高强瓦楞纸机干燥部能耗协同控制系统的设计及优化研究
2017-10-13孙振宇池东明冯晓会
汤 伟 孙振宇 池东明 冯晓会
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学轻工科学与工程学院,陕西西安,710021;3.陕西科技大学工业自动化研究所,陕西西安,710021)
高强瓦楞纸机干燥部能耗协同控制系统的设计及优化研究
汤 伟1,3孙振宇2,3池东明2,3冯晓会1,3
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学轻工科学与工程学院,陕西西安,710021;3.陕西科技大学工业自动化研究所,陕西西安,710021)
为了进一步地降低纸机干燥部能耗、提高能源的利用效率,本课题提出了能耗协同控制的概念,即同时考虑烘缸内部蒸汽冷凝水热力系统的能量消耗与气罩通风热力系统的能量消耗,实现二次热能的循环综合利用。针对高强瓦楞纸机干燥部设计了一套基于西门子S7-300 PLC的能耗协同DCS控制系统,实现了干燥部上述系统的整合,不但能够降低纸机干燥部的能耗,也为干燥部全局优化方案的实现打下了基础。本控制系统已在多条高强瓦楞纸机生产线上得到了应用,收到了较好的节能效果。为了实现干燥部的全局优化,本课题搭建了基于数据驱动的控制策略优化控制框架,将工业现场的大量运行数据用于模型的修正并建立控制策略优化数据库,可以快速寻找与当前工艺条件最为匹配的优化控制策略,实现节能降耗。
蒸汽冷凝水热力系统;密闭气罩热力系统;能耗协同控制;DCS控制系统;数据驱动
造纸工业中,能耗成本在生产总成本中所占比例越来越高[1]。干燥部主要发挥蒸发脱除湿纸幅中残留水分、提高纸张强度的作用,其能耗占整个造纸生产过程的60%,所消耗的蒸汽量占制浆造纸生产过程汽耗总量的65%,所以干燥部的节能降耗成为了降低造纸能耗和生产成本的重要环节[2-3]。而干燥部的能耗主要来源于两部分,一个是烘缸内部即蒸汽冷凝水系统的能耗,另一部分是烘缸外部即气罩通风系统的能耗,所以对于烘缸内外部的节能研究都显得尤为重要,其控制系统更是在其中起着举足轻重的作用。
目前,大多蒸汽冷凝水热力系统采用传统多段供汽系统或热泵供气系统,其中多段供汽系统存在烘缸积水及由其导致的烘缸传热效率低、能耗增加等问题,在供汽系统中加入热泵虽然在一定程度上解决了这些问题,但是当工况发生较大变化时,由于热泵自身的调节范围较窄,作用有限;在气罩通风系统中,随着纸机车速的提高,气罩形式逐渐从敞开式气罩发展为半密闭气罩再到密闭式气罩[4-5]。立足于降低纸机干燥部整体的能耗,不但要提高蒸汽冷凝水系统(烘缸内部)的干燥效率,而且还要考虑气罩通风系统(烘缸外部)内的湿热蒸汽的排放和热能的回收利用问题。然而,蒸汽冷凝水系统供应商和密闭气罩设备供应商各自只考虑自己的供汽方案,不考虑二者之间的能量综合利用问题,导致了蒸汽能量的大量浪费。为了解决这个问题,笔者提出了能耗协同控制的概念,即将烘缸内部蒸汽冷凝水热力系统的能量消耗与密闭气罩通风热力系统的能量消耗一起考虑,实现二次热能的循环综合利用。本课题针对高强瓦楞纸机干燥部,设计了一套DCS控制系统,以达到节能降耗的目的。系统中,为了解决传统多段供汽与热泵供汽系统存在的缺陷,采用了一种多段供汽与闭式热泵供汽系统相结合的供汽方案,加强热泵的作用、有效地避免烘缸积水现象[6-7];纸机车速较高时,由于密闭气罩具有热回收效率高、进排风量较小、操作时温湿度较高等优势,故在干燥部中采用全封闭的密闭气罩;为了提高干燥部整体的能源利用效率,实现热能的循环利用、降低损耗,设计了干燥部能耗协同控制系统。
1 纸机干燥部能耗协同系统
经过多年的发展,纸机干燥部两大系统(即蒸汽冷凝水系统和气罩通风系统)单体能耗逐渐趋于稳定,很大程度上提高了纸机干燥部的能源利用效率。为了进一步地降低纸机能耗、提高能源利用效率,将上述两系统协同起来,最大化地回收利用二次能源将成为新的发展趋势,其控制系统更是在其中起着至关重要的作用。
1.1工艺流程
在高强瓦楞纸机中,来自压榨部的干度约为46%的湿纸幅首先进入前干燥部,纸幅干度达到90%进入施胶工段,施胶后的干度为60%~70%的纸幅进入后干燥部,成纸干度需要达到92%[8]。为了满足烘缸温度曲线,将前、后干燥部烘缸分成了多段,并采用密闭气罩方案[9]提高纸幅的干燥环境质量。
能耗协同系统即协同综合利用干燥部两大系统能源。蒸汽冷凝水系统中,系统采用多段供汽与闭式热泵供汽相结合的供汽方式,既解决传统多段供汽普遍存在的烘缸积水问题,还加强了热泵的作用,回收利用了大量的二次蒸汽,避免了能源的浪费[7]。即便如此,系统还会从闪蒸罐上部排汽管道和下部冷凝水泵排出大量的高温二次蒸汽以及冷凝水,如果将这部分热能直接送回锅炉或电厂,会在管道运输过程中造成大量的热量损失。在气罩通风系统中,采用密闭气罩方案排除纸幅蒸发出的水蒸气并改善干燥环境,因为相较于敞开式气罩可以节约蒸汽15%~20%,干燥部干燥能力提高15%~20%。系统需要大量热源将室温空气加热到100℃左右并送入密闭气罩内去提高纸幅的干燥效率。在能耗协同系统中,综合考量了两个系统的能源利用情况,将蒸汽冷凝水系统剩余的二次蒸汽和冷凝水通入气罩通风系统中进行回收利用。如图1所示,蒸汽冷凝水系统中剩余的冷凝水及二次蒸汽作为气罩通风系统中1#加热器和2#加热器的热源对新风进行加热,减少了3#加热器热源即新鲜蒸汽用量的同时解决了冷凝水与二次蒸汽的回收利用问题,提高了能源的利用效率,降低了系统总能耗。
1.2控制要点及难点分析
(1)各段烘缸压力控制。在能耗协同系统中,压力控制成功与否是烘缸能否正常运行并实现预定任务的关键。这里的压力控制主要包括:首段烘缸上端进口处的压力控制、烘缸下端闪蒸罐出口处的吹贯控制、各段烘缸进汽压力之间的比值控制。首段烘缸的进汽压力控制是后面比值控制的基础;吹贯控制的目的是稳定烘缸内的压力及冷凝速率、积水时自动调节增大烘缸进出口差压;比值控制的目的是使纸张较为平缓地被干燥、使各段烘缸满足温度曲线。为了保障闪蒸罐工作效率和冷凝水的顺利排出,还需加入闪蒸罐的液位控制。
(2)热泵开度控制。为了尽量多地利用二次蒸汽、减少新鲜蒸汽的消耗,需要对热泵的开度进行低端选择控制,以达到节能降耗的目的。
(3)密闭气罩零位露点控制。气罩零位是气罩内外空气压力相等点的高度值,控制好气罩零位是控制气罩内温湿度和平衡进出风量、节约能源、提高能源利用率的前提和关键;露点温度是空气在水蒸气含量和气压都不变的条件下冷却到饱和时的温度数值,理论上露点温度越高,单位质量的空气中含水蒸气就越多,纸幅干燥速度就越快,但是同时也会增加气罩的能耗负担。
(4)送风温度协同控制。为了使新风满足露点温度,需要协调控制3个加热器的热源进量,使室温新风达到设定温度。同时还要尽量充分利用二次蒸汽和冷凝水、减少新鲜蒸汽的用量,达到节能降耗的目的。
2 控制方案及控制算法
2.1总体控制方案
根据高强瓦楞纸机干燥部能耗协同系统的控制重点和难点提出如图2所示的基于西门子S7-300 PLC的DCS控制系统。系统由3台工控机、1台CPU315-2DP PLC构成三级DCS。1台工控机作为工程师站,用于对生产现场的监视、打印报表、对工艺参数和控制器参数的修改以及对DCS局部功能的完善和增补等;2台工控机作为操作员站,1台为能耗协同系统操作员站,执行人机接口功能、现场的监视和操作,1台为过程优化控制站,用于能耗协同系统的部分高级控制及优化功能;CPU315-2DP PLC作为现场控制站,为本DCS的核心完成现场各参数的采集、处理和控制运算。系统设置三级网络:工业以太网、MPI/DP网和Profibus-DP网。其中工业以太网用于工程师站与操作员站之间的信息交换,MPI /DP网用于现场控制站与操作员站之间的相互通信,Profibus-DP网用于CPU315-2DP PLC与各ET200M站之间的高速通信。另外,系统还提供了丰富的接口功能,能够与造纸厂的其他工段或车间方便地进行联网和通信。
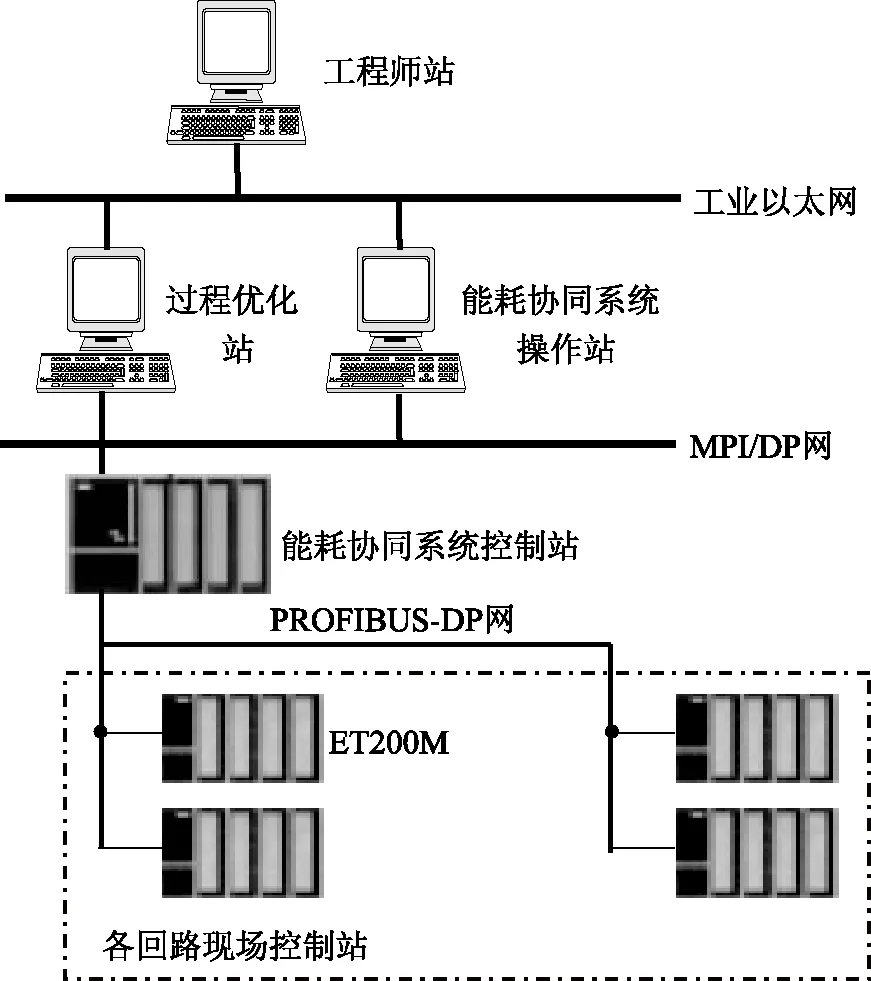
图2 能耗协同系统DCS控制系统结构示意图
2.2主要控制方案及算法
(1)压力系统比值控制。为了使湿纸幅沿着固定的温度曲线平稳地被干燥,需要控制各段烘缸的温度,而烘缸温度是通过控制烘缸的进汽压力来实现的。比值控制可以使各段烘缸进汽压力满足相应比例来达到温度要求。采用如图3所示的多闭环比值控制可以稳定系统输出值,即各段烘缸的进汽压力,增强系统的抗扰动性,实现定值控制[10]。图3中PSP代表首段烘缸进汽压力设定值,Gc代表各烘缸段控制器,Gv代表补汽阀,Go代表烘缸进汽过程,Gm代表压力变送器,P代表压力输出,K代表比例系数。
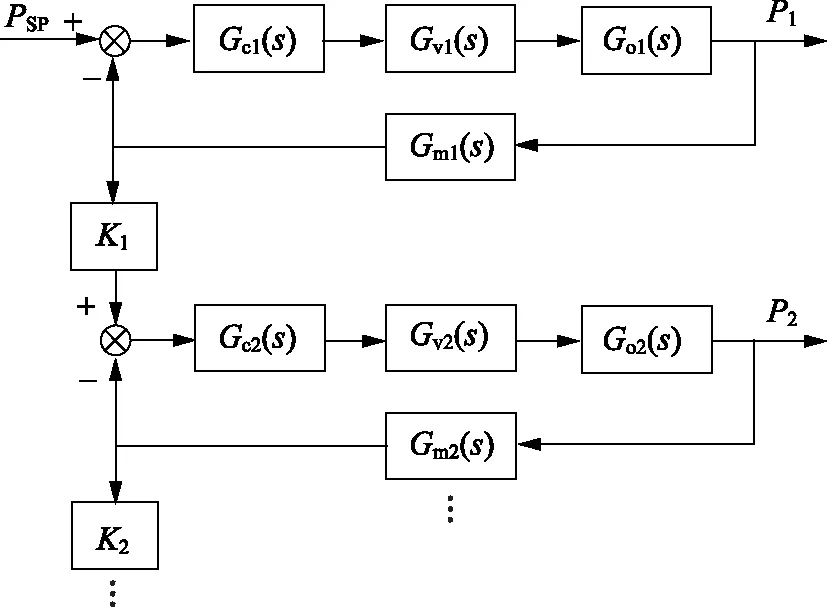
图3 各段烘缸进汽压力比值控制原理示意图
(2)热泵系统低端选择控制。闪蒸罐出口管道孔板差压控制回路和烘缸进汽压力控制回路(即补汽阀、排汽阀开度控制回路)的控制是通过修正常规PID控制器的理论输出值来实现的。热泵开度与补、排汽阀开度动作规律如图4所示,即热泵动作选择两个回路中理论计算较小的数值的2倍作为热泵调节器动作的输出,即进行低端选择。两个回路理论计算值都大于等于50%时,热泵实际开度为100%。纸机正常工作时,排汽阀和补汽阀开度均小于50%,实际都处于关闭状态,因此烘缸所需蒸汽全部由闪蒸罐闪蒸出的二次蒸汽提升品位后提供,由此可以尽可能多地利用二次蒸汽,减少新鲜蒸汽的消耗,达到节能的目的。
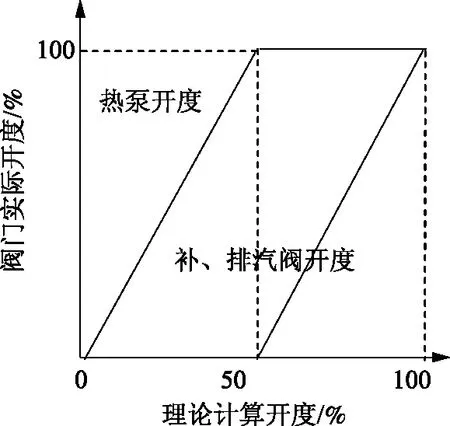
图4 阀开度动作规律图
(3)零位前馈及温湿度选择控制。气罩零位通过进风量和排风量进行控制,但是二者难以在线准确测量,所以采用上层气罩温度平均值为前馈信号构成的前馈-反馈控制回路,以实现快速精确控制,控制原理如图5所示;对于气罩温湿度,需尽量提高排风温度但又不超过上限值,故采用选择控制算法使气罩的温湿度控制在设定值范围内,控制原理如图6所示。
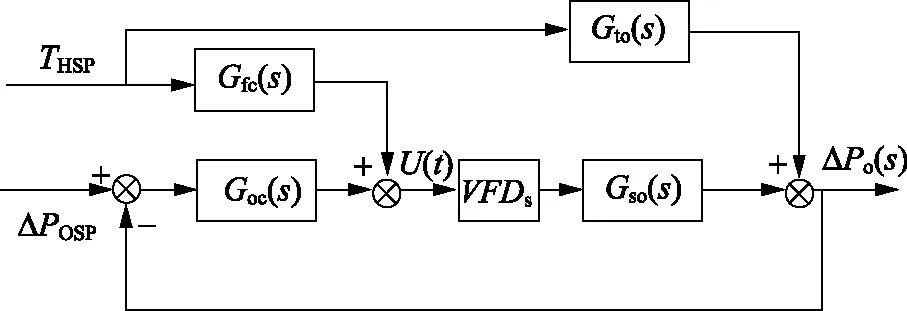
图5 气罩零位前馈反馈控制原理示意图
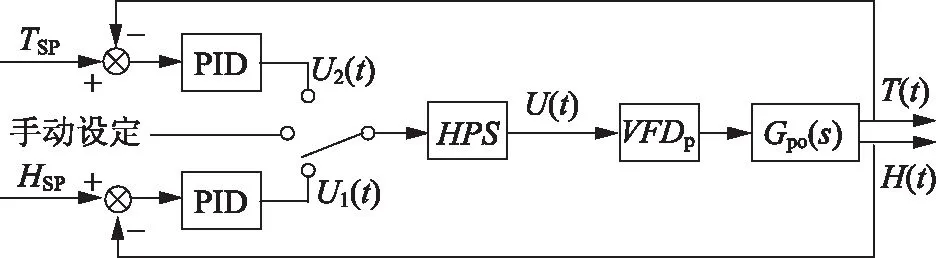
图6 排风温湿度选择控制原理示意图
图5中,THSP表示气罩送风温度设定值,ΔP0SP表示气罩零位内外压差设定值,U(t)表示控制输入,Goc和Gfc分别表示反馈控制器和前馈控制器,VFDs代表送风机变频器,Gto代表温升过程,Gso代表送风过程;图6中,T表示排风温度,H表示排风湿度,TSP表示排风温度设定值,HSP表示排风湿度设定值,VFDp代表送风机变频器,U(t)、U1(t)、U2(t)表示控制输入。
(4)送风温度分程控制。新风进入通风管道内,经过换热器后还需经3片加热器加热以达到设定温度,3片加热器的热源分别为冷凝水、二次蒸汽、新鲜蒸汽,分程控制3个加热器热源阀门,如图7所示,协同利用尽量多的冷凝水与二次蒸汽,减少新鲜蒸汽的用量,达到节能的目的。图7中TSSP代表温度设定值,GCC代表分程控制器,GCO代表温度协同过程,GTM代表温度变送器,T代表温度检测值。
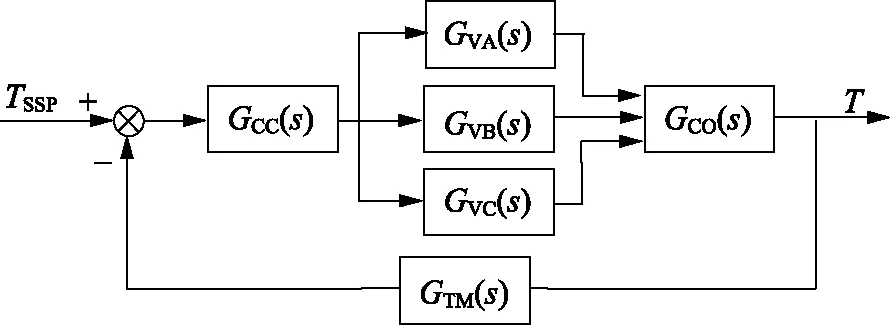
图7 送风温度分程控制原理示意图
3 能耗协同系统优化研究
立足于降低纸机干燥部能耗、提高能源效率,应将烘缸内部蒸汽冷凝水系统和烘缸外部气罩通风系统的能量综合考虑,实现能量的循环利用,并针对整个干燥部设计其优化方案,使其能量利用趋于合理,实现全局优化控制。
3.1目前干燥部存在的优化方案探讨
纸机干燥部属于复杂工业过程,为了解决干燥部的节能控制、全局优化等问题,国内外学者进行了大量的研究工作:在蒸汽冷凝水系统中有热泵的应用、烘缸内部的热力平衡计算等研究方向;在气罩通风系统中应用各种优化算法对控制策略进行优化以达到节能的目的;此外还有相当一部分学者针对烘缸内部及外部进行了热力学机理模型的建立、建立其能耗优化模型等工作。这些工作在机理分析的基础上,开展干燥过程的建模和优化控制研究,成果的工业应用对稳定生产、提高产品产量与质量发挥了重要作用。然而,在纸幅干燥过程中,蒸汽冷凝水系统与气罩通风系统存在能量的交互,并且干燥部结构、热力流程较为复杂,导致干燥过程的建模和操作参数的优化调整极其困难。随着网络技术的快速发展以及基础自动化水平的大幅提升,纸幅干燥过程中积累了大量工业运行在线数据及离线数据,其中包含了丰富的反映能耗情况和工艺参数之间关系的潜在信息,为生产过程的优化控制提供了有利条件。因此,针对纸幅干燥过程的特点,充分利用生产过程长期运行积累的工业数据,并依据这些数据研究基于数据驱动的控制策略优化方法,具有很强的研究意义和应用前景。
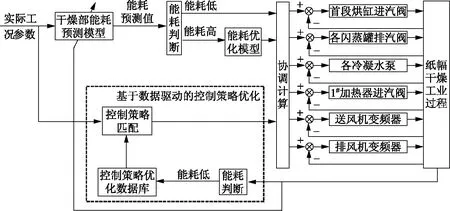
图8 基于数据驱动的控制策略优化控制框架
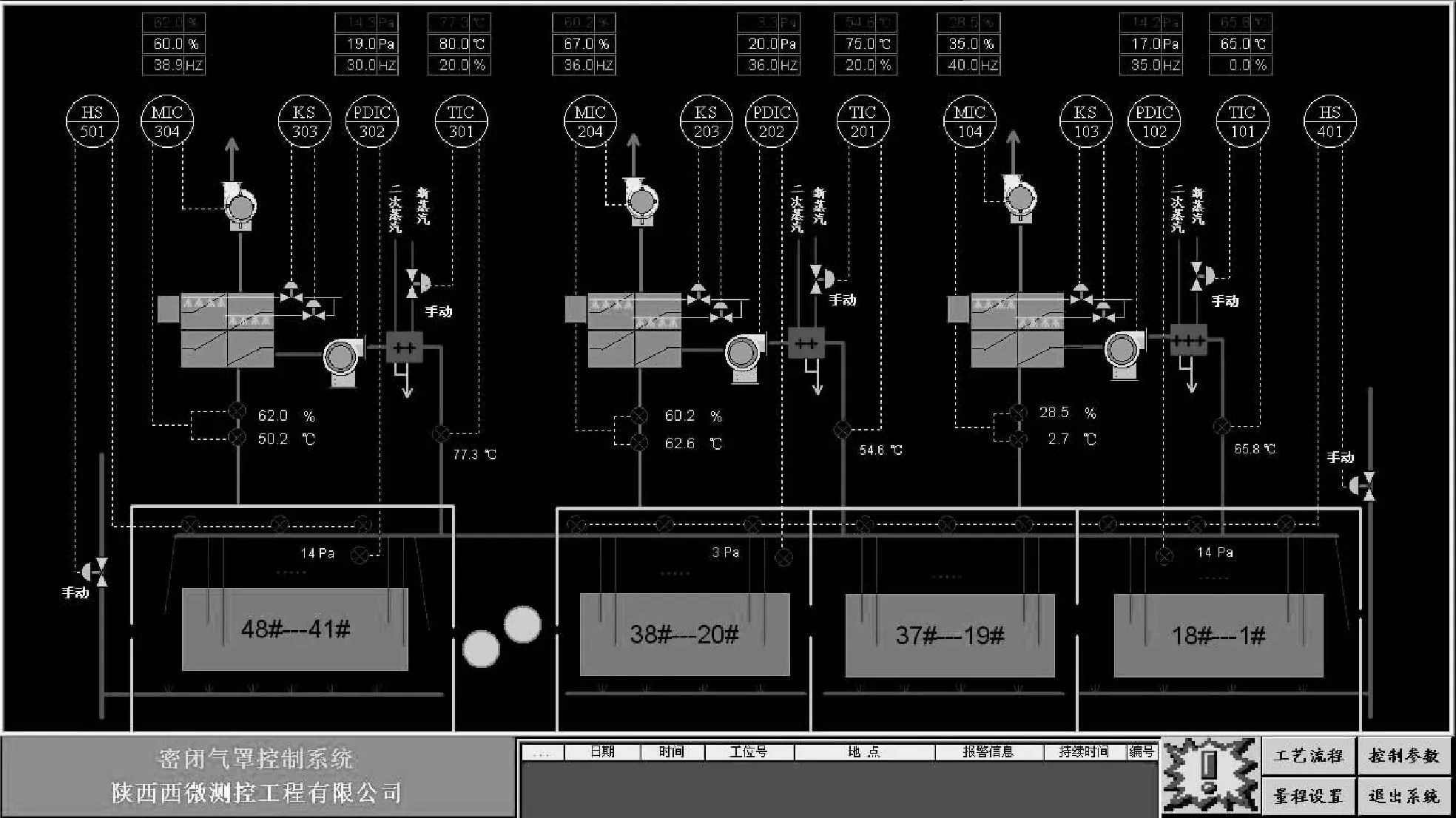
图9 上位机画面
3.2基于数据驱动的控制策略优化控制框架
基于数据驱动的控制策略优化即从实际生产中积累的大量工业运行数据中挖掘出较优的控制策略,并根据当前的工业运行参数,从控制策略优化数据库中寻找与之最匹配的控制策略。基于数据驱动的控制策略优化控制框架如图8所示,主要包括4 部分内容。
(1)能耗的预测。建立干燥部的工艺指标预测模型,利用在线获得的工业运行数据修正该模型,这样可以及时得到控制的反馈信息。纸幅干燥过程复杂,热力学机理模型难以建立,且模型中的很多参数往往是凭经验设定的,因此模型的准确性有限;模糊神经网络虽然具有较强的拟合非线性关系的能力,但是当工业过程复杂、存在大时滞、训练样本数量不够多时,其精度要求无法保证;将两种模型进行加权协调,既满足了精度要求,也解决了模型的准确性问题。
(2)控制策略的优化。不同的工艺条件经过能耗预测模型可以得出的能耗预测值,当预测值被判定为高能耗工作状态时,将对该工艺条件下的操作参数进行优化,即建立能耗优化模型。一般可采用数学规划中的非线性规划与多目标规划等方法对干燥部能耗进行优化,以能耗值最小为目标函数,工艺指标(各段烘缸进汽压力、闪蒸罐液位等)为约束条件,建立能耗优化模型,再应用智能算法对其求解即可得到优化控制策略。
(3)控制策略优化数据库的形成。在实际纸幅干燥过程中,不同的控制策略会对纸机能耗产生直接的影响。建立能耗的评价标准,判定不同控制策略的能耗高低,在实际工业过程中产生能耗较低的控制策略将得以保留,从而形成控制策略优化数据库。
(4)优化控制策略的匹配。在不同工艺条件下,参与匹配的控制策略有:经能耗判定模型判定为低能耗的当前控制策略、经能耗优化模型得出的优化控制策略和与控制策略优化数据库中相匹配的控制策略。根据这些控制策略的特点,通过一定规则进行协调计算得到最优控制策略,以保证干燥部的能耗最低化。
4 结束语
本课题将纸机干燥部蒸汽冷凝水热力系统和气罩通风热力系统进行了整合,针对高强瓦楞纸机设计了能耗协同系统,并针对该系统设计了其DCS控制系统。根据系统中的控制重点和难点,采用了相关的控制策略及算法,提高了控制质量,并为干燥部的全局能耗最优化研究提供了基础。部分成果已在多条生产线上得到了应用,可以综合回收利用大量二次蒸汽及冷凝水,节能效果显著,图9为浙江某高强瓦楞纸机生产线上的上位机画面。最后搭建了基于数据驱动的控制策略优化控制框架,实现干燥部全局优化控制,最大程度降低能耗。
[1] 姚新跃,张 辉.纸机密闭气罩内外压差的量化模型[J].南京林业大学学报:自然科学版,2010,34(2):95.
[2] 黄海平,李西华,赵德华,等.Sym-Run干燥部空气系统设计及运行[J].中华纸业,2002,23(12):20.
[3] 潘福池.制浆造纸工艺基本理论与应用(下册)[M].大连:大连理工大学出版社,1991.
[4] 陈克复,张 辉.制浆造纸机械与设备(下)[M].北京:中国轻工业出版社,2013.
[5] 柯晓军,梁 博,杨建桥.纸机干燥部的最优化方案[J].中国造纸,2007,26(2):39.
[6] 汤 伟,吕定云,王孟效.造纸机热泵供汽系统的应用[J].中国造纸,2007,26(10):49.
[7] 汤 伟,张金果,吴 瑞,等.基于纸机干燥部热力平衡计算的热力控制系统研究[J].化工自动化及仪表,2010,37(4):13.
[8] 汪华军.年产20万吨涂布白板纸项目的设计及优化研究[D].广州:华南理工大学,2015.
[9] 汤 伟,周 阳,王 樨,等.纸板机密闭气罩控制系统的设计[J].中国造纸,2012,31(7):38.
[10] 邵裕森,戴先中.过程控制工程[M].北京:机械工业出版社,2012.
Abstract:Energy consumption reduction is becoming focus in papermaking industry.To further reduce energy consumption and increase energy efficiency of paper machine dryer section,the synergic control for energy consumption was put forward.The energy consumptions of steam condensate thermal system and hood ventilation thermal system were considered together to recycle the secondary thermal energy.A DCS control system for energy consumption of high strength fluting paper machine was designed.This system integrated above-mentioned systems,not only reduced the energy consumption of paper machine dryer section but also laid a foundation for achieving overall optimization of dryer section.This control system has been used in many high strength fluting paper machines and had a better energy-saving effect.To achieve overall optimization of dryer section,the data-driven optimization control framework was designed.The large amount of operation data was used to update the model and established the optimal control strategy database.Thus the optimization control strategy which matched current process conditions best could be found quickly,and energy consumption reduction was realized.
Keywords:steam condensate thermal system; hood ventilation thermal system; cooperation control for energy consumption; DCS control system; data-driven
(责任编辑:刘振华)
DesignandOptimizationofSynergicControlSystemforEnergyConsumptionofHighStrengthFlutingPaperMachineDryerSection
TANG Wei1,3,*SUN Zhen-yu2,3CHI Dong-ming2,3FENG Xiao-hui1,3
(1.CollegeofElectricalandInformationEngineering,ShaanxiUniversityofScience&Technology,Xi’an,ShaanxiProvince,710021; 2.CollegeofBioresourcesChemicalandMaterialsEngineering,ShaanxiUniversityofScience&Technology,Xi’an,ShaanxiProvince,710021; 3.IndustrialAutomationInstitute,ShaanxiUniversityofScience&Technology,Xi’an,ShaanxiProvince,710021)(*E-mail:wtang906@163.com)
TS7
A
1000-6842(2017)03-0058-06
2016-06-22
陕西省重点科技创新团队计划项目(2014KCT-15);咸阳市科技计划项目(2012K03-01);陕西省教育厅重点实验室科研计划项目(15JS013)。
汤 伟,男;博士,教授;主要研究方向:制浆造纸全过程自动化,工业过程控制,大时滞过程控制及应用。 E-mail:wtang906@163.com
