螺旋焊管递送机压下系统保压回路失效分析及排除
2017-10-11贾熙,冯瑶
贾 熙,冯 瑶
(渤海装备扬州钢管公司,江苏 扬州225128)
螺旋焊管递送机压下系统保压回路失效分析及排除
贾 熙,冯 瑶
(渤海装备扬州钢管公司,江苏 扬州225128)
为了保证螺旋焊管机组递送机压下系统保压回路的正常运行,使得钢板平稳匀速进入到焊接工位,对递送机压下系统保压回路的失效原因做了分析。分析表明,在实际生产中,递送机压下系统蓄能器保压回路故障引起的上辊压力不足、不稳现象是造成钢板递送动力不足,带钢跑偏的主要原因。在对保压回路失效原因进行分析的基础上,给出了故障排除方法,指出在应用中应根据保压回路的具体故障现象,通过检测分析,准确找出故障原因,快速排除。
递送机;蓄能器;保压回路
Abstract:In order to guarantee the normal operation of spiral welded pipe delivery machine screw-down system pressure maintaining circuit,make steel plate smoothly enter into to the welding station at a constant speed.In this article,it analyzed the failure reason of screw-down system pressure maintaining circuit,it is concluded that in practical production,the insufficient and instabilitypressureofupperrollercausedbysystemaccumulatorpressuremaintainingcircuit fault was the main reason of steel plate delivery underpowered and deviation.The failure removal methods were given.In actual application,on the basis of the specific fault phenomenon,itshouldaccuratelyfindfailurereasonthroughdetectionanalysis,andquicklyeliminate.
Key words:delivery machine;accumulator;pressure maintaining circuit
1 递送机组成及工作原理
递送机是螺旋焊管机组的动力源,是螺旋焊管生产线的关键设备。递送机通常置于靠近成型机钢板入口侧,采用上下两辊结构,如图1所示。主要由递送辊、压下油缸、轴承座、减速机、电机等组成。其中压下油缸采用带有蓄能器保压回路的液压系统,在保证足够压下力的同时又能起到节能降耗的作用。
在螺旋焊管成型过程中,钢板前进的动力主要来源于递送辊与钢板之间的摩擦力,该摩擦力可通过递送机上辊压下油缸的压力进行调节。递送机下辊相对递送标高是固定不动的,上辊通过两个油缸压在两端轴承座上,并可以分别调节其压力大小。如果上辊压板压力过小,会导致摩擦力不足引起带钢打滑,造成焊接烧穿等事故;如果上辊两端压力不均,则会造成带钢跑偏。分析认为,在实际生产中,递送机压下系统蓄能器保压回路故障引起的上辊压力不足、不稳现象是造成钢板递送动力不足、带钢跑偏的主要原因。
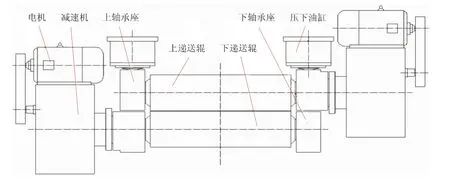
图1 递送机结构示意图
2 压下系统液压原理分析
递送机压下系统液压原理如图2所示。该系统包含两条支路,分别控制左右压下油缸压力。当调节递送机上辊压紧时,1YT得电,可通过电磁溢流阀调定系统压力,同时两个电磁换向阀2YT、4YT以及两个电磁球阀6YT、7YT均得电,压力油经液压锁进入压下油缸和蓄能器,此时两条支路的压力可分别由直动式溢流阀进行调节。当压力升至压力继电器的开启压力时,1YT、2YT、4YT及6YT、7YT均断电,泵通过电磁溢流阀卸荷,左右压下油缸由蓄能器供油保压,当保压压力低于压力继电器的闭合压力时,系统再次进入补压过程,以此循环。

图2 递送机压下系统液压原理图
在该系统中,电磁溢流阀调定的是系统压力,其压力值可由压力表读出,它比直动式溢流阀所调节的最大支路压力值高2~3 MPa,两个支路压力值可分别由两个压力表读出。安全阀在蓄能器保压回路中起到安全限压作用,其压力设定值应比所在支路的压力值高1~2 MPa,以避免因系统故障出现压下油压过大,造成钢板产生塑形变形,加大递送机阻力,严重影响轴承使用寿命。
3 保压回路失效分析与排除
3.1 蓄能器充气压力不当,保压时间短
压下系统保压回路使用的是NXQ型囊式蓄能器。在正常工作状态下,蓄能器的压力与容积变化关系如图3所示。其中p0为充气压力;V0为蓄能器的总容积,即充气容积;p1、p2分别为系统最低与最高工作压力;V1、V2为相应工作压力下的气体容积;Vw=V1-V2,即为有效工作容积,根据波义耳定律

图3 囊式蓄能器压力-容积关系图

式中:n—气体多变指数,绝热过程n=1.4(对氮气),定温过程n=1;
C—常数。
由式(2)可知,充气压力p0越高,在V0一定的条件下,则有效容积Vw越大,液压系统的压力波动就越小,保压时间越长。
另外,为了保证蓄能器在最低工作压力p1时仍能可靠工作,并避免皮囊在工作过程中常与蓄能器下端的菌型阀相碰撞,延长皮囊使用寿命,充气压力p0一般应在0.75~0.9p1选取。
3.2 蓄能器停止作用,压力下降严重
蓄能器停止作用,压力下降严重。其产生原因主要是充气阀漏气或皮囊破损导致皮囊内氮气不足甚至无氮气。囊式蓄能器的充气阀为单向阀形式,靠密封锥面密封,如图4所示。当蓄能器在工作中受到震动时,有可能引起阀芯松动,使密封锥面不密合,导致漏气。阀芯锥面上拉有沟槽,或锥面上粘有污物,均可能导致漏气。此时可在充气阀的密封盖内垫入3 mm厚左右的硬橡胶垫,或采取修磨密封锥面使之密合等措施解决。如果出现阀芯上端螺母松脱或弹簧折断漏装,则会使皮囊内氮气顷刻泄完,需及时更换修复。
若检查充气阀气密性无问题,则很可能是皮囊破裂,应予以更换。对蓄能器拆卸修复时一定要按操作规程进行,不能修复应更换新件。在拆卸蓄能器前一定要打开截止阀,将其内的压力油放出再拆。另外,当p0>p2,即最高工作压力过低时,蓄能器也会丧失储能功能。此时应降低充气压力或根据递送机上辊压力的实际情况适当提高工作压力。

图4 囊式蓄能器充气阀简图
蓄能器在检查及充气过程中应注意以下几点:①一般来说,充气压力p0应满足 0.9p1>p0>0.25p2;②严禁蓄能器用氧气或空气代替氮气充装使用,以防爆炸;③使用充气工具检查蓄能器预充压力前,必须将蓄能器内的液压油放空,检查过程中补充氮气的损失;④可用刷子蘸取洗衣粉液或肥皂水涂在充气阀接口和密封处,以检查气密性。
3.3 其他液压元件故障导致的回路不保压
其他液压元件故障导致的回路不保压,此类原因导致保压回路失效主要在于液压缸和控制阀的泄漏,造成递送机上辊压下油缸保压压力维持不住而逐渐下降。由图1可以看出,与保压有关的液压元件包括压下油缸、蓄能器安全阀、直动式溢流阀以及液压锁。压下油缸为单作用缸,油缸上腔带有排气阀。对于活塞密封件泄漏造成的不保压故障,可从缸体外漏油现象观察到,通过检查更换密封件即可排除。另外,通过排气阀给液压缸上腔排气,可快速排除因液压缸回退造成的上辊压力不稳故障。
此外,蓄能器安全阀、直动式溢流阀以及液压锁的内泄也是造成保压回路失效的重要因素。其原因可能是由阀芯阀座密封不良,弹簧断裂等导致的,可通过拆卸检查、依次更换来找出有故障的液压元件,快速排除保压失效故障。
4 保压回路失效故障实例分析
在实际生产中,递送机上辊必须水平地压在钢板中间,防止因受力不均而导致钢板跑偏。如图5所示,考虑到递送机上辊传动装置端重力G,再结合上辊两端压下油缸的压下力F1和F2,应符合公式(3)和公式(4),即
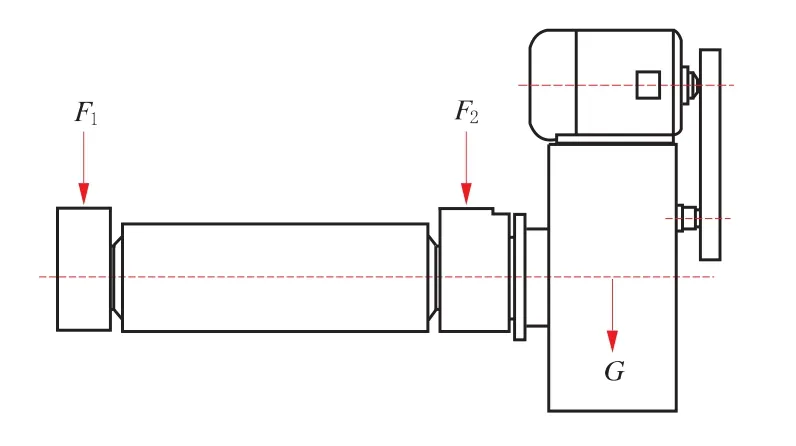
图5 递送机上辊压下力分析图

式中:p3—非传动端压下油缸压力,MPa;
p4—传动端压下油缸压力,MPa;
A1—非传动端压下油缸活塞上腔面积,m2;A2—传动端压下油缸活塞上腔面积,m2;m—传动装置端总质量,kg;
g—9.8 N/kg。
已知两端压下油缸活塞直径均为480 mm,即活塞上腔面积A1=A2=0.242π,另传动端质量m=10 543 kg,将以上数据代入公式(4)可得

即为了保持递送机上辊两端压下力均衡,其压下油缸设定压力相差约0.6 MPa。
在螺旋焊管机组生产Φ1 420 mm规格钢管时,设定递送机上辊两端压下油缸最高压力分别为4.5 MPa和3.9 MPa,最低压力分别为3.5 MPa和2.9 MPa。但在压下系统保压过程中出现传动端压下油缸压力下降速度快,蓄能器不起作用的现象。根据前面的分析,首先排除液压元件故障,再对蓄能器的充气压力进行测量,测量结果是两个蓄能器充气压力均为4 MPa,排除充气压力不足及充气阀或皮囊泄露故障,最终确定是由于传动端压下油缸设定压力低于蓄能器充气压力导致的系统无法保压。根据前面所述的排除办法,分别将非传动端与传动端压下油缸支路蓄能器充气压力降低至3 MPa和2.5 MPa,故障由此排除。
4 结束语
递送机作为螺旋焊管机组中的关键设备,是钢管成型过程中的动力来源。一旦压下系统保压回路出现故障,会导致上辊两端压下力不足、不稳,使得钢管成型递送力不足,带钢跑偏,造成机组停车,甚至使事故发生。在实际生产中,应根据保压回路的故障现象,通过检测分析,准确找出故障原因,快速排除。
[1]李新德.液压系统故障诊断与维修技术手册[M].北京:中国电力出版社,2009.
[2]韩桂华.液压系统设计技巧与禁忌[M].北京:化学工业出版社,2011.
[3]张利平.液压阀原理、使用与维护[M].北京:化学工业出版社,2009.
[4]刘延俊,关浩,周德繁,等.液压与气压传动[M].北京:高等教育出版社,2006.
[5]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[6]张利平.液压工程简明手册[M].北京:化学工业出版社,2001.
[7]朱纪刚,解通护,刘邯涛,等.焊管机组递送辊压力的优化分析[J].钢管,2010,39(1):56-59.
[8]王素英,曹义忠.基于蓄能器保压夹紧回路的压力设定[J].煤矿机械,2009,30(9):54-55.
[9]杨青建.螺旋焊管机组递送机液压系统改进[J].液压气动与密封,2010,30(6):41-42.
[10]周善征,杨青建,李国松.螺旋缝焊管生产中递送机打滑原因分析及解决措施[J].钢管,2015,44(6):42-43.
Failure Analysis and Elimination of Spiral Welded Pipe Delivery Machine Screw-down System Pressure Maintaining Circuit
JIA Xi,FENG Yao
(Bohai Equipment Yangzhou Steel Pipe Company,Yangzhou 225128,Jiangsu,China)
TH137.1
B
10.19291/j.cnki.1001-3938.2017.04.014
2017-01-20
编辑:罗 刚
贾 熙(1987-),男,河北青县人,本科,工程师,现从事焊管生产设备的研究和维护管理工作。