高钢级管线钢摩擦焊焊接接头组织与硬度分析
2017-10-11张骁勇
荆 瑞,张骁勇,景 科
(西安石油大学 材料科学与工程学院,西安710065)
高钢级管线钢摩擦焊焊接接头组织与硬度分析
荆 瑞,张骁勇,景 科
(西安石油大学 材料科学与工程学院,西安710065)
为了提高高钢级管线钢焊缝的冲击韧性,采用连续驱动摩擦焊对X80管线钢进行了焊接,并对其焊接接头的组织及硬度进行了分析和检测。结果表明,X80管线钢连续驱动摩擦焊焊接接头焊缝区组织为铁素体和粒状贝氏体,热影响区的组织由原始的针状铁素体转变为先共析铁素体、针状铁素体及粒状贝氏体。焊接接头的硬度高于母材,其中焊缝区域硬度最高,达到了247.4HV10,其次是热影响区,母材的硬度最低,且在焊缝两侧,硬度值呈对称分布。
焊接;X80管线钢;连续驱动摩擦焊;显微组织;硬度
Abstract:In order to increase the weld impact toughness of high grade pipeline steel,it adopted continuous drive friction welding to weld X80 pipeline steel,and carried out analysis and detection for the microstructure and hardness.The results showed that the microstructure of weld zone of X80 pipeline steel welding joint is acicular ferrite(AF)and granular bainite.The microstructure of heat affected zone is proeutectoid ferrite(PF),acicular ferrite and granular bainite transformed by original acicular ferrite.The hardness of welding joint is higher than that of parent metal,which the weld zone hardness is the highest,reaches 247.4HV10,followed by the heat affected zone,and the hardness parent metal is the lowest.Besides,on the both sides of weld zone,the hardness distribution is symmetrical.
Key words:welding;X80 pipeline steel;continuous drive friction welding;microstructure;hardness
随着经济的迅速发展,对能源的需求日益增加,油气管线作为石油、天然气等流体最经济、便捷的一种运输方式得到了越来越多的使用。但油气管线面临着滑坡、泥石流、大落差地段、移动地层、洋流等较恶劣的服役环境,这就要求管线钢不仅要具有较高强度,而且要有良好的低温冲击韧性[1-4]。目前,在高强度、高韧性钢管的焊接过程中,如何在保证焊缝强度和焊接工艺性的前提下提高焊缝冲击韧性是制约这种管线钢管发展的瓶颈。本研究采用连续驱动摩擦焊接方法,研究了X80管线钢焊接接头的力学性能,为提高焊接接头强韧性提供了理论基础。
1 试验材料及方法
试验选用X80管线钢,将试验材料加工成Φ16 mm×200 mm的圆棒状试样,采用连续驱动摩擦焊接工艺进行焊接,焊接工艺参数如表1所示。

表1 摩擦焊接工艺参数
焊前打磨试样,去除油污。焊接采用汉中双戟摩擦焊接制造技术有限责任公司提供的C320型连续驱动摩擦焊机,焊接所用的套筒如图1所示。焊接完成后将焊件加工成所需形状。用405M型光学显微镜观察焊接接头的组织形貌;用JSM-6390A型扫描电子显微镜观察焊接接头的微观形貌。用HVS-50型维氏硬度计测试焊接试样的硬度。

图1 摩擦焊接过程中使用的套筒
2 试验结果与讨论
2.1 显微组织分析
由于摩擦焊接界面上的热输入是随着摩擦线速度的增加而增大,因而从轴心至飞边,焊合区也随着半径的增大而变宽[5-6]。X80钢摩擦焊焊接接头典型的宏观形貌如图2所示。从图2中可以看出,其焊接接头的宏观形貌近似呈X形,从轴心到飞边,焊合区随半径的增大而变宽。

图2 X80摩擦焊接头典型宏观组织形貌
X80管线钢母材的组织形貌如图3所示。由图3可以看出,X80管线钢母材的基本组织是针状铁素体,这种组织是在较快的冷却速度下,在温度范围略高于贝氏体形成温度下的连续冷却过程中,由于扩散和剪切变形的共同作用,形成没有完整连续的晶界、粒度参差不一的组织。同时,由于Nb和Mo等微合金的添加、控制轧制和控制冷却工艺的应用,可以保证得到细小的组织。因此,以针状铁素体和粒状贝氏体为主要组织的X80管线钢具有较高的抗拉强度和屈服强度。该类管线钢还具有良好的焊接性能,其抗应力腐蚀、氢诱发裂纹的能力也较高[7]。

图3 X80管线钢母材的组织形貌
在扫描电镜下可以发现X80管线钢显微组织体现出了典型的针状铁素体特征,组织中的针片结构较为发达。这是由于试验钢中含有的合金元素Mo能够使铁素体析出线明显右移,从而抑制先共析铁素体的形成,但对贝氏体转变的推迟较小,所以,过冷奥氏体直接向贝氏体转变。同时,由于Mo的存在,C在奥氏体中的扩散激活能增加,从而使C的扩散系数降低;因此,Mo在强烈抑制先共析铁素体的析出和长大的同时,促进了高密度位错亚结构的针状铁素体的形成[8-10]。晶界方向不一,且相互交割,晶粒细化明显,M/A岛组织和第二相析出物体积细小且较为均匀地分布在晶界或晶粒内部。
X80管线钢焊接接头焊缝区和HAZ的显微组织如图4所示。由图4(a)可见,焊缝区组织主要为针状铁素体,并有少量的板条状铁素体、珠光体和M/A岛组织。焊缝组织晶粒较母材组织晶粒更为细小也更为均匀,这主要是由于摩擦焊接是属于固相焊,在焊接过程中焊缝金属处于半熔化状态。同时在摩擦压力的作用下晶粒尺寸变小,成分混合均匀。相比于熔化焊接接头的焊缝而言,摩擦焊接接头的焊缝宽度明显变小。

图4 X80管线钢焊接接头焊缝区和HAZ显微组织 500×
由图4(b)可见,粗晶区的组织主要为贝氏体和少量的M/A。粗晶区即为过热区,加热温度范围 Tks-Tm(Tks为开始晶粒急剧长大温度,Tm为熔点),当热至1 100℃以上至熔点,晶粒急剧长大。焊后空冷条件下呈粗大的贝氏体组织,塑性韧性降低,但由于X80管线钢超低的含碳量使得M/A岛含量很少,而且分布均匀,这有利于提高材料的韧性,使得其粗晶区仍具有较高冲击韧性。
由图4(c)可见,细晶区组织主要为晶粒细小的针状铁素体。细晶区即为正火区,也是相变重结晶区,加热温度范围 Ac3-Tks之间,约为900~1 100℃。焊后空冷使该区内的金属相当于进行了正火处理,其组织为均匀细小的铁素体和珠光体,力学性能优于母材。
由图4(d)可见,热影响区的混合区呈现层状、块状结合分布状态,晶粒有大有小。钢中的Ti、Nb和Mo等微合金元素易于在钢中形成微小的碳氮化物(M(CN))粒子,弥散分布于晶内和晶界,抑制奥氏体晶粒的长大,使得HAZ没有产生过热组织。
2.2 力学性能分析
对焊接接头进行硬度分析时,首先要确定好区域。本次试验在焊缝中心处依次向左和向右在试样中心水平线上均匀取点,每个点之间相距0.5 mm,依次经过焊缝、粗晶区、粗晶细晶混合区、细晶区和母材,硬度试验检测点位置如图5所示。为了使试验结果更为准确,每个试样总共取37个点,每个点上、中、下各测三次,取其平均数。硬度检测结果见表2和图6。

图5 硬度试验检测点位置示意图
从图6可见,焊接接头的硬度呈现对称分布,经过热处理的试样热影响区中,硬度有高有低,并不是均匀排列。这是因为热影响区中分布着不同区域,一般来说,热影响区中粗晶区的硬度最低,因为在焊接时,该区域内奥氏体晶粒严重长大,冷却后得到晶粒粗大的过热组织,塑性和韧度明显下降;热影响区中细晶区的硬度最高,因为其组织为均匀而细小的铁素体和珠光体,机理类似于细晶强化,使得该区域硬度增加。
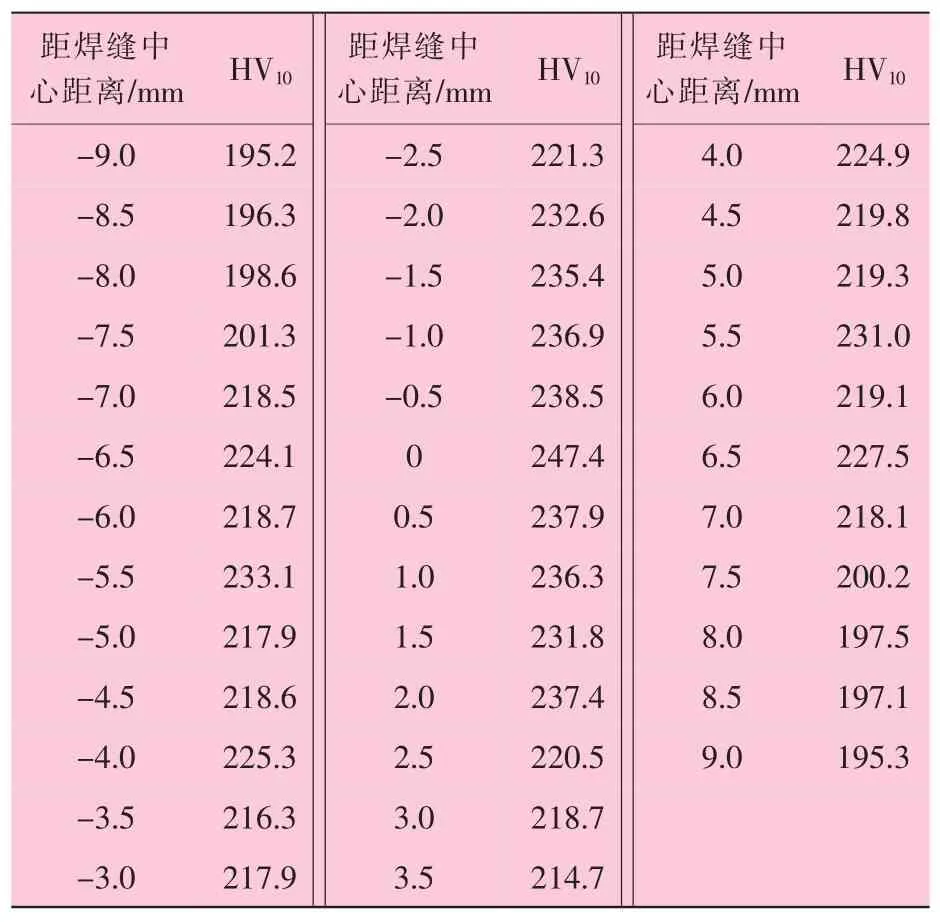
表2 硬度检测结果
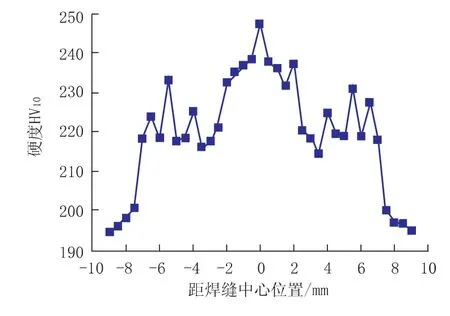
图6 硬度检测结果
钢的硬度一方面取决于其晶粒度的大小,另一方面还与钢的化学成分有关,尤其是C及其合金元素在奥氏体中的溶入量。经验表明,X80管线钢中,在获得同种显微组织的前提下,晶粒越细小,变形抗力越大,钢的硬度值越大。
3 结 论
(1)X80管线钢属针状铁素体管线钢,经过焊接过程中热的作用,X80管线钢HAZ的组织由原始的针状铁素体转变为先共析铁素体、针状铁素体及粒状贝氏体。在焊接接头不同的区域,其组织形貌是不同的。在焊缝区焊缝组织主要为针状铁素体,并有少量的板条状铁素体、珠光体和M/A组元;热影响区粗晶区为铁素体和粒状贝氏体;细晶区为均匀细小的铁素体和贝氏体组织;HAZ与母材混合区主要为贝氏体和少量M/A组元。
(2)进行摩擦焊接后,X80焊接接头的硬度高于母材,其中焊缝区域硬度最高,达到了247.4HV10,其次是热影响区,母材的硬度最低,且在焊缝两侧,硬度值呈对称分布。
(3)M/A组元呈条状均匀分布在铁素体周围,M/A组元中的残余奥氏体是一种有利的韧性相。研究表明,在外力作用下,奥氏体可以开动多个滑移系同基体一起变形,这样可以起到协调基体各晶粒变形的作用,提高钢的塑性。使得焊接接头的硬度得到了提高。
[1]刘成玉,许先果,赵建华,等.长输管道焊接方法的选择与应用[J].电焊机,2007,37(11):56-59.
[2]SATHIYA P,ARAVINDAN S,HAQ A N.Soptimization mization of friction welding pararneters usingevolutionary computational techniques[J].Journal of Materials Processing Technology,2009(11):2576-2584.
[3]尹长华,闫臣,崔相国.国内外长输管道常用焊接工艺[J].电焊机,2009,39(5):22-31.
[4]李鹤林,冯耀荣,霍春勇,等.关于西气东输管线和钢管的若干问题[J].石油专用管,2002,10(1):1-9.
[5]高惠临.管线钢与管线钢管[M].北京:中国石化出版社,2012.
[6]张展展.管线钢焊接特性研究[D].郑州:郑州大学,2013.
[7]许洪汛,唐荻,江海涛,等.X80管线钢组织性能研究[J].新技术新工艺,2008(9):76-78.
[8]庄传晶,冯耀荣.国内X80级管线钢的发展及今后的研究方向[J].焊管,2005,28(2):10-14.
[9]张斌,钱成文,王玉梅,等.国内外高钢级管线钢的发展及应用[J].石油工程建设,2012,38(1):1-4.
[10]张骁勇,高惠临,庄传晶.焊接热输入对管线钢粗晶区组织及性能的影响[J].焊接学报,2010,31(3):29-33.
Analysis on Microstructure and Hardness of High Steel Grade Pipeline Steel Friction Welding Joint
JING Rui,ZHANG Xiaoyong,JING Ke
(School of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China)
TG406
A
10.19291/j.cnki.1001-3938.2017.05.005
2016-03-24
编辑:谢淑霞
荆 瑞(1990—),女,在读硕士研究生,主要从事连续驱动摩擦焊的研究工作。