冷定径工艺对热轧HFW焊管性能的影响
2017-10-11陈浩明介升旗李敬波窦茂科
赵 坤,陈浩明,介升旗,李敬波,窦茂科
(1.西安石油大学 材料科学与工程学院,西安710065;2.宝鸡石油钢管有限责任公司 宝鸡专用管分公司,陕西 宝鸡721008)
冷定径工艺对热轧HFW焊管性能的影响
赵 坤1,2,陈浩明2,介升旗2,李敬波2,窦茂科2
(1.西安石油大学 材料科学与工程学院,西安710065;2.宝鸡石油钢管有限责任公司 宝鸡专用管分公司,陕西 宝鸡721008)
为了优化热轧HFW焊管的几何尺寸精度以及提高管坯强度性能,以热轧HFW J55套管管坯为例,通过力学性能、显微组织分析及硬度等试验方法,研究冷定径对管坯性能的强化作用以及不同定径量下管坯性能的变化趋势。试验结果显示,钢管在冷定径工艺处理下,管坯纵向屈服强度及抗拉强度均得到强化,最大可提升7%;定径量越大,管坯强度上升幅度越明显。研究结果表明,对于低钢级或者韧性要求不高的钢管生产时,在热张力减径后再增加冷定径工艺可以提高钢管强度,但如需要生产更高强度或更高钢级的钢管仍需相应的热处理工艺。
冷定径;定径量;加工硬化;包辛格效应;强度
Abstract:In order to optimize the geometry precision of hot rolled HFW pipe and improve the performance of pipe billet strength,taking HFW J55 casing billet as an example,the strengthening effect of cold sizing on pipe billet performance and the change trend under different sizing reduction were studied through the analysis of the mechanical properties,microstructure and hardness test method.The results showed that under the treatment of cold sizing process,the longitudinal yield strength and tensile strength of pipe billet were strengthened,with maximum increase of 7%;the larger the sizing reduction,the more obvious the increase of pipe billet intensity.The research results showed that when produce low steel grade pipe or low toughness requirement steel pipe,increasing cold sizing process after hot-stretch reducing can increase steel pipe strength,but steel pipes that require higher strength or higher steel grade still need to be treated with appropriate heat treatment process.
Key words:cold sizing;sizing reduction;work hardening;Bauschinger effect;strength
目前,在线定径设备广泛应用于HFW焊管生产线,在生产线空冷、水冷段后实现管坯减径、整圆、矫直及消减焊缝残余应力。本研究以“HFW高频焊管+热张力减径”工艺生产的管坯为原料,研究冷定径除对管坯几何尺寸的优化外,尤其对性能强化方面的贡献,以期为油套管产品工艺开发提供参考。
1 试验设备
本试验采用的生产线定径设备为四机架四辊定径机,水平上辊和底辊为主动传动,立辊从动,4个辊均可调整为封闭孔型,如图1所示。水平辊与立辊的圆弧半径一致,水平上辊、下辊与立辊间辊缝间距理论设计均为3 mm,孔型为正圆。四机架逐级减径,总减径量最大可达2%。每架定径辊的水平辊与立辊包络角度各异,可消除接缝处管坯表面压痕,确保冷定径后管坯外观质量良好。机组动力及强度设计可实现J55、N80、P110及Q125钢级管坯的冷定径[1-3]。冷定径后成品外径规格为60.32~177.8 mm。

图1 四辊定径机冷定径辊结构示意图
2 试验方案
本次试验以 J55(TG22)钢级热轧卷板为原料,其化学成分见表1。采用Φ193.7 mm HFW母管,然后经热张力减径分别生产Φ142 mm和Φ141.5 mm两种规格的管坯。通过调整冷定径机组辊缝参数,最终均定径为Φ139.7 mm成品焊管,即实现两种定径量,分别为1.3%(A工艺)和0.9%(B工艺)。

表1 试验用J55(TG22)热轧卷板化学成分 %
每种规格焊管冷定径前任取3根管坯进行力学性能试验。力学性能试验包括母材纵向拉伸试验(相对焊缝90°)、母材横向拉伸试验(试样与焊缝对称)、焊缝横向拉伸试验、母材纵向冲击试验、焊缝横向冲击试验。每根管坯每种试验重复取样3组,取样管进行追踪,冷定径后再利用该管进行取样,试验同上。
3 试验结果及分析
3.1 几何尺寸
定径前后对管坯几何尺寸进行了测量,测量结果见表2。

表2 管坯冷定径前后几何尺寸测量结果
从表2可以看出,试验用管冷定径后外径及圆度指标均满足Q/SY 1572.4标准要求[4](外径139.7(0,+1%),圆度≤0.5%),该标准几何尺寸要求严于API SPEC 5CT[5]。
3.2 力学性能
3.2.1 拉伸性能
对采用A、B两种不同工艺生产的管坯分别进行了拉伸性能试验。图2所示为A、B两种不同工艺生产的管坯母材纵向拉伸性能的变化趋势。从图2可以看出,A工艺生产的管坯定径后母材纵向屈服强度与抗拉强度均得到明显提升;B工艺生产的管坯定径后纵向屈服强度和抗拉强度总体有一定的提升。这表明两种工艺生产的管坯在冷定径作用下,由于冷变形导致位错滑移、塞积和增殖,产生了加工硬化,体现在拉伸性能上即为强度提高[6]。
API SPEC 5CT标准不要求取横向拉伸试样,Q/SY 1572.4标准对于外径≤168.28 mm的管体横向拉伸试验也不做要求,但为了全面研究管体性能变化,本研究对两种工艺的Φ139.7 mm管坯同时取横向拉伸试样,展平后进行拉伸试验。图3所示为A、B两种工艺生产的管坯母材横向拉伸性能试验结果。从图3可以看出,定径量为1.3%时,母材横向屈服强度与抗拉强度均整体提升;定径量0.9%时,母材横向屈服强度与抗拉强度整体呈下降趋势。
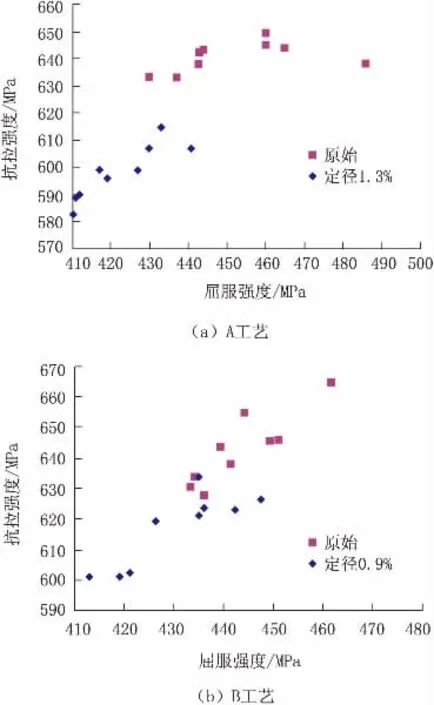
图2 两种不同工艺生产的管坯母材纵向拉伸性能
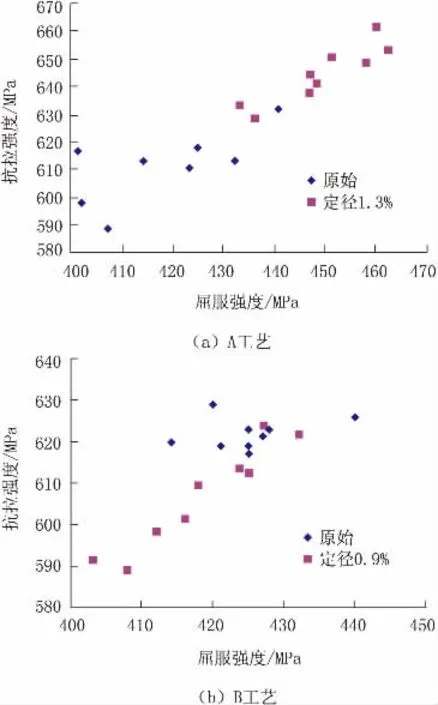
图3 两种不同工艺生产的管坯母材横向拉伸性能
图4为不同定径量下试验管坯母材及焊缝强度变化统计结果,管坯母材原始与定径后数据均为9组数据的平均值。从图4可以看出,定径量为1.3%时,纵向屈服强度提升了7.05%,横向屈服强度提升了8.05%;定径量为0.9%时,纵向屈服强度提升了2.97%,但横向屈服强度下降了1.57%。冷定径后,伸长率变化不明显。焊缝横向抗拉强度与母材横向抗拉强度变化保持一致。
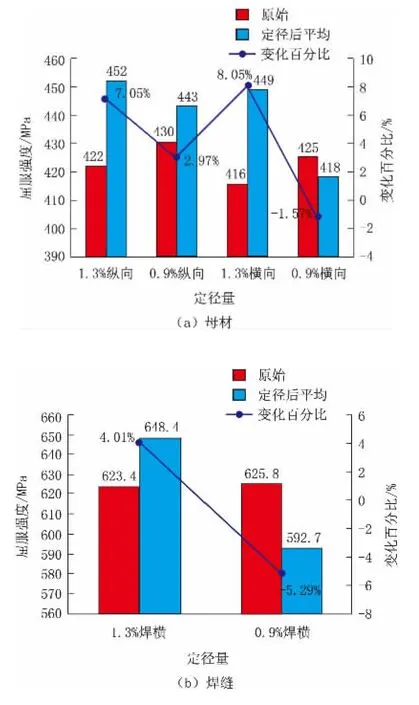
图4 不同定径量下管坯母材及焊缝强度变化对比
分析可知,上述强度变化源于加工硬化与包辛格效应共同作用的结果。所谓包辛格效应,即金属材料经预先加载产生少量的塑形变形并卸载后,再同向加载时屈服强度升高,反向加载时屈服强度软化的一种现象。从本质上讲,是由于在预先变形加载的过程中,位错滑移,塞积遇到障碍,产生了与运动方向相反的背应力,当反向加载时,背应力与位错运动方向相同,有利于位错的滑移,使得塑性变形变得容易,则屈服软化。在冷定径过程中,管体横向主要承受轧辊的压应力,纵向为拉应力,母材横向拉伸试验则为反向加载,所以纵向强度提高,横向强度降低。但当预变形(定径量)较大时,则加工硬化占主导,而包辛格效应变弱。因此,定径量较大时(1.3%),横向强度提升;定径量较小时(0.9%),包辛格效应占主导,横向强度降低。另外,管坯横向屈服强度普遍低于纵向屈服强度,也是横向拉伸试样展平预变形产生的包辛格效应导致。
3.2.2 冲击韧性
针对J55钢级,API SPEC 5CT标准中PSL-1级别对焊缝冲击无要求,而PSL-2要求为全尺寸母材纵向冲击值≥27 J(即半尺寸母材纵向冲击值≥14.85 J),全尺寸焊缝横向冲击值≥20 J(即半尺寸焊缝横向冲击值≥11 J)。图5为不同定径量下管坯母材及焊缝的冲击韧性变化情况。从图5可知,母材及焊缝的冲击韧性均呈下降趋势 (数据为9组试样平均值),但均优于PSL-2标准要求。这是由于加工硬化,金属强度提高,韧性会有所下降。
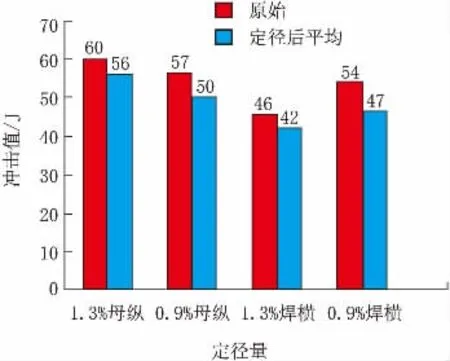
图5 不同定径量下管坯母材及焊缝冲击韧性对比
3.3 焊缝区显微组织及硬度
3.3.1 显微组织
图6显示了不同状态下管坯焊缝区的显微组织。其中,图6(a)为焊接母管未经焊缝热处理时的显微组织,焊缝中心可见挤压脱碳区,焊接金属流线明显。由于焊接时的高温和热量分布极不均匀,造成焊缝连续梯度组织,形成铁素体+珠光体及贝氏体或魏氏体组织,且分布不均匀。图6(b)为焊接母管经全管体中频感应加热再进行热张力减径后的焊缝组织形貌,相当于对焊缝进行了热变形及正火处理,由于焊缝奥氏体化及热机械轧制,使组织均匀化且金属流线得到改善,在一定程度上改善了热轧卷板的带状组织,形成铁素体+珠光体组织[7-10]。图6(c)为冷定径后管坯显微组织,组织较为均匀。在冷变形后,晶粒沿管体轴向拉拔方向伸长。
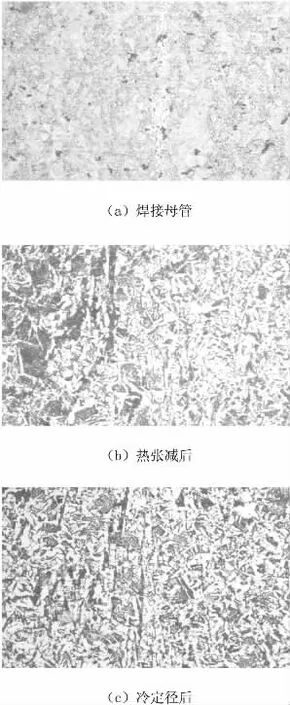
图6 不同状态下的管坯焊缝区显微组织 500×
3.3.2 显微硬度
试验管坯焊缝区域维氏硬度统计结果如图7所示。从图7可以看出,焊接母管焊缝未经热处理,焊缝由于焊接温度分布不均存在硬度高而塑性、韧性不足的组织,存在着相当大的内应力,
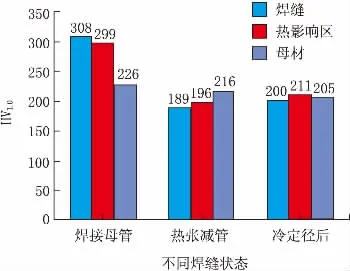
图7 不同状态下的管坯焊缝区显微硬度对比
焊缝、热影响区的显微硬度与母材偏差较大。而经过中频加热及热机械轧制后,焊缝组织均匀化,焊缝区域硬度基本趋于一致。经冷定径后,因加工硬化缘故,硬度平均值略有升高,但整体比较均匀。
4 结 论
(1)经过冷定径,管坯纵向屈服强度及抗拉强度均得到强化。定径量越大,上升幅度越明显,定径量为1.3%时管坯屈服强度可提升7%。
(2)在加工硬化与包辛格效应的共同作用下,大定径量下纵向与横向强度均提升明显,而小定径量下管坯由于包辛格效应占主导,横向强度会下降。
(3)冷定径工艺可用于HFW钢管生产线。普通的热张力减径类似于TMCP正火态,如需提高产品力学性能还需进行相应的热处理工艺。对于低钢级或者韧性要求不高的钢管,冷定径工艺的引入可较为简单高效地实现强度的提升,但如需生产更高强度或更高钢级的钢管,就要进行相应的热处理工艺。
[1]黄睿.钢管定径机架有限元分析[J].焊管,2011(10):27-29.
[2]孙占刚.应用现代设计理论与方法分析轧机机架[D].秦皇岛:燕山大学,2004.
[3]罗喜泽.Φ318定径机定径辊箱的改进[J].四川冶金,2005(6):25-27.
[4]Q/SY 1572.4—2015,油井管技术条件第4部分:直缝电阻焊套管[S].
[5]API SPEC 5CT,套管和油管规范(第九版)[S].
[6]石德珂.材料科学基础(第2版)[M].北京:机械工业出版社,2003.
[7]何石磊,白鹤,张峰,等.HFW焊缝性能优化工艺研究[J].焊管,2013(12):39-44.
[8]崔延,聂向晖,李云龙,等.HFW焊缝组织结构对强韧性的影响[J].焊管,2011,34(11):5-9.
[9]聂向晖,王滢,刘小峰,等.HFW焊缝结构参数对其冲击性能的影响[J].热加工工艺,2012,41(15):8-11.
[10]茹成章,王新虎.HFW石油套管焊缝冲击韧性影响因素分析[J].热处理技术与装备,2010,31(6):33-36.
Influence of Cold Sizing Process on Hot-stretch Reducing HFW Pipe Performance
ZHAO Kun1,2,CHEN Haoming2,JIE Shengqi2,LI Jingbo2,DOU Maoke2
(1.School of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China;2.Baoji OCTG Company of BSG Group,Baoji 721008,Shaanxi,China)
TG335.75
A
10.19291/j.cnki.1001-3938.2017.06.010
2017-03-16
编辑:黄蔚莉
赵 坤(1973—),男,工学学士,高级工程师,现主要从事HFW和OCTG技术研究和管理工作。
