关于TOFD盲区的试验研究
2017-10-12
(河南省锅炉压力容器安全检测研究院 , 河南 郑州 450016)
关于TOFD盲区的试验研究
李想
(河南省锅炉压力容器安全检测研究院,河南郑州450016)
TOFD检测技术是一种新的无损检测技术,因为盲区问题在特种设备检测时不能单独使用,必须与其它方法综合运用。本文对TOFD检测的盲区问题进行了较深入的研究,得出了在特种设备检测时采用TOFD检测、磁粉检测和手工超声波检测相结合的方法,能够较好地完成无损检测的具体工艺问题。
盲区 ; TOFD ; 试块 ; 技术参数 ; 信号
对公司投入使用的TOFD设备及探头按现场检测条件在盲区试块上进行测试试验,确定仪器及探头检测盲区的大小,为制定现场TOFD检测专用工艺提供技术参数和盲区检测解决方案。适用于公司投入现场TOFD检测的相应TOFD仪器设备、探头的检测方法。
1 扫查面盲区的测试
1.1 测试方法
①根据现场检测实际使用的设备、探头和PCS等组装设备并正确设置调整参数;②在盲区对比试块上表面的人工缺陷(矩形槽、侧孔)进行非平行扫查;③A扫描波形上或在图谱观察表面人工缺陷是否能清晰显现,如果能清晰发现则说明当前盲区小于人工缺陷深度,不能发现或不能清晰显示说明当前盲区大于等于人工缺陷深度;④多次扫查,最终确定可见矩形槽、侧孔的最小深度,以能够识别的最小深度为该检测系统的上表面盲区。
1.2 TOFD仪器、探头的设置及测试结果
TOFD仪器、探头及设置,测试结果见表1。
用T40 mm盲区试块进行试验,试验结果如表2所示。
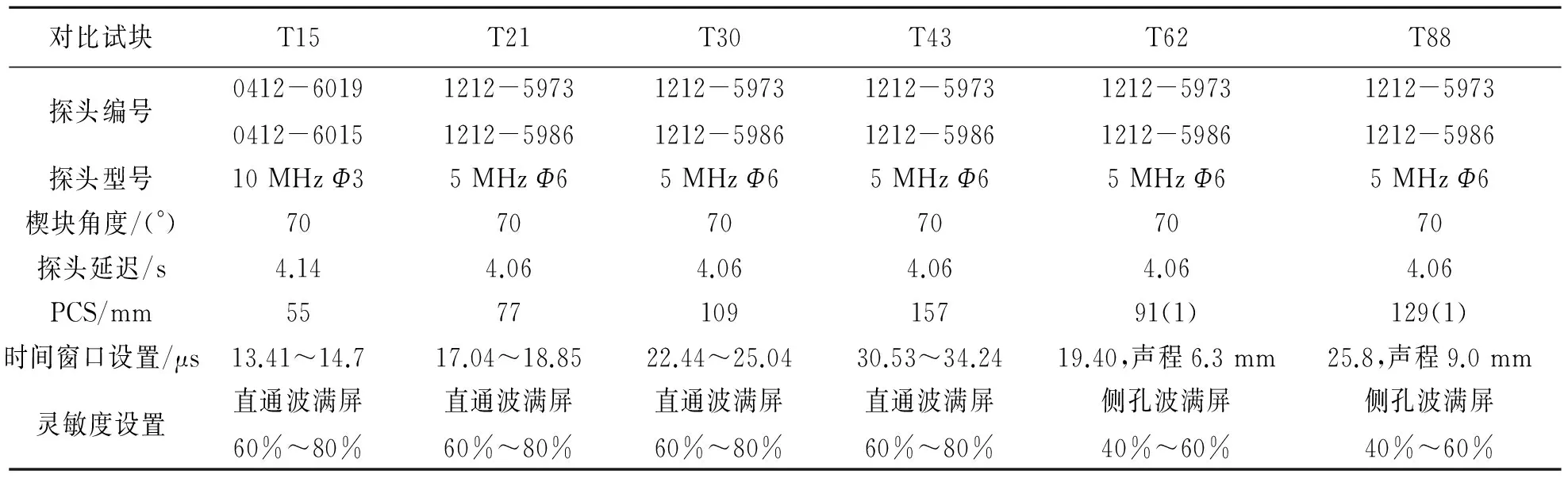
表1 测试结果

表2 试验结果
其中:仪器型号,ISONIC-2008;仪器编号,804801304153;扫查装置,手动扫查器;耦合剂机油;温度20~30 ℃;信号处理方法,信号平均2;扫查方式,非平行扫查;扫查增量0.5 mm。
2 底面盲区的测试
底面盲区高度计算方法:根据工件厚度、探头、PCS配置,利用理论公式计算出偏离焊缝中心X处的地面盲区高度。
公式:h=T-T×1/2[1-X2/(S2+T2)]
式中:X,偏离焊缝中心距离,mm;S,焊缝中心到探头入射点距离(PCS/2);T,工件厚度,mm;h,底面盲区高度,mm。
底面检测区域的底部盲区高度如表3所示。TOFD偏置非平行扫查底部盲区高度计算结果如表4所示。
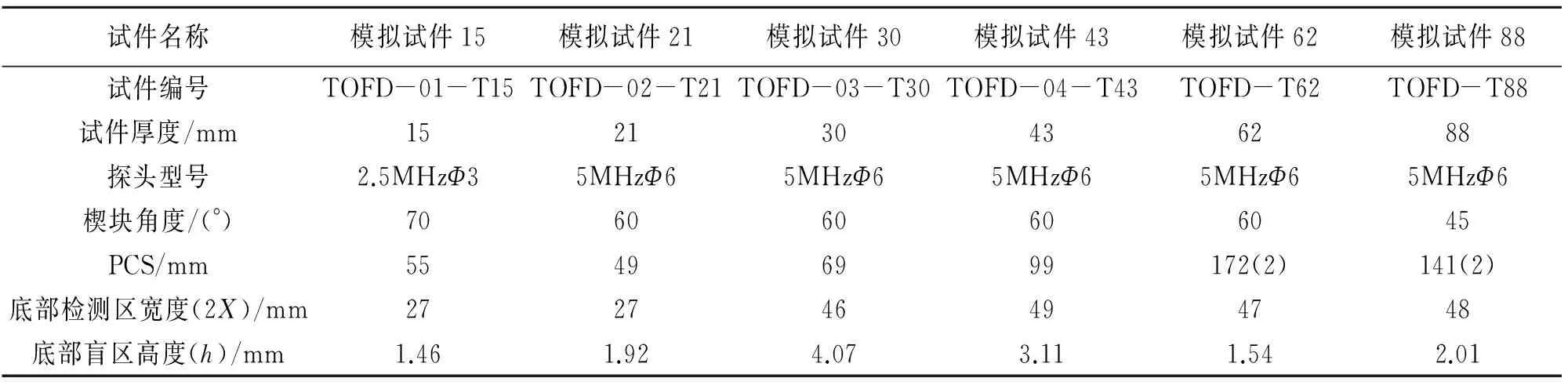
表3 底面检测区域的底部盲区高度
注:底部检测宽度=底部焊缝宽度+焊缝两侧各10 mm。
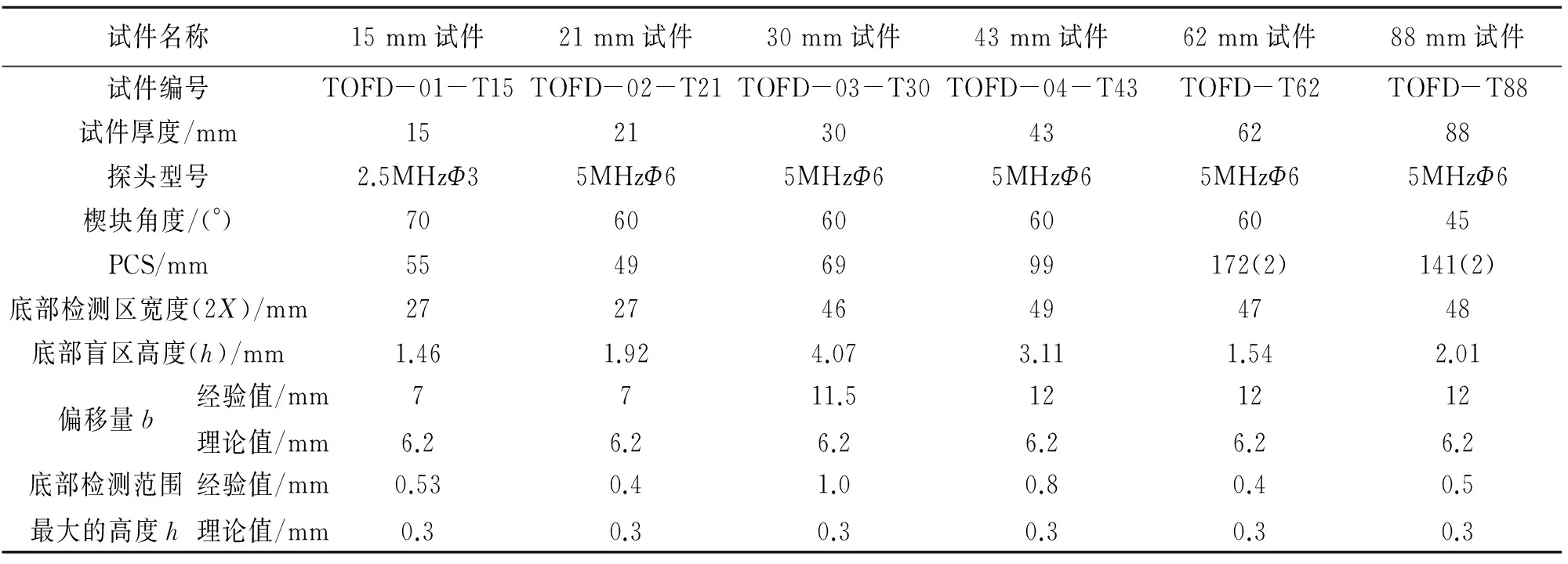
表4 TOFD偏置非平行扫查底部盲区高度计算结果
注:底部检测宽度=底部焊缝宽度+焊缝两侧各10 mm。
经计算验证偏置量无论是取经验值还是理论值均满足检测范围内的底面盲区高度≤1 mm要求。
3 盲区的解决方法
3.1 扫查面盲区
按公司LYXL-ZYZDS-11超声波检测工艺进行手工超声检测(UT)的辅助检测;近表面盲区按公司LYXL-ZYZDS-20的磁粉检测通用工艺进行辅助检测。
3.2 底部盲区
近表面盲区按公司LYXL-ZYZDS-20的磁粉检测通用工艺进行辅助检测。按公司LYXL-ZYZDS-11超声波检测工艺进行手工超声检测(UT)的辅助检测。增加偏置非平行扫描,偏移量用可根据公式计算出或经验取值后(一般取底部检测宽度的1/4),进行底面盲区计算后,判断是否可行。
偏移量计算公式:
b=X1-T×1/2[1-X2/(S2+T2)]
式中:T,最大深度(工件厚度T);X1,底面检测区域宽度的一半;S,焊缝中心道探头入如射点距离(PCS/2)。
偏移后的盲区高度可根据偏移后盲区高度公式:
b=X1-T×1/2[1-X2/(S2+T2)]
式中:T,最大深度(工件厚度T);b,底面偏移量;S,焊缝中心到探头入射点距离(PCS/2)。
4 手工UT检测试验记录、结果
使用的检测设备、工艺参数和检测结果如表5所示。仪器型号,H610e;仪器编号,H610e3289;标准试块,CSK-IA、ⅢA;耦合剂,机油。
5 盲区试块侧孔MT检测的记录、结果
使用的检测设备和工艺参数如表6所示。
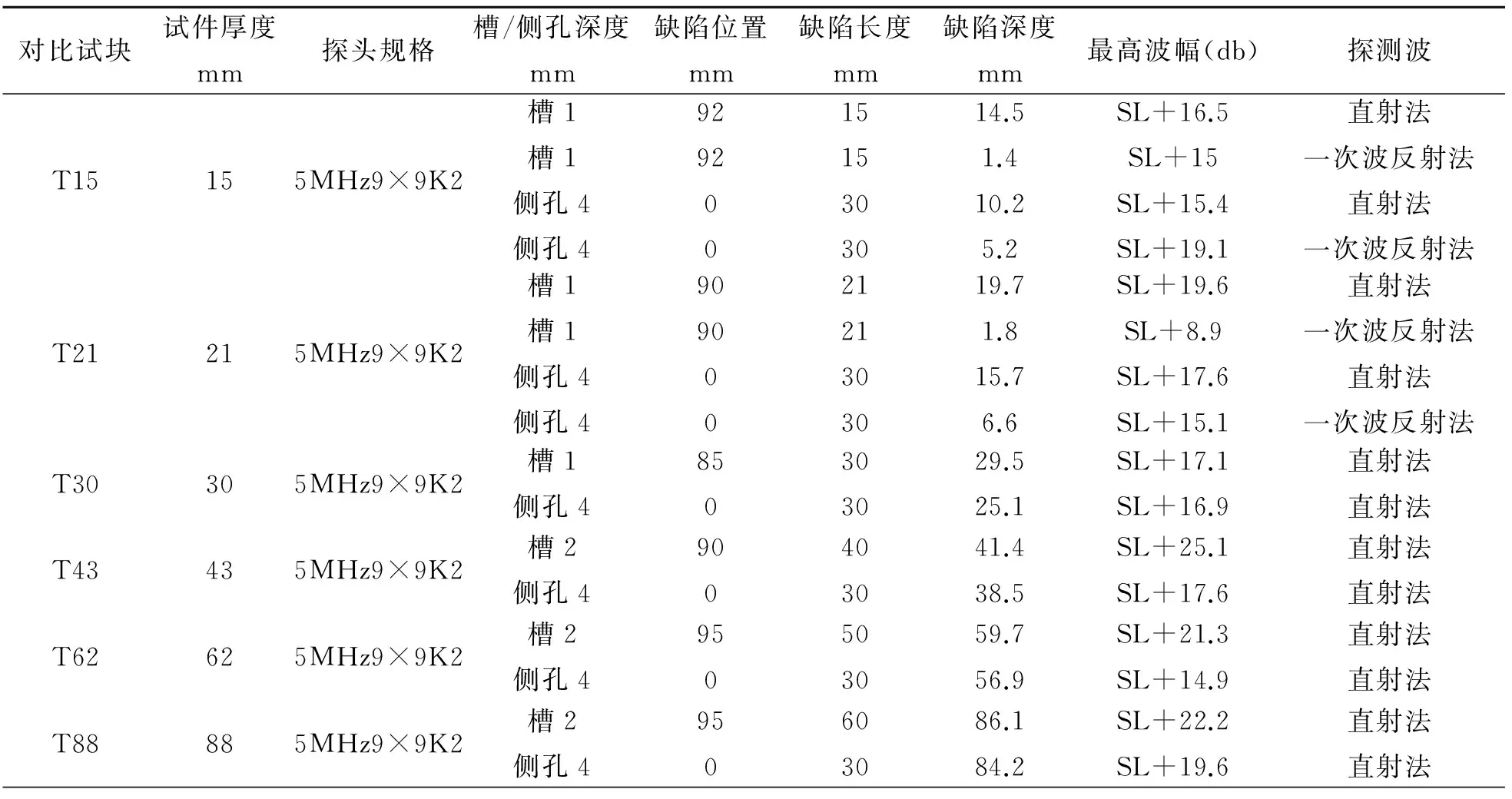
表5 手工UT检测试验记录、结果
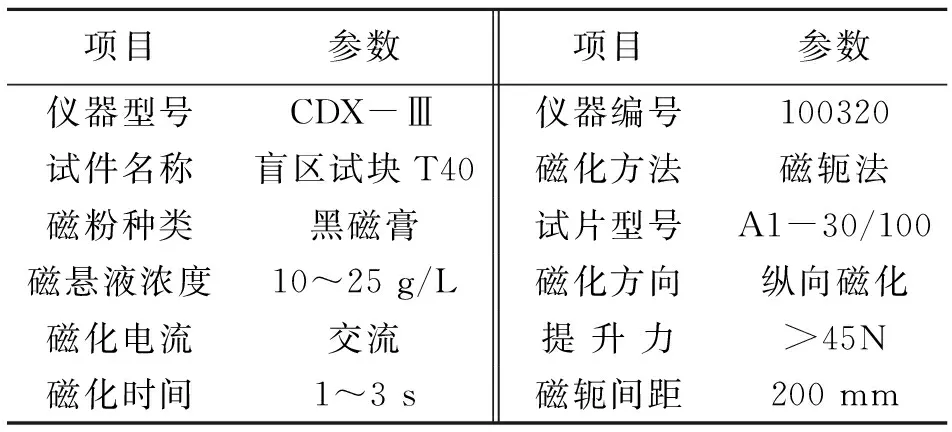
表6 盲区试块侧孔MT检测的记录、结果
检测结果:深度为3 mm的侧孔,有磁痕显示,长度40 mm;深度为4 mm的侧孔,无磁痕显示;深度>4 mm的其它侧孔,无磁痕显示。
6 结论
对扫查面存在的盲区,高度≤3 mm的按公司LYXL-ZYZDS-20的磁粉检测通用工艺进行辅助检测,能够发现相应缺陷;对4 mm以上的缺陷不能有效检出。因此,当TOFD盲区深度≤3 mm时,磁粉检测可作为TOFD检测的一种有效辅助检测方法。对扫查面存在的盲区,按公司LYXL-ZYZDS-11超声波检测工艺进行手工超声检测(UT)的辅助检测,能够发现相应缺陷。因此,当TOFD存在扫查面盲区时,手工(UT)检测可作为TOFD检测的一种有效辅助检测方法。对底部存在的一次性覆盖不到的检测范围以内盲区,盲区高度≤3 mm的被检工件检测部位表面,按公司LYXL-ZYZDS-20磁粉检测通用工艺进行辅助检测,能够发现相应缺陷;对4 mm以上的缺陷不能有效检出。因此,当TOFD盲区深度≤3 mm时,磁粉检测可作为TOFD检测的一种有效辅助检测方法。对底部存在的一次性覆盖不到的检测范围以内盲区,按公司LYXL-ZYZDS-11超声波检测工艺进行手工工超声检测(UT)的辅助检测,能够发现相应缺陷。因此,当TOFD存在底部盲区时,手工UT检测可作为TOFD检测的一种有效辅助检测方法。对底部存在的一次性覆盖不到的检测范围以内盲区,可按公司衍射时差法检测通用工艺要求,增加两侧偏置非平行扫查检测,能够发现相应缺陷。因此,当TOFD存在底部盲区时,偏置非平行扫车检测可作为TOFD检测的一种有效的辅助检测方法。
TQ056.2
B
1003-3467(2017)08-0045-03
2017-05-11
李 想(1991-),女,工程师,从事特种设备检验工作,电话:15238086674。