Q235钢板表面堆焊不锈钢改性处理
2017-10-11刘尔玺冯淳元杨耀华潘会平
潘 强,刘尔玺,冯淳元,杨耀华,王 波,潘会平
(兰州市兰石能源装备工程研究院有限公司,兰州730050)
Q235钢板表面堆焊不锈钢改性处理
潘 强,刘尔玺,冯淳元,杨耀华,王 波,潘会平
(兰州市兰石能源装备工程研究院有限公司,兰州730050)
为了提高Q235钢表面的耐蚀性和硬度等性能,采用TIG堆焊技术对Q235钢进行表面堆焊不锈钢试验,在30个试样中选取堆焊效果较好的4个试样,分析了其组织的宏观和微观形貌,选择15#试样堆焊层进行了腐蚀试验,并与Q235钢板的硬度进行了比较分析。试验结果表明,通过在Q235钢板表面堆焊不锈钢进行表面处理,其表面硬度有明显的提高,堆焊后Q235钢板表面堆焊层的耐蚀性比Q235钢母材的耐蚀性强。
Q235钢;堆焊;不锈钢;表面性能
Abstract:In order to improve the surface performance of Q235 steel,such as corrosion resistance,hardness and so on,in this article,it adopted TIG technology to conduct surface overlaying welding on stainless steel,carried out 30 groups of tests,selected four samples which possessing good overlaying welding effect,analyzed the macroscopic and microscopic morphology,and selected 15#specimen to conduct corrosion test.Finally,it is concluded that surface overlaying welding on stainless steel for Q235 steel,the surface hardness of steel plate obviously be increased,the corrosion resistance of Q235 steel after surfacing welding is better than that of Q235 steel base metal.
Key words:Q235 steel;overlaying welding;stainless steel;surface performance
Q235钢由于其拥有良好的综合力学性能,能满足一般工程结构及普通零件的要求,然而由于Q235钢表面硬度低、耐腐蚀性差等缺点限制了其在更多领域的应用[1]。大量的生产实践表明,Q235钢不但会在酸性以及中性介质中发生电化学腐蚀,在高温浓碱中耐腐蚀性更差[2]。随着表面堆焊与表面镀覆等技术的发展和应用,可以通过对Q235钢进行表面堆焊不锈钢,来提高Q235钢表面耐腐蚀性和硬度等性能。
1 试验材料
1.1 材料准备
堆焊是用焊接方法在工件表面堆覆一层具有一定性能的材料的工艺过程。本试验采用TIG堆焊进行试验,试验采用4块Q235钢板,钢板厚度3.60 mm,其化学成分及力学性能见表1和表2[3]。本次试验焊接材料为309L不锈钢焊丝,焊丝直径为1.00 mm,主要化学成分见表3[4]。
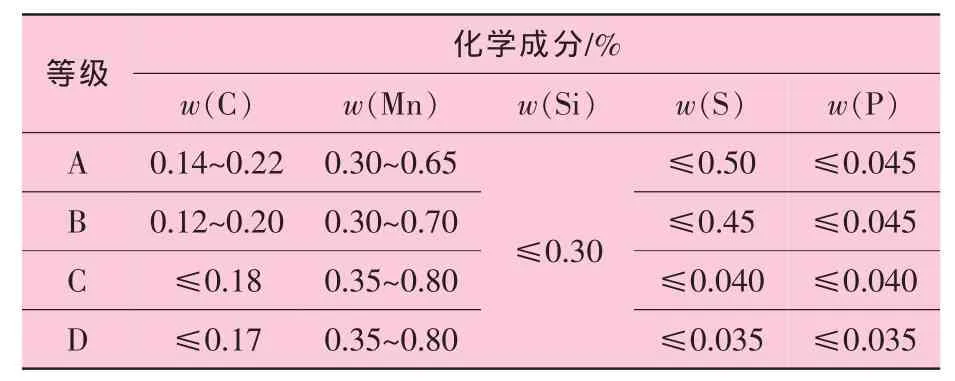
表1 Q235钢板化学成分
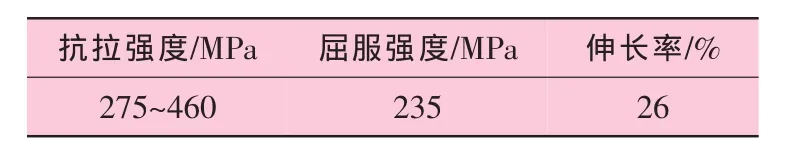
表2 Q235钢板力学性能

表3 309L不锈钢焊丝化学成分%
1.2 试验设备
本试验采用的设备主要有:F-P400型球磨机、JH-16型压力机、Q-2型金相试样切割机、MP-2型抛光机、XQ-2B型金相镶嵌机、XL30 ESEM-TMP型环境扫描电镜、TT2200型全数字直流TIG焊机、KD4010送丝机、工业控制机和XKA714B/1E数控铣床等组装成的堆焊成型系统。
2 试验方法及过程
2.1 焊前准备
堆焊试验采用TIG焊,直流正接,焊缝长度70 mm。保持焊接电弧长约4.5 mm不变;送丝角度为20°~30°,焊丝末端距工件高度为l mm;铈钨极直径2.4 mm,尖端锥角约35°;保护气体为99.9%的普通工业纯氩,气体流量为10~15 L/min。
氩气是惰性气体,在焊接过程中既不与金属发生化学作用,也不溶于金属中,这为获得高质量焊缝提供了良好条件。但是氩气不像还原性气体或氧化性气体那样具有脱氧或去氢能力,因此TIG焊接过程对焊件上的污染极为敏感[5]。为保证焊接质量,焊前必须将焊件和焊丝等清理干净,不残留污染物。必须清除的污染物有油脂、油漆、涂层加工时用的润滑剂、尘土和氧化膜等。因此堆焊前将待焊表面用砂纸手工逐级磨光,以去除试样表面的氧化膜和吸附层,然后用丙酮擦拭待焊试样表面,用热风吹干后即可进行堆焊试验[6]。
2.2 堆焊焊接参数设计及影响
由相关试验得知,TIG堆焊不锈钢适合电流110~130 A,送丝速度 90~130 cm/min,焊接速度100~140 mm/min[7],因此根据焊接速度、送丝速度和焊接电流的单一变化,设计了30组试验,设计参数见表4,试验结果如图1所示。

表4 30个不锈钢单道单层堆焊试样设计参数
从对焊接过程的观察和试样焊接结果可以发现,焊接电流、送丝速度以及焊接速度对堆焊层有一定影响。
(1)焊接电流对堆焊层的影响。从堆焊层的表面可以发现,当焊接速度和送丝速度不变,焊接电流为90 A和100 A时,焊丝都会出现不能完全熔化的现象。这表示不锈钢焊丝的熔点较高,小的电流不能满足堆焊要求。而当焊接电流为110 A时,在焊接速度不变的情况下,调整焊接速度也很难使堆焊表面平整。虽然焊接电流基本达到要求,可还是会影响堆焊层表面成型。而焊接电流为120 A和130 A时,堆焊层表面基本上可以保持较好美观程度。但130 A的电流有可能会造成钢板厚度不够,而被焊穿的现象。
(2)送丝速度对堆焊层的影响。根据堆焊过程中的观察和堆焊表面成型的情况,由于本试验所采用的钢板厚度较小,使焊接电流受到限制,从而送丝速度同样不能太大。从堆焊结果发现,当送丝速度大于80 mm/min时,基本都会出现焊丝不能完全熔化的情况,这样就对堆焊层表面成型有很大的影响;而当送丝速度≤60 mm/min时,堆焊层不能保持很好的连续性。
(3)焊接速度对堆焊层的影响。在不锈钢堆焊试验中,大部分采用的焊接速度为100 mm/min,在少数堆焊层表面有重叠现象的情况下,将焊接速度调至120 mm/min时,发现会影响堆焊层的连续性。在焊接电流和送丝速度的限制下,焊接速度不能太高。

图1 30个不锈钢堆焊层试样试验结果
在上面30组试样中根据焊接电流、焊接速度和送丝速度的不同,选择焊接效果较好的4个试样,分别标记并进行后序试验。选择2#、12#、18#试样做金相试验,选择15#试样做腐蚀试验。
3 试验结果分析
3.1 金相分析
金相显微分析法是用来测定金属合金相图的主要方法之一。它借助于光学显微镜或者电子显微镜观察合金的微观组织结构,研究试样所包含的相数、性质以及各个相的大小、含量、形状等,借以探讨试样的相关关系[8]。
用2#、12#、18#焊接试样制做金相试样,把做成的试样截取一小段,在砂轮上进行打磨,然后在粗砂纸上粗磨,光滑后在细砂纸上细磨,在抛光机上进行抛光,然后用4%硝酸酒精溶液对试样进行腐蚀,采用荷兰飞利浦公司生产的XL30 ESEM-TMP型环境扫描电镜观察支架的断面微观形貌。图2为2#、12#和18#试样宏观形貌,图3为12#试样的显微组织,图4为不锈钢堆焊层与母材结合区组织,图5为不锈钢堆焊层金相组织。

图3 12#试样微观照片

图4 不锈钢堆焊层与母材结合区组织

图5 不锈钢堆焊层金相组织
从图2和图3可以看出,作为亚共析钢,母材的组织主要由铁素体和珠光体组成。粒状的珠光体弥散分布在比较粗大的铁素体晶粒中间。而热影响区的组织经历过回复(指新的无畸变晶粒出现之前所产生的亚结构和性能变化的阶段)、再结晶(指出现无畸变的等轴新晶粒逐步取代变形晶粒的过程)、晶粒长大(指再结晶结束之后晶粒的继续长大)过程。经历这个过程之后,得到的就是尺寸较为稳定的、无畸变的细等轴晶粒[9]。
从图4可以看出,在靠近与母材结合部分的组织有部分等轴晶,这是因为有铁元素渗透进去,这就是堆焊过程中的渗铁现象。在堆焊过程中,靠近母材的熔敷层中溶解了较多的Fe,Fe一方面作为形核质点,大大增加了液态金属中的晶核;而另一方面,在凝固过程中Fe和其他杂质元素又阻碍了晶粒的生长,从而使晶粒以等轴晶存在[10]。而在远离结合面的堆焊层中,渗透的Fe很少或根本没有Fe的渗透,所以其组织以树枝晶存在。
从图5可以看出,其组织主要为等轴晶,还存在部分的树枝晶。从腐蚀的过程中看,不锈钢需要用腐蚀性更强的硝酸氢氟酸溶液腐蚀后才能看清其金相组织[11]。而且在腐蚀的过程中,母材很容易出现腐蚀过度的情况。
3.2 堆焊层硬度性能比较
在对Q235钢板进行不锈钢堆焊后,对堆焊后的表面性能进行比较。选择15#堆焊层做腐蚀试验,并且与未进行堆焊的Q235钢板进行比较。用HVS-1000型数显显微硬度计测试复合材料的显微硬度,100g载荷加载15s[12],每个试样取3个值,如果离散太大则取5个值,最后求平均值[13],测试结果见表5。
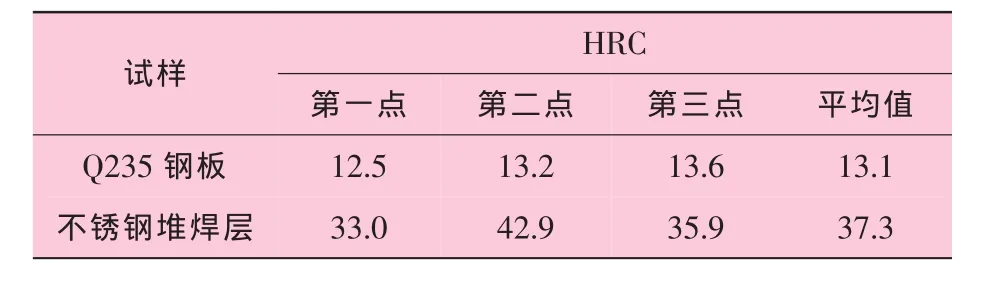
表5 Q235钢板和堆焊层表面硬度值
从表5的数据可以看出,不锈钢堆焊层的表面硬度值都高于Q235钢板。所以,通过对Q235钢板表面进行不锈钢堆焊可以提高其表面硬度。
4 结 论
(1)焊接电流、焊接速度和送丝速度影响表面堆焊层的焊接效果,要根据焊件材料、厚度、接头形式、焊接位置、焊丝的直径等因素选择合适的焊接参数。
(2)在奥氏体不锈钢焊接接头中, 按照铁素体形态的变化定义特征区,较为合理的过渡区由未混合区、部分熔化区和固态相变区组成,其与两侧的焊缝区和热影响区之间均有明显的边界。
(3)焊接接头的未混合区与焊缝区虽均为凝固组织, 但由于化学成分、过热度和冷却速度等的差异而形成形态不同的组织。部分熔化区与固态相变区无明显的组织差异,它们形成的铁素体细小、不连续、无方向性,奥氏体基体上无柱状晶形态。
(4)通过在Q235钢板表面堆焊不锈钢进行表面处理,可以提高其表面的硬度和耐蚀性能。
[1]王娟.表面堆焊与热喷涂技术[M].北京:化学工业出版社,2004.
[2]梁志杰.现代表面镀覆技术[M].北京:国防工业出版社,2005.
[3]牛艳,林振龙,林国基,等.Q235钢在海洋铁细菌作用下的腐蚀行为研究[J].海洋环境科学,2014(5):739-744.
[4]LI Y L,ZHANG H,HU R H,et al.Development of a steel rapid rotoyping system based on TIG welding deposition technology[J].Mechanical&Electrical School,2008(9):154-157.
[5]APASOV A M,APASOV A A.Studying in formative parameters of acoustical emission during welding articles fromausteniticheat-resistancesteel[C]∥Proceedings of the International Scientific and Practical Conference of Students,Post-graduates and Young Scientists.[s.l.]:IEEE,2001:81-84.
[6]禹业晓,李玉龙,徐健宁,等.Q235钢板表面TIG法熔覆铜接头的组织和力学性能[J].航空材料学报,2014,34(1):62-68.
[7]白梅,刘斌,廖海红,等.基于激光熔覆不锈钢涂层技术的工艺及腐蚀性研究[J].热加工工艺,2015(6):125-128.
[8]刘琛.Q235钢表面化学镀Ni-Cu-P的研究[J].铸造技术,2005,26(11):879-882.
[9]熊忠琪,邓琦林.不锈钢堆焊层抗磨损腐蚀性能的实验研究[J].电加工与磨具,2009(2):40-43.
[10]丁志敏,冯秋元,石子源,等.Q235钢表面熔盐电镀铝及其耐蚀性研究[J].金属热处理,2004,29(7):41-43.
[11]吴志生,云晖,刘翠荣,等.Q235钢表面堆焊不锈钢的组织与性能[J].焊接技术,2014(3):13-15.
[12]李玉龙,禹业晓.TIG堆焊技术研究进展[J].电焊机,2012,42(12):70-76.
[13]禹业晓.低碳钢堆焊表面改性工艺及其热过程分析[D].南昌:南昌大学,2013.
Q235 Steel Plate Surface Overlaying Stainless Steel Modified Process
PAN Qiang,LIU Erxi,FENG Chunyuan,YANG Yaohua,WANG Bo,PAN Huiping
(Lanshi Energy Equipment Engineering Research Institute Co.,Ltd.,Lanzhou 730050,China)
TG455
B
10.19291/j.cnki.1001-3938.2017.04.005
2017-01-12
编辑:汪翰云
潘 强(1987—),男,2013年毕业于南昌大学材料成型及控制工程专业,大学本科,现主要从事材料研发、车辆工程方面的工作。