优化哈密铜镍矿分离浮选过程的实践
2017-09-18罗立群
买 灵,罗立群,王 晓
(1.新疆亚克斯资源开发股份有限公司,新疆 哈密 839000;2.武汉理工大学资源与环境工程学院,湖北 武汉 430070)
优化哈密铜镍矿分离浮选过程的实践
买 灵1,罗立群2,王 晓1
(1.新疆亚克斯资源开发股份有限公司,新疆 哈密 839000;2.武汉理工大学资源与环境工程学院,湖北 武汉 430070)
针对亚克斯公司哈密铜镍矿分离浮选中铜精矿品位低、镍精矿中含铜高、药剂用量大、分离效果差等问题,结合入选矿石性质变化和生产统计数据,通过调整浮选流程、改进药剂品种和加药方式、优化部分装置等技术措施。实践表明:铜镍分离作业改为二粗二扫四精,使用果壳活性炭与改造后的加药装置,优化管线材质与使用配置后,分离浮选过程稳定,生产技术指标提升。铜精矿品位由23.72%提升至25.46%,且伴生金含量稳定在1 g/t 以上,镍精矿含铜由0.705%降至0.493%,活性炭单耗由316 g/t下降至137 g/t,石灰单耗由2 035 g/t降至1 239 g/t,新增经济效益260.9万多元,技术改造取得了显著成效。
铜镍矿;分离浮选;镍黄铁矿;生产实践
新疆铜镍矿资源丰富,哈密地区已探明的镍矿资源分布在6个矿区,预测资源量为1 580 多万金属吨,镍矿资源储量90 余万金属吨,仅次于镍都金川,居中国第2位[1-2]。总体铜镍矿品位不高,含镍多为0.4%~0.6%,含铜为0.2%~0.3%,硫化铜镍矿多采用混合浮选-铜镍分离的常规流程[3-5]。新疆亚克斯资源公司哈密黄山铜镍矿选矿厂日处理矿石4 000 t项目于2014年8月建成投产,采用一段闭路磨矿-铜镍混合浮选-再分离的常规流程。由于选矿厂入选矿石品位逐年下降,造成铜精矿质量下降,且精矿中金属互含量高、收率下降,严重影响产品销售和企业经济效益。
通过分析生产期间的统计数据和现场生产状况,实施工艺流程改造、优化浮选时间、强化药剂的添加等措施,经两次技术改造后生产过程稳定、技术指标改善,经济效益提高,表明改造后的流程及技术参数符合亚克斯哈密铜镍矿分选的矿石性质,可供类似企业生产时参考。
1 铜镍矿石性质与生产流程
1.1矿石基本性质与生产流程
入选铜镍矿石以金属硫化物为主,其中含镍0.38%、含铜0.25%,Ni和Cu为主要回收元素,但镍与铜品位均不高,另伴生少量有价元素Co。造岩组分以SiO2及MgO为主,含量为42.78%和26.37%,镁硅酸盐矿物是该矿石主要脉石矿物。铜镍矿石呈细脉状弥散于矿石中,主要结构为海绵晶铁结构,即有用矿物充填在脉石矿物颗粒粒间空隙中,在磨矿与选别过程中对矿浆电位与铜镍矿的可浮性有重要影响[6-7]。原矿多元素分析与铜、镍物相分析结果参见表1~3。
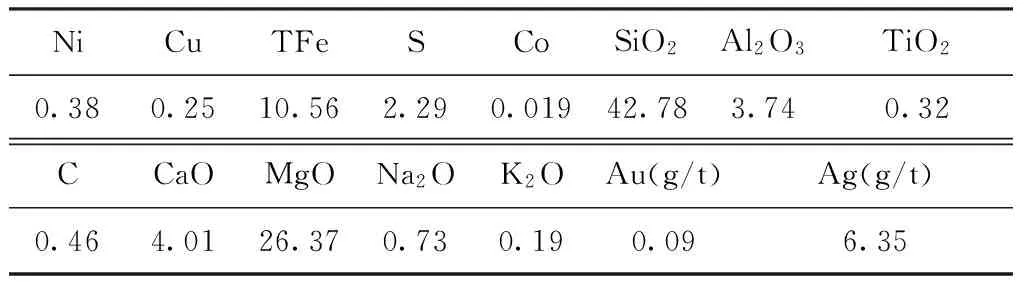
表1 矿石主要化学成分/(wt %)
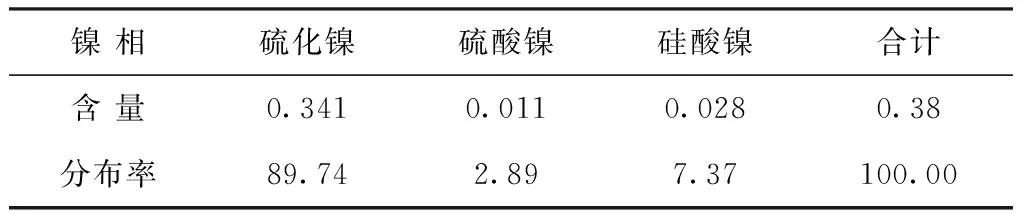
表2 矿石镍物相分析结果/(wt %)
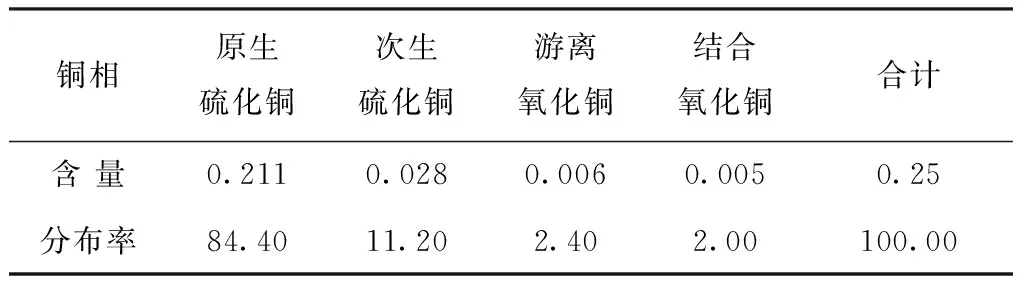
表3 矿石铜物相分析结果/(wt %)
矿石中镍矿物主要为镍黄铁矿,少量紫硫镍矿;铜矿物主要为黄铜矿,少量墨铜矿,偶见铜蓝。脉石矿物主要为滑石、橄榄石、闪石类矿物,其次为蛇纹石、绿泥石、辉石类矿物,另有一些绿泥石、白云石、斜长石、菱镁矿等矿物。
1.2铜镍矿浮选工艺流程
选矿厂浮选工艺流程为铜镍混合浮选二次粗选三次扫选二次精选,铜镍分离为一粗二扫二精的原则流程,取消了原流程中两段预先浮选脱除滑石的工艺流程。磨矿采用Φ5.3×8.03溢流型球磨机一段磨矿与Φ500×8旋流器组形成闭路,控制旋流器溢流产品细度-0.074 mm占70%。混合浮选机型为KYF-XCF-40组合,单槽容积40 m3;混合浮选精选为KYF-XCF-10组合,单槽容积10 m3;分离浮选机选用SF-4组合,单槽容积4 m3,粗选、扫选及精选一各2槽、精选二与精选三各1槽。投产后通过工艺、设备、人员操作磨合后,生产过程趋于稳定,选别效果优良。
2 浮选分离作业的生产问题与技术改造
2.1选矿厂的生产现状与问题
随着矿山生产顺序推进,选矿厂入选矿石品位逐年下降,生产中的矿石性质与原试验矿石性质发生了较大的变化,造成铜镍浮选工艺流程不适应矿石的分选过程。矿石由含镍0.56%、铜0.34%降到含镍0.39%、铜0.24%,有时更低;造成混合选别难度增加、铜精矿品位降低、分离后镍精矿中含铜较高,药剂耗量增大,严重影响铜精矿品位和铜、镍回收率。2015年8月哈密铜镍矿浮选生产技术指标见表4,入选原矿含镍0.381%、含铜0.182%时,最终铜精矿品位为23.40%、含镍0.83%,铜回收率仅为65.58%,镍精矿品位为5.48%、含铜0.42%,镍回收率为69.10%。

表4 亚克斯公司哈密铜镍矿浮选生产技术指标/(wt %)
分析恶化铜镍精矿产品质量和效益的原因有:①因入选铜镍品位低,且矿石中滑石和蛇纹石等鳞片状脉石含量较高;② 混合精矿中残留的浮选药剂增多,导致铜镍分离作业泡沫层过厚,粘度增大,产品铜镍互含量高;③因浮选药剂配比和使用要求严格,但实际操作时,加药量因人而异,造成药剂使用不当;④活性炭和石灰加药过程有缺陷,药剂未能达到理想浮选效果。
2.2现场分离工序的改造措施与效果
1)加大调浆搅拌桶。用Φ2.5 m搅拌桶替换原Φ2.0 m搅拌桶,杜绝搅拌桶中部分矿浆外溢现象,增加活性炭与石灰等药剂在搅拌桶中的作业时间。
2)调整浮选工艺流程。将铜镍分离作业的一粗二扫二精的原则流程改为二粗二扫三精,为此增加3台原1 500 t/d选矿厂停用的SF-2.8浮选机,延长浮选时间,保证精选作业的产品质量。
3)改善管线质量。将原来Φ150 mm铁质管线,更换成Φ200 mm高分子管线,降低管路堵塞的频率,并加快矿浆的流速,减轻了矿浆的波动。
4)匹配加药地点和方式。适应药剂功能的需要,在调浆与浮选流程的适当位置,错位设置活性炭与石灰的加药地点。
采用新的分离工艺和改进后的药剂添加制度后,实现了生产过程稳定,第1次改造前、后浮选分离产品质量月报表见表5。在铜品位为0.218%~0.223%时,铜精矿从23.28%提高到27.08%,镍精矿中含铜由0.705%降至0.493%,铜回收率提高5个百分点,改造后效果十分明显。

表5 第1次改造前后浮选分离产品质量月报表/(wt%)
注:改造前为2015年,改造后为2016年。
3 矿石变化重新导致铜镍互含与改造效果
3.1矿石变化产生新的质量问题
因矿山矿体采掘出矿的变化,原黄山东易浮选矿石出矿量减少,逐步增加相对难选的黄山西矿30号矿体、32号矿体、34号矿体,重新产生铜镍互含的问题,从改造后2016年5月份的0.56%渐升至0.84%,最高达到0.93%(参见表5和表6),铜收率下降严重。
中矿考察发现混合浮选的扫选二精矿多为含镍1.18%、含铜0.23%连生体,影响分离效果,2016年6~10月混合浮选扫精二精矿质量考察结果见表7。在分离作业前没有再磨处理的条件下,很难获得良好的分离效果。此外,活性炭搅拌桶经常出现堵塞,导致加药量不稳定,且药剂给入调浆桶表面矿浆,脱药效果差。

表6 第2次改造前后浮选分离产品质量月报表(2016年)/(wt%)
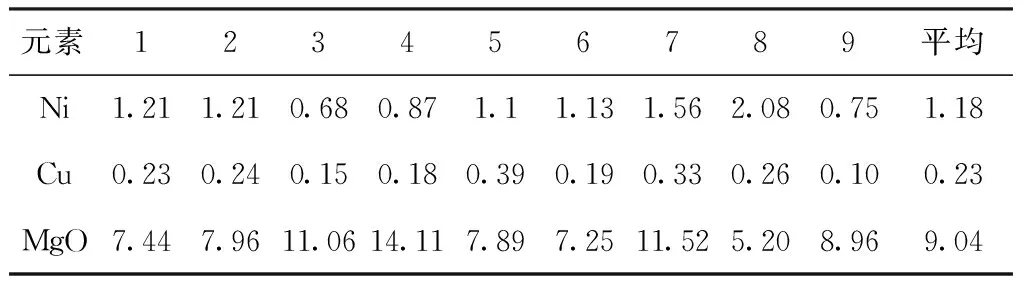
表7 铜镍混合浮选扫精二精矿质量考察结果/(wt%)
3.2现场生产改造的措施与流程
针对新的铜镍产品互含问题,除协调矿山稳定出矿外,选矿厂的技术改进措施主要如下所述。
1)增加精选段数,强化分选过程。针对日益增加的黄山西难选矿,通过改造原分离精二段精选作业的中间隔离闸箱及管路,将三段精选作业改动为四段精选,形成二粗二扫四精的分离工艺,强化铜镍分离过程。
2)改造活性炭加药装置,强化脱药效率。针对活性炭管路堵塞和添加量的频繁波动,自制稳流给药箱。在活性炭料浆出口增设回流堰,形成加药出口和回流循环,以加药出口的高度控制加药量的大小,此法使活性炭给药稳定,且便于调节,有利于稳定生产指标。
3)实行中矿差别化处理,减少分离矿量。由于混合浮选中的扫选二精矿中铜含量仅为0.23%,且多为与黄铁矿、镍黄铁矿的连生体,因分离作业前没有再磨处理,若需保证铜精矿品位则很难回收这部分铜,故直接并入镍精矿浓密机,以减轻分离作业入矿量,提高分离效率。
4)优化工艺结构,调整中矿位置。将分离作业原扫选一泡沫由粗选第3槽改入粗选第2槽,增加粗选泡沫浮选时间,二段粗选泡沫合并入精选1。
5)更换活性炭品种,降低单耗。使用高质量果壳活性炭,加强脱药效果,活性炭用量变化统计见表8,单耗由原来的316 g/t下降到137 g/t。此外,注重所用石灰的质量,石灰单耗由2 035 g/t降至1 239 g/t。
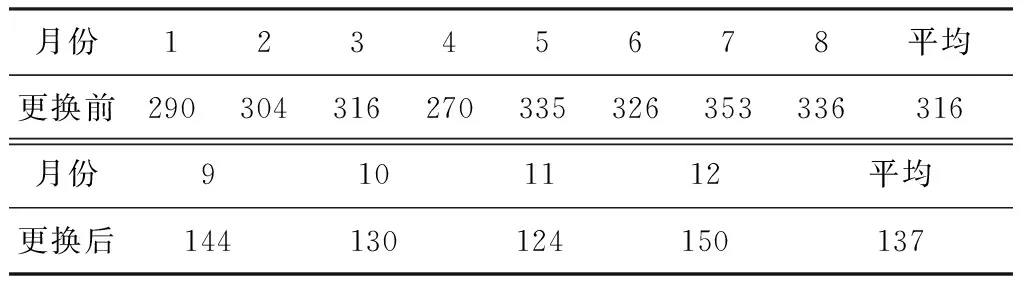
表8 活性炭更换前后单耗统计表(2016年)/(g/t)
3.3改造后的经济效益分析
采用新的工艺流程、改进后的添加装置、药剂品种和制度后,实现了生产过程稳定,浮选技术指标提高(表6),取得良好的经济效益。
1)铜精矿年度统计品位由23.72%提升至25.46%,铜精矿产量2 118.5 t,销售价格按每个品位提升200元/t计,新增效益为:[(25.46-23.72)×200×2 118.5]÷10 000=73.72万元。
2)铜回收率由72.94%提升至74.43%,新增铜产量为42.35 t铜金属量,铜按时价4.2万元/t、销售系数按0.81计,新增效益为:42.35×4.2×0.81=144.07万元。
3)因铜精矿品位的提升,使铜精矿中金含量稳定在1 g/t以上,保证了金的计价,计价系数按0.8测算,伴生金附加效益达37.29万元。
4)因活性炭、石灰单耗下降,按分离作业入选矿量计,节约成本为活性炭0.51元/t、石灰0.32元/t,两者共计节约生产成本5.82万元。
经优化铜镍分离作业的技术改造,不但实现了企业生产稳定,提高了选矿厂铜精矿品位、铜回收率,还实现了金的稳定计价,创造经济效益达260.9万多元,技改经济效益显著。
3 结 论
1)因矿山采掘出矿的推进,入选矿石中铜镍含量降低至含镍0.38%、含铜0.25%左右,且因混入难选的黄山西20号矿体、32号矿体、34矿体,导致矿石复杂难选,造成混合选别和分离作业难度增加、药剂耗量增大、铜镍分离后铜精矿中含镍较高,严重影响铜精矿品位和铜、镍回收率。
2)通过铜镍分离作业由一粗二扫二精改为二粗二扫四精流程,增加3台SF-2.8浮选机,使用果壳活性炭与改造后的加药装置,将Φ150 mm铁质管线换成Φ200 mm高分子管线等技术措施后,分离浮选过程稳定,生产技术指标提升。
3)实践统计表明:铜精矿品位由23.72%提升至25.46%,且伴生金含量稳定在1 g/t 以上,镍精矿含铜由0.705%降至0.493%,活性炭单耗由316 g/t下降至137 g/t,石灰单耗由2 035 g/t降至1 239 g/t,新增经济效益260.9万多元,技术改造取得显著成效。
[1] 新疆哈密探明大量镍矿储量仅次于金川[J].新疆有色金属,2007(S1):112.
[2] 罗立群,李金良,黄红.哈密铜镍矿选矿工艺优化与生产实践[J].中国矿业,2014,23(8):127-132.
[3] 陈文亮,方夕辉,张帅,等.某低品位难选铜镍硫化矿高效降镁与铜镍分离[J].有色金属工程,2014,4(6):48-52.
[4] 王晓,杨进贵.亚克斯铜镍矿工艺技术改造的生产实践[J].新疆有色金属,2010,33(2):43-45.
[5] 周贺鹏,邹丽萍,雷梅芬,等.某难选低品位铜镍硫化矿选矿工艺研究[J].矿业研究与开发,2013,33(5):44-46,69.
[6] 罗立群,李金良,曹佳宏.哈密铜镍矿工艺矿物学特性与影响选矿的因素[J].中国有色金属学报,2014,24(7):1846-1855.
[7] Manono M S,Corin K C,Wiese J G.The influence of electrolytes present in process water on the flotation behaviour of a Cu-Ni containing ore[J].Minerals Engineering,2016,96-97:99-107.
Practiceofoptimizingflotationprocessofcopper-nickelseparationinHami
MAI Ling1,LUO Liqun2,WANG Xiao1
(1.Xinjiang Yakesi Resource Development Incorporated Company,Hami839000,China;2.College of Resources and Environmental Engineering,Wuhan University of Technology,Wuhan430070,China)
There were some problems,such as low-grade copper concentrate,nickel concentrate containing high copper,higher reagents dosage,poor separation efficiancy,etc.,during copper nickel separation of flotation process on sulfide nickel copper ore in Xinjiang Yakesi resource development incorporated company,Hami district,Xinjiang Uygur Autonomous region.The technical measures including adjusting the flotation process,improving the variety and addition of the reagents,optimizing the active carbon’s adding device,etc.were taken to improve it,according to the variation of ore properties and production statistics.Productive practice shows that separation flowsheet of copper and nickel flotation by two roughers two scavengers four cleaners,dosing device modified and active carbon of nuts shell,pipeline material and use configuration changement,etc.are key factors to achive flotation separation process stability and production technology index improvement.The grade of copper concentrate increased from23.72% to25.46%,the associated gold content more than1g/t,and copper nickel concentrate is down to from0.705% to0.493%.Meanwhile,activated carbon consumption decreased from316g/t to137g/t,the lime consumption from2035g/t to1239g/t.Additional economic benefits was over two million six hundred nine thousand yuan and technological transformation achieved remarkable effects.
sulfide nickel-copper ore;separating flotation;pentlandite;productive practice
2017-03-20责任编辑:宋菲
买灵(1969-),男,新疆哈密人,厂长,高级工程师,从事铜镍矿的选矿研究与生产管理;
第三作者简介:王晓(1974-),男,四川成都人,副总经理,选矿工程师,从事有色金属的选矿研究与企业管理。
罗立群(1968-),男,湖南长沙人,博士,高级工程师,从事矿物资源的高效利用与清洁生产研究,E-mail: lqluollq@hotmail.com。
TD952;TD923
:A
:1004-4051(2017)09-0130-04
