废纸浆纤维悬浮液屈服应力的主要影响因素研究
2017-10-13陈树润沙九龙
蒋 旸 陈树润 沙九龙 沈 军 王 晨 张 辉,*
(1.南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037;2.南京林业大学江苏省林业资源高效加工利用协同创新中心,江苏南京,210037;3.江苏理文造纸有限公司,江苏常熟,215536)
废纸浆纤维悬浮液屈服应力的主要影响因素研究
蒋 旸1,2陈树润1,2沙九龙1,2沈 军3王 晨1,2张 辉1,2,*
(1.南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037;2.南京林业大学江苏省林业资源高效加工利用协同创新中心,江苏南京,210037;3.江苏理文造纸有限公司,江苏常熟,215536)

废纸浆;纤维悬浮液;流变特性;屈服应力;影响因素
造纸工业作为重要的基础原材料工业,生产中节能减排、降本增效是永恒的主题。据核查,在制浆造纸厂生产过程中,用于纸浆纤维悬浮液输送和物理性工艺功能处理(打浆、筛选、净化分离、碎浆、分散等)的动力消耗占制浆造纸过程总动力消耗的40%~60%,且贯穿于现代化造纸机湿部的整个过程[1],浆料流变特性(尤其是屈服应力)始终是发展中高浓制浆造纸过程技术与装备的重要理论基础。近年来更多的发展研究聚焦于生物质精炼,而造纸原料方面的基础研究日渐为人淡忘;但如今环保、轻便、可回收的纸基包装材料,使得以废纸为原料的包装类纸产品需求持续快速增长,废纸浆已占我国造纸工业原料的66%以上[1]。
纸浆纤维悬浮液是非牛顿型流体。当纸浆悬浮液达到一定浓度时,悬浮液中的纤维由于机械交织形成复杂的网络结构,限制纤维的自由流动,因此须在浆料外部施加一定的剪切力来破坏纤维网络结构,这个网络结构强度称为纸浆纤维悬浮液的屈服应力[2]。而影响纸浆纤维悬浮液屈服应力的内部因素有很多,其中包括浆料的纤维形态、浓度、打浆度和相关添加剂,以及一些外部因素,如pH值、温度T、剪切力τ等,这些因素造成纸浆纤维悬浮液在剪切作用下流变特性的多变性和复杂性。
国内外对废纸浆纤维悬浮液屈服应力的研究较少。废纸浆中含有较多杂质;且与原生浆相比,在循环使用过程中纤维发生了一些不可逆的变化;不同的废纸浆性质变化情况也存在明显差别。
纸浆纤维悬浮液是以纤维作为固相的非均相混合物,属于多相流体。在低剪切速率下,纸浆纤维悬浮液处于层流状态,考虑到纤维悬浮液的屈服应力和剪切变稀特性,更加符合屈服假塑性流体的特性[4-6]。其流变方程为Herschel-Bulkley本构方程,简称H-B方程,即:
(1)

1981年,Gullichsen和Harkonen[7]利用转矩流变仪测量了低浓纸浆纤维悬浮液的屈服应力和流变曲线;Swerin等[8]和Damani等[9]采用平行板流变仪静态测量了纸浆纤维悬浮液的黏弹性模量,间接得出漂白化学浆纤维悬浮液的屈服应力;陈克复等[10]运用转子剪切试验对麦草浆进行中浓流体化试验,测量了中浓草类浆料纤维悬浮液的屈服应力;Tatsumi等[11]通过平行板流变仪测定了浓度3%以下的纤维悬浮液的黏弹特性,并分析了相关屈服应力;Derakhshandeh等[12]运用超声多普勒测速仪结合旋转黏度计测量了浓度0.5%~5%的商品木浆的屈服应力。Kerekes等[13]在前人研究的基础上,通过数据分析,得出了纸浆纤维悬浮液在中低浓度下的屈服应力与纸浆浓度的关系式,具体如下:
(2)
式中,a和b为与浆料纤维特性相关的常数;Cm为纸浆悬浮液的质量浓度,%。
1990年,Bennington等[14]通过转矩流变仪测量木浆纤维悬浮液的屈服应力,得出a、b值范围分别在1.18~24.50和1.25~3.02之间。如今,测量屈服应力主要方法有振荡剪切法(通过测量纸浆纤维悬浮液存储模量与其下降时的临界剪切应变乘积)、瞬态黏度法(通过测量纸浆纤维悬浮液的瞬态黏度随剪切应力变化的最大值)、剪切应力梯度法、流变曲线回归法(通过测量纸浆纤维悬浮液流变曲线进行数据回归)、蠕变测试法、非接触式超声多普勒测速仪(操作方便,但在高浓度下的测量数据不稳定)和核磁共振成像仪在线测量方法等。
影响纸浆纤维悬浮液屈服应力的各因素中,由于制浆造纸过程浆料浓度变化和纤维种类与形态存在较大差异,且是主要因素。因此,本研究着重于分析这两个因素对屈服应力的影响,通过研究降低屈服应力的路径来降低生产过程物理处理或输送过程(如打浆、筛选、混合搅拌、输送、成形等)的能耗,达到指导节能降耗的目的。
例如20世纪80年代,Wahren[15]用单位体积浆料所消耗能量的大小来定量描述纸浆初始流态化的条件,即:

(3)
式中,εF为单位体积浆料所消耗能量,W/m3;τy为纸浆纤维悬浮液的屈服应力,Pa;μ为水的黏度,Pa·s。
同时,研究废纸浆纤维悬浮液屈服应力的主要影响因素,对弥补目前我国造纸主要原料的废纸浆纤维悬浮液流动特点、相关流动模型和特征以及测量方法等深入研究的不足具有较大意义[16-18]。
1 实 验
1.1主要仪器
GBJ-A型标准纤维疏解机。PTI型平板筛浆机,Austria。Morfi Comapct型纤维形态分析仪。
RST-SST型Brookfield商业流变仪,转子为VT-80-40,叶片4片(宽度20 mm,高度80 mm),外部槽体内径100 mm。
1.2原料及处理
收集代表性旧报纸与废箱纸板各2 kg,测定其制得浆料的纤维形态特性,结果见表1。由表1可知,OCC浆和ONP浆的纤维长度相当,但OCC浆的纤维宽度比ONP浆的大,ONP浆的纤维长宽比比OCC浆的大。

表1 OCC浆和ONP浆纤维形态特性
实验前,将采集到的旧报纸和废箱纸板撕碎并在水中浸泡24 h,然后用疏解机疏解10 min后取样测量浆料水分,将2种浆料分别配置成浓度为1.5%、2.0%、2.5%、3.0%、3.5%和4.0%的6种纸浆纤维悬浮液各1000 mL(因为当废纸浆料浓度超过4%时,流变仪转子不能带动浆料进行剪切与疏解,故本实验浆料浓度选择为1.5%~4.0%)。实验过程中尽可能保持温度T、pH值、纤维形态和打浆度等其他因素的相对稳定。由于实际生产中OCC原料中夹杂有较多的废渣、玻璃等杂质,因此需要经过筛选与净化等处理过程予以清除。
1.2纸浆纤维悬浮液屈服应力的测定方法
屈服应力测试使用流变仪,因实验操作方便、效率高且数据清晰,故采用流变曲线回归法(RCR)和剪切应力梯度法(SSG)。为了保证均一的初始条件,所有的实验样本在测试前需在剪切速率为200 s-1下预剪切3 min,然后静置5 min开始测量。所有测试过程均在26℃下进行。
1.2.1流变曲线回归法
在控制剪切速率模式(CSR)下,测定浆料在剪切速率1~10 s-1间的剪切应力-剪切速率流变曲线,并使用SPSS软件采用H-B本构方程回归流变曲线,计算出浆料在剪切速率为1 s-1时的剪切应力即为屈服应力。
1.2.2剪切应力梯度法
在控制剪切应力模式(CSS)下,根据剪切速率为1 s-1时测得的剪切应力,在其上下选取一定的范围,使剪切应力由较小的初始值逐步增加到某一值,并在此过程中测量浆料纤维悬浮液的剪切应变随剪切应力的变化曲线;当曲线出现明显的应力平台,即剪切速率由0增加至1 s-1时对应的剪切应力即为浆料纤维悬浮液的屈服应力,如图1为ONP浆纤维悬浮液在1.5%浓度下测得的流变曲线,出现的应力平台即所对应的屈服应力值。
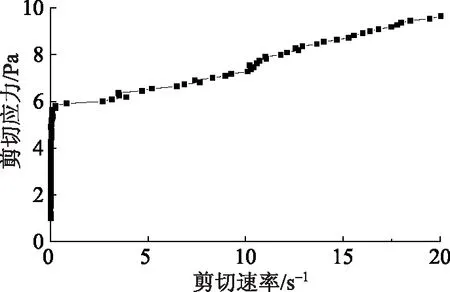
图1 浓度为1.5%的ONP浆纤维悬浮液流变曲线
2 结果与分析
2.1采用流变曲线回归法测定的屈服应力
采用流变曲线回归法分别测量不同浓度ONP浆和OCC浆纤维悬浮液的流变曲线,测得的剪切速率-剪切应力变化曲线分别如图2和图3所示。

图2 ONP浆纤维悬浮液的流变曲线
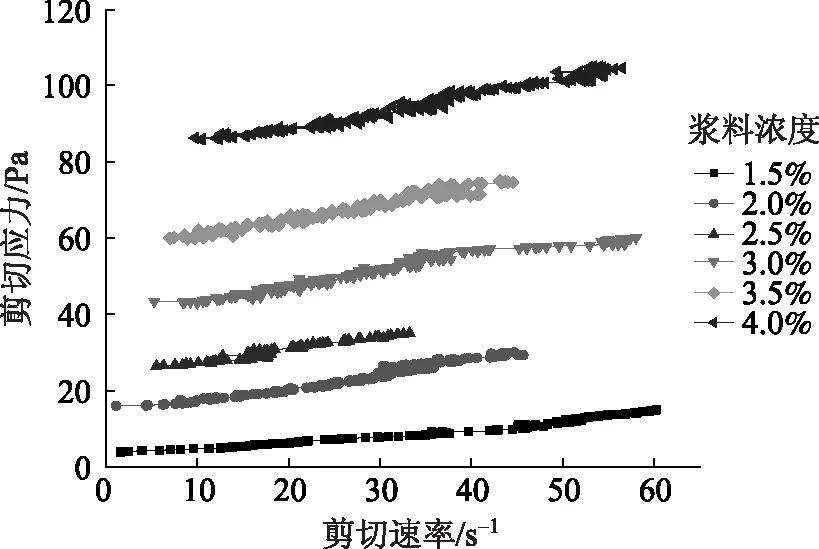
图3 OCC浆纤维悬浮液的流变曲线
由图2和图3可见,浆料浓度从1.5%增加到4.0%,ONP浆和OCC浆纤维悬浮液的剪切应力均随着剪切速率的增加而增加。根据H-B本构方程对流变曲线进行回归分析,得到不同浓度ONP浆和OCC浆纤维悬浮液的屈服应力,见表2。
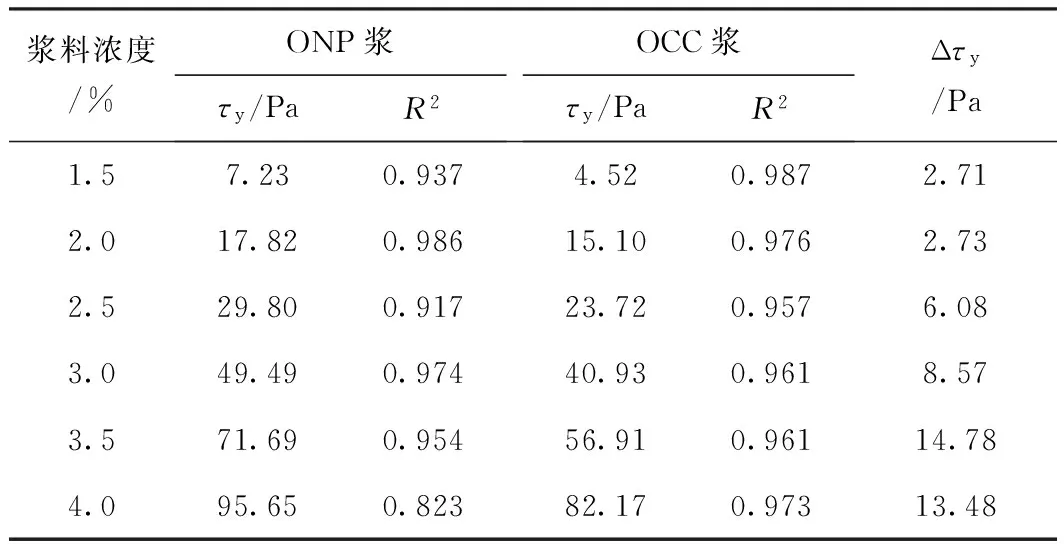
表2 根据H-B本构方程回归浆料纤维悬浮液的屈服应力
注 Δτy为ONP浆和OCC浆纤维悬浮液屈服应力间的差值,下同。
由表2可知,屈服应力随着浆料浓度的增加而非线性增加,相关系数R2很高,说明所测得的流变曲线与H-B方程拟合很好。ONP浆纤维悬浮液的屈服应力均大于OCC浆纤维悬浮液的,且两种浆料纤维悬浮液之间屈服应力的差值在2.7~14.8 Pa范围内,大致呈增大趋势,可以绘制出两种浆料纤维悬浮液的屈服应力与浆料浓度间的变化曲线,如图4所示。
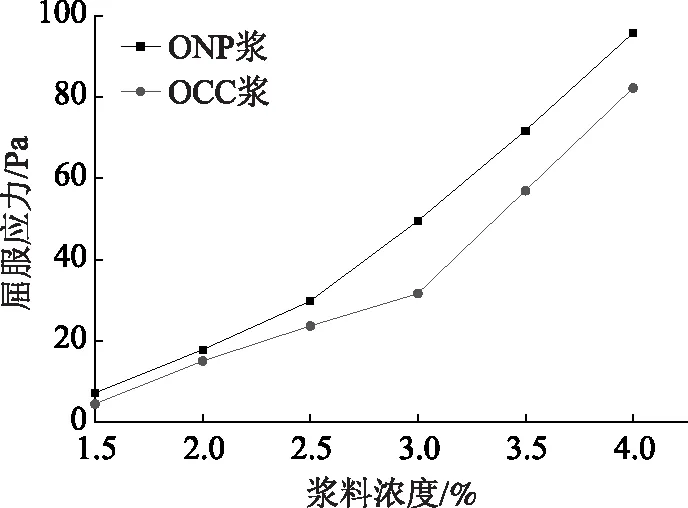
图4 采用流变曲线法得到的不同浓度下浆料纤维悬浮液的屈服应力变化曲线

2.2采用剪切应力梯度法测定的屈服应力
图1所示为在控制剪切应力模式下,浓度为1.5%的ONP浆纤维悬浮液的剪切速率变化曲线。通过流变仪测量多次取平均值,可以测出不同浓度下ONP浆和OCC浆纤维悬浮液的屈服应力,见表4。
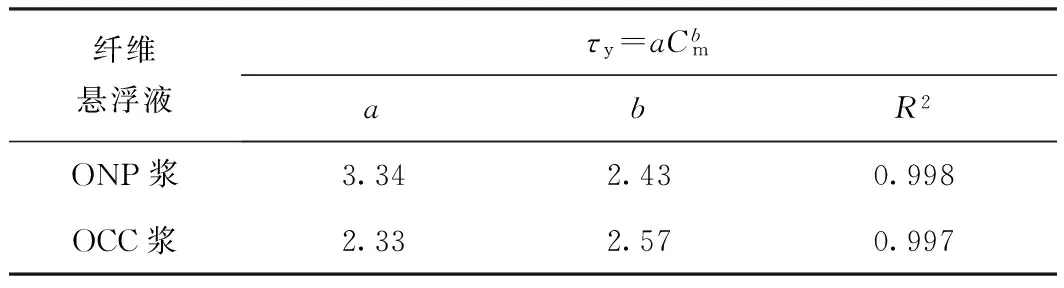
表3 流变曲线法测定方程(2)得到的浆料纤维悬浮液的回归系数
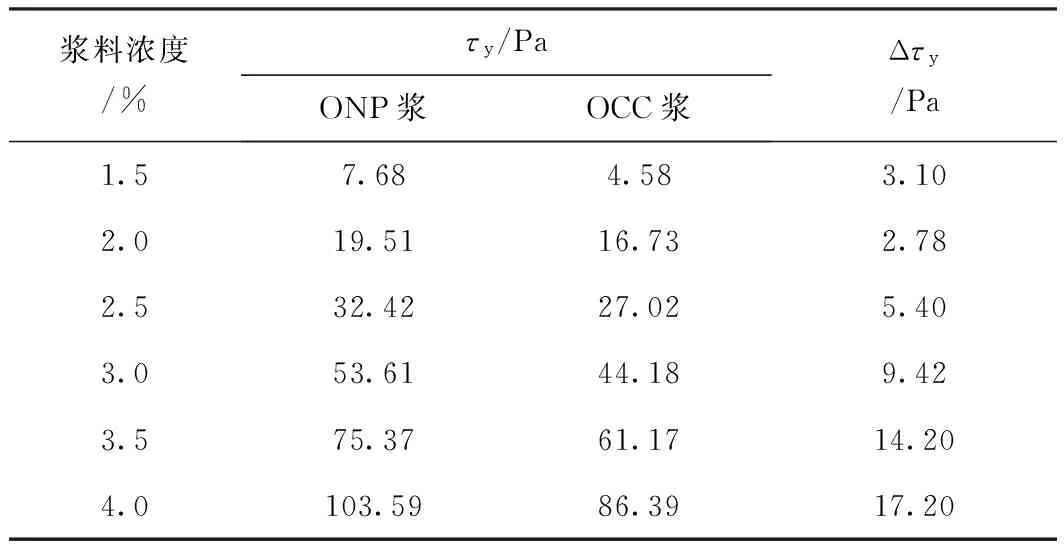
表4 不同浆料浓度下ONP浆和OCC浆纤维悬浮液的屈服应力

图5 采用剪切应力梯度法测得的两种浆料纤维悬浮液的屈服应力变化曲线
由表4和图5综合分析可见,在浆料浓度为1.5%~4.0%时,采用剪切应力梯度法测量获得的ONP浆纤维悬浮液的屈服应力由7.68 Pa增加到103.59 Pa,OCC浆纤维悬浮液屈服应力由4.58 Pa增加到86.39 Pa,这是因为随着浆料浓度的增加,浆料纤维颗粒增加,导致纤维交织、缠绕的机会增加,为了使浆料流体充分湍流,则纤维悬浮液屈服应力相应增大。同一浆浓下,ONP浆纤维悬浮液的屈服应力均大于OCC浆纤维悬浮液的,且差值大致在2.8~17.2 Pa之间逐渐增大,这是因为ONP浆的纤维长宽比相对较大,使纤维悬浮液内纤维与纤维间的交织和勾连程度(随着浆料浓度的增加越明显)更为紧密,纤维絮聚现象更加严重,使得相应的屈服应力增大。


表5 剪切应力梯度法测定方程(2)得到的纤维悬浮液剪切应力回归系数
2.3两种屈服应力测量方法的比较分析
根据表2和表4,将两种测量方法得到的纸浆纤维悬浮液屈服应力与浆料浓度间的变化关系进行比较,对于同种浆料纤维悬浮液使用不同的测试方法得到的屈服应力值不同,采用剪切应力梯度法测得的屈服应力数值稍大一些;在1.5%~4.0%的浓度范围内,与采用流变曲线回归法相比,在相同浆料浓度下采用剪切应力梯度法测得的ONP浆和OCC浆纤维悬浮液的屈服应力要分别高5.1%~9.4%和1.3%~13.9%。
2.4废纸浆与原生浆纤维悬浮液屈服应力的比较分析
2016年,沙九龙等利用流变仪测得漂白针叶木浆和阔叶木浆纤维悬浮液的屈服应力和流变曲线[7],由于废纸浆与原生浆在纤维性质上有较大差距,现将表4中所测废纸浆纤维悬浮液与已知原生浆纤维悬浮液的屈服应力进行比较,屈服应力均采用剪切应力梯度法测定,结果见图6。
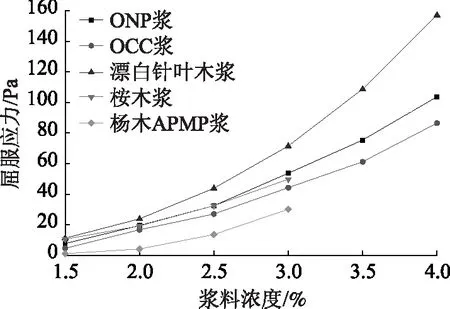
图6 废纸浆与原生浆纤维悬浮液的屈服应力曲线比较
由图6可知,ONP浆与OCC浆纤维悬浮液屈服应力均明显小于漂白针叶木浆的,但大于杨木APMP浆的,与桉木浆的相当,这主要是由纤维长宽比的不同引起的。漂白针叶木浆纤维长宽比为80.28,桉木浆纤维长宽比为45.03,杨木APMP纤维长宽比为21.71,OCC浆和ONP浆的纤维长宽比分别为29.22和33.70。因为当纤维长宽比增大时,浆料纤维絮团交织得更加紧密,则需要更大的剪切力来破坏纤维间的网络结构使之产生流动,即屈服应力更大。
2.5应用分析
造纸过程中通过降低屈服应力来降低纸浆物理性工艺处理和输送工序(打浆、筛选净化、混合搅拌、输送、纸页成形等)的能耗,即减少纸浆纤维悬浮液的泵送和输运能耗。纸浆混合操作过程中可通过屈服应力计算合理控制叶轮转速以避免产生无用搅拌能耗,纸幅成形过程中通过屈服应力计算出上下浆网速差范围以达到良好的成形效果,达到节能减排的目的,还可为管路优化以及计算机流体仿真等提供理论依据[7]。
3 结 论
本研究通过两种测量方法即流变曲线回归法和剪切应力梯度法,使用Brookfield流变仪分析了浆料浓度在1.5%~4.0%下ONP浆和OCC浆纤维悬浮液的屈服应力变化情况,主要得出如下结论。
3.3浆料浓度在1.5%~4.0%范围内时,在相同条件下对ONP浆和OCC浆纤维悬浮液采用剪切应力梯度法测得的屈服应力要比采用流变曲线回归法测得的屈服应力高,分别高5.1%~9.4%和1.3%~13.9%。
3.4在相同浆料浓度下,ONP浆纤维悬浮液的屈服应力均大于OCC浆纤维悬浮液的,且屈服应力的差值在2.7~17.2 Pa之间,随着浆料浓度的增加这一差值逐渐增大,即随着废纸浆料纤维悬浮液纤维长宽比的增大,屈服应力增大。而与原生浆纤维悬浮液相比,漂白针叶木浆纤维悬浮液的屈服应力明显大于废纸浆纤维悬浮液,杨木APMP浆纤维悬浮液的屈服应力明显小于废纸浆纤维悬浮液的。因此采用较低质量浓度的OCC浆作为原料,可降低造纸过程中纤维悬浮液的屈服应力,达到降低纸浆物理性工艺处理和输送工序能耗的目的。
[1] 陈克复.中浓纤维悬浮液的流动特性研究[J].自然科学进展,1998(2):111.
[2] Bennington CPJ,Kerekes RJ,Grace JR.The yield stress of fiber suspensions[J].Canadian Journal of Chemical Engineering,1990,68(10):748.
[3] 造纸工业发展“十二五”规划[J].中华纸业,2012,33(1):8.
[4] 古宏晨,金树柏,蔡世银,等.悬浮体屈服应力的测量方法和影响因素[J].力学与实践,1996,(05):49.
[5] 沙九龙.纸浆纤维悬浮液的屈服应力与触变特性的研究[D].南京:南京林业大学,2016:4.
[6] 沙九龙,王 晨,James Olson,等.纸浆纤维悬浮液屈服应力及其在造纸工业中的应用研究进展[J].中国造纸学报,2016,31(3):50.
[7] Gullichsen J,Harkonen E.Medium Consistency Technology[J].TAPPI Journal,1981,64(6):69.
[8] Swerin A,Powell RL,Odberg L.Linear and nonlinear dynamic viscoelasiticity of pulp fibre suspensions[J].Nordic Pulp and Paper Research Journal,1992,7(3):126.
[9] Damani R,Powell RL,Hagen N.Viscoelastic characterization of medium consistency pulp suspensions[J].Canadian Journal of Chemical Engineering,1993,71(5):676.
[10] Chen Ke-fu,Chen Shu-mei.The determination of the critical shear stress for fluidization of medium consistency suspensions of straw pulps[J].Nordic Pulp and Paper Research Journal,1991,6(1):20.
[11] Tatsumi D,Ishioka S,Matsumoto T.Effect of Fiber Concentration and Axial Ratio on the Rheological Properties of Cellulose Fiber Suspensions[J].Journal of the Society of Rheology,Japan,2002,30(1):27.
[12] Derakhshandeh B,Hatzikiriakos S G,Bennington C P J.Rheology of pulp suspensions using ultrasonic Doppler velocimetry[J].Rheologica Acta,2010,49(11/12):1127.
[13] Kerekes RJ,Soszynski RM,Doo PAT.The flocculation of pulp fibers[C]//Papermaking Raw Materials,London (England),1985:265.
[14] Kerekes RJ,Schell CJ.Characterization of fibre flocculation by a crowding factor[J].Journal of Pulp and Paper Science,1992,18(1):32.
[15] Wahren D.Fiber network structures in papermaking operations[C]//Proceedings of the Conference on Paper Science and Technology,Atlanta (USA),1980:112.
[16] 孙加龙,陈克复,周春晖,等.纸浆纤维悬浮液流动的数值分析[J].造纸科学与技术,2004,23(5):18.
[17] 孙加龙,陈克复.纤维悬浮液的数值模拟研究[J].造纸科学与技术,2001,20(6):22.
[18] 陈克复,曾劲松,冯郁成,等.纸浆纤维悬浮液的流动和模拟[J].华南理工大学学报:自然科学版,2012,40(10):20.

Keywords:recycled pulp; fiber suspension; rheological behavior; yield stress; influence factors
(责任编辑:郭彩云)
ResearchontheMajorInfluenceFactorsonYieldStressofRecycledFiberSuspension
JIANG Yang1,2CHEN Shu-run1,2SHA Jiu-long1,2SHEN Jun3WANG Chen1,2ZHANG Hui1,2,*
(1.JiangsuProvincialKeyLabofPulpandPaperScienceandTechnology,NanjingForestryUniversity,Nanjing,JiangsuProvince,210037; 2.JiangsuCoInnovationCenterforEfficientProcessingandUtilizationofForestResources,NanjingForestryUniversity,Nanjing,JiangsuProvince,210037; 3.JiangsuLee&ManPaperManufactureLimited,Changshu,JiangsuProvince,215536) (*E-mail:zhnjfu@163.com)
TS71
A
1000-6842(2017)03-0021-06
2017-04-02
蒋 旸,女,1994年生;在读硕士研究生;主要研究方向:制浆造纸节能减排技术与装备。
*通信联系人:张 辉,E-mail:zhnjfu@163.com。
