锂基脂。该润滑脂的耐高温特性,可使其在高温下的性状不发生改变,避免了普通润滑脂在高温下的汽(液)化现象,既能对轴承和油封进行良好润滑,又能改善油封与阀轴间的密封性能;利用填料函上加油孔,可通过润滑油杯对储油室注油,实现对轴承和油封的不间断润滑,确保阀门始终处于良好的工作状态。由于新阀门能够有效隔绝粉尘进入到填料函内,消除了因粉尘淤积导致的阀轴运转阻滞,阀板启闭和调节灵活可靠,故该型阀门可显著延长使用周期,实现1~2年内的无故障运行,提升化工生产的稳定性。
5 结 语
目前在用的调节阀由于结构设计不合理,不适应我公司窑气输送的需要,导致经常对其进行检修或更换。在工艺操作不稳定造成窑况波动较大,窑气含尘量增加时,阀门的检修、更换更加频繁,甚至新安装的阀门仅能使用一个月,就需进行检修或更换阀门,10台窑所用的阀门一年内至少更换1~2次,每年需购置20台以上的阀门用于备机,不仅大幅增加设备维护成本,还存在非常大的安全隐患。阀门改型后,可实现长周期的无故障运行,并可大幅减少检修过程中因CO气体泄漏,发生的人员中毒及气体燃爆的事故隐患。同时,改型后的阀门制造成本低廉,制造工艺简单,可利用公司现有技术力量和装备进行自制,从而节省大量的采购资金,具有良好的经济效益和社会效益。
[1] 潘鸿恩,孙锡吾. 纯碱生产设备检修与防腐[M].沈阳:辽宁科学技术出版社,1991
[2] 陆培文.实用阀门设计手册(第三版)[M].北京:机械工业出版社,2012
TQ056.2
B
1005-8370(2017)05-26-02
2017-01-10
郑贺伍,唐山三友化工股份有限公司纯碱公司制修车间副主任工程师。
