煤气瓶耐压试验漏气原因分析
2017-10-11张彦文张友登王志奋
张彦文,张友登,王志奋,陶 勇
(1.武汉钢铁(集团)公司研究院,武汉430080;2.武钢股份有限公司质检中心,武汉430080)
煤气瓶耐压试验漏气原因分析
张彦文1,张友登1,王志奋1,陶 勇2
(1.武汉钢铁(集团)公司研究院,武汉430080;2.武钢股份有限公司质检中心,武汉430080)
为了探究某HP295钢制煤气瓶耐压试验漏气原因,对漏气煤气瓶进行了宏观观察,找出漏气部位,采用扫描电镜观察、金相分析等方法对缺陷部位进行了分析。结果显示,漏气部位均位于瓶腰焊缝附近,对于制瓶的冲压钢板而言,开裂部位位于钢板的剪切边;裂纹周围未观察到聚集分布的夹杂物及脱碳现象,缺陷部位及正常部位组织均为铁素体+珠光体。分析表明,原料钢板剪切开裂及试压漏气是由剪切设备故障导致剪切边存在较长裂纹造成,应及时对剪切设备进行检修维护,保持设备正常工作状态,避免剪切边产生较长裂纹。
煤气瓶;漏气;剪切;裂纹
Abstract:In order to explore the leakage reason of HP295 steel gas cylinder withstand pressure test,the macroscopic observation of leakage gas cylinder was conducted,found the leakage point.It adopted the methods of scanning electron microscope,metallographic analysis and so on to analyze defective parts.The results showed that the leakage parts located near the weld of cylinder waistline,and the cracking area of the stamping cracking plate also located in the shear edge of steel plate;the aggregated distribution inclusions and decarburization were not be observed around the cracks,and microstructure of defect locations and normal locations both were ferrite and perlite.The analysis results indicated that the raw material steel plate shear crack and pressure testing leakage caused by the long crack in shear edge,which caused by shear equipment failure.It should timely conduct repair and maintenance to shear equipment,so as to keep normal working state of equipment and avoid generating long cracks in shearing edge.
Key words:gas cylinder;air leakage;shearing;crack
1 概 述
某压力容器公司采用HP295钢制作煤气瓶,制作煤气瓶时,先将钢板冲裁成两圆形板,然后将两圆板冲压成凹槽状,扣在一起焊接成一个瓶体,最后再进行涂漆、试压。长期以来,生产一直较为正常,但2016年底,一批煤气瓶在进行耐压试验时,约有10%的煤气瓶出现漏气现象,漏气部位均位于瓶腰焊缝附近。另有一些原料钢板在冲压下料过程中,边部即发生开裂。为了找出漏气及钢板开裂原因,笔者采用宏观及微观分析方法,对漏气煤气瓶及开裂钢板进行了相关分析。
2 煤气瓶缺陷分析
2.1 宏观观察
经现场观察,成品煤气瓶漏气部位均紧挨焊缝,即冲压钢板的边部,如图1标记部位所示。取料时冲压开裂钢板的开裂部位亦位于钢板的剪切边,如图2所示,标记为1#试样。图3为火焰切割下来的煤气瓶的试压漏气部位,标记为2#试样。

图1 漏气部位宏观放大图

图2 剪切边裂纹(1#试样)
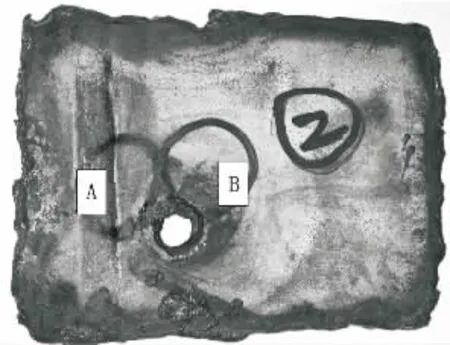
图3 焊缝附近裂纹(2#试样)
2.2 扫描电镜分析
将1#试样经酒精超声波清洗后进行电镜观察,断面断裂源及扩展区低倍形貌如图4所示。从图4可见,裂纹起源于试样边部,表面凸凹不平。采用高倍数放大观察,断面形貌如图5所示。从图5可见,断裂源表面较光滑,磨损特征明显,扩展区微观形貌为解理特征。垂直板面观察试样表面,可见试样边部平行于开裂面存在较多长短不一的裂纹,如图6所示。

图4 1#试样断面低倍形貌
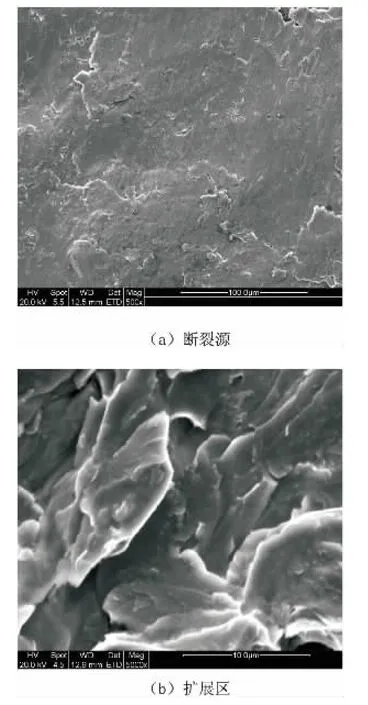
图5 1#试样断面高倍形貌

图6 剪切边板面裂纹形貌
2.3 金相分析
分别在图2所示试样开裂部位及图3所示漏气部位制作不同截面的金相试样,用光学显微镜观察,观察结果如图7所示。从图7(a)可见,剪切边附近金相抛光面上可观察到较多的裂纹;从图7(b)亦可见2#试样焊缝附近上表层存在裂纹,裂纹周围未观察到聚集分布的夹杂物。
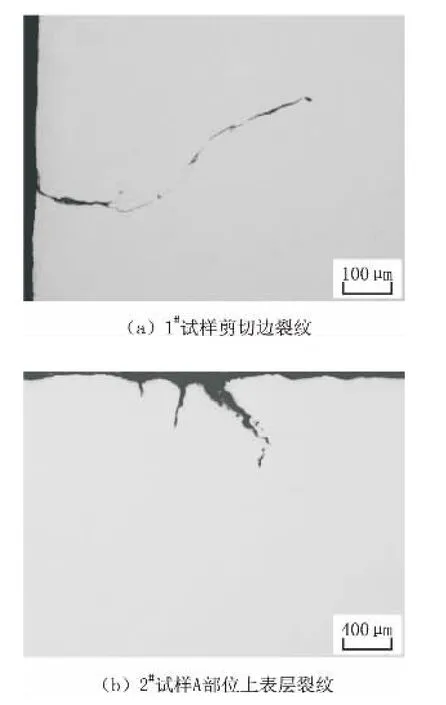
图7 剪切边裂纹及焊缝附近上表层裂纹形貌
试样经3%硝酸酒精试剂浸蚀后观察,1#试样剪切边裂纹区域组织如图8所示。从图8(a)可见,剪切边裂纹区域组织严重冷形变;图8(b)所示正常部位组织为铁素体+珠光体。3%硝酸酒精试剂浸蚀后的2#试样金相分析结果如图9所示。2#试样A、B部位实际上是与焊缝相连的单一裂纹,从图9可见,裂纹内充满氧化铁,其周围未观察到聚集分布的夹杂物,裂纹缺陷部位未观察到脱碳现象,缺陷部位及正常部位组织均为铁素体+珠光体。

图8 3%硝酸酒精浸蚀后1#试样金相组织分析结果

图9 3%硝酸酒精浸蚀后2#试样金相组织分析结果
1#试样剪切边附近裂纹为冷变形特征,且没有明显氧化铁生成;2#试样裂纹附近无冷变形组织,且裂纹中嵌有氧化铁。这是因为剪切边先期形成的裂纹经过焊接热循环后,变形部位已回复再结晶,裂纹面在高温下发生氧化造成的。
3 讨 论
煤气瓶冲压开裂部位及试压漏气部位均位于剪切边,剪切开裂部位起裂源也位于剪切边部,说明问题可能在剪切加工。经过现场考察,发现该焊瓶厂有一条剪切生产线存在问题,需要检修维护。图10为生产线正常和异常时剪切的产品,从图10可以看出,正常剪切边平整光滑,生产线异常时剪切边变形严重,极为粗糙,这是剪切间隙过大或设备磨损造成。设备故障时,剪切边受力情况改变,导致局部产生较深裂纹甚至开裂,焊接时,当熔融金属不能完全熔化剪切裂纹,试压时,残存裂纹便会漏气。

图10 生产线正常和异常时剪切的产品
剪切开裂部位由于未经后续加热,所以组织为变形组织。焊缝经过了高温热循环,变形回复,裂纹形貌改变,裂纹壁在高温下也发生氧化,所以组织为铁素体+珠光体,裂纹内也出现了氧化铁。
4 结束语
根据以上分析,煤气瓶剪切开裂及试压漏气原因为剪切设备故障导致剪切边存在较长裂纹造成。焊瓶厂对存在问题的剪切生产线进行了检修维护,保持设备的正常工作状态,避免剪切时造成剪切边产生较长裂纹,改进后问题得到很好解决。
[1]李义皖.冲压加工中模具磨损的原因及预防[J].锻压技术,1998(6):58-59.
[2]张武彬,柴毅忠,李轲新,等.气瓶钢HP295深冲后出现裂纹的原因分析及改进措施[J].河南冶金,2007,15(S1):31-32.
[3]陈兴福,杨同利,肖继明,等.HP295开裂原因分析及改进措施[J].钢铁钒钛,2012,33(5):70-74.
[4]赵东,王立群.钢板剪切边开裂原因分析及改进剪切质量的措施[J].山东冶金,2007,29(2):37-39.
[5]高锦国,李京社,唐海燕,等.气瓶钢中非金属夹杂物研究[J].钢铁钒钛,2008,29(3):17-21.
[6]潘国平,王小燕,后宗保.国内热轧焊接气瓶钢的质量现状[J].安徽冶金,2003,41(4):15-19.
[7]尹训强,尚超.提高钢板剪切质量的工艺研究及生产应用[J].科技信息,2010(18):382.
[8]刘建磊.提高钢板剪切精度[J].宽厚板,2002,8(1):22-24.[9]田正宏,田青超,冯长宝,等.热轧高强度钢板剪切开裂原因[J].理化检验:物理分册,2008,44(10):571-574.
Leakage Cause Analysis of Gas Cylinder Withstand Pressure Test
ZHANG Yanwen1,ZHANG Youdeng1,WANG Zhifen1,TAO Yong2
(1.Research and Development Center of Wuhan Iron and Steel Company,Wuhan 430080,China;2.Quality Inspection Center of Wuhan Iron and Steel Company,Wuhan 430080,China)
TE972.1
B
10.19291/j.cnki.1001-3938.2017.06.012
2017-03-10
编辑:黄蔚莉
张彦文(1972—),男,湖北孝感人,博士,教授级高工,主要从事金属材料失效分析工作,发表论文40余篇。
