螺旋折流板的加工质量控制
2017-09-16沙永智
沙永智
(江苏中圣压力容器装备制造有限公司,南京 江苏 210000)
螺旋折流板的加工质量控制
沙永智
(江苏中圣压力容器装备制造有限公司,南京 江苏 210000)
对于螺旋折流板换热器来说,最重要也是最难把握的制造环节便是折流板的加工,本文从检验的角度讲述其制作过程中的质量控制要点。
换热器;螺旋折流板;加工;质量控制
1 概述
由于制作简单、适应范围广,弓型折流板作为管壳式换热器中应用最为广泛的折流板类型,但同时它也存在很多弊端,如: 易产生积垢、流动死区、旁流,沿程压降大,且换热管易振动,最终导致换热器使用寿命的降低。
相比之下,螺旋折流板在折流时,流体处于近似螺旋流动状态,可大幅度的减少壳程流体压降,同时提高传热效率,在相同热负荷下,可减小换热器尺寸,从而降低了设备的材料及制造成本。
然而由于螺旋折流板的制作工序复杂、难度高、工期长,精度难以控制,导致其至今并未得到非常广泛的应用。2016年,我司承接的美孚及BP项目的6台1/4扇形平面螺旋折流板换热器,无论是从折流板的加工精度,还是后序穿管过程中换热管的表面质量都得到了客户及监理的高度评价,尤其是图1所示φ19.05×0.89的薄壁钛换热管。本文,笔者将从检验的角度分享1/4扇形平面螺旋折流板加工过程中各环节的控制要点。

图1 薄壁钛换热管
2 过程控制
2.1 折流板下料检查
下料尽量采用变形量小的冷切割方式,如水刀下料。首先按照工艺文件检查折流板下料尺寸,同时测量每块折流板的平面度,不平度应控制在1.5 mm以内,对于超过1.5 mm的折流板必需进行校平,这样才能保证后面折流板堆叠的稳固性。
2.2 折流板工装检查
(1)对照图纸检查工装高低位置,确认其是否符合相对应的旋向;
(2)检查工装基座上下表面(即图2、3中的ⓐ、ⓑ面)是否经过机加工铣平,检查基座上下两板中间的支撑是否焊接牢固;
(3)将基座放在工作平台上,如图4,先测量平台水平度,然后如图5将数显水平尺摆放在图2、3中①-②弦长线上,测量该位置相对于平台的倾斜角度。下图中工装的倾斜角度即为6°;
(4)测量①-②弦长线的长度以及①、②位置处ⓐ、ⓑ两面间距的高度差,通过三角函数Sin-1计算出工装的倾斜角度,复核步骤(3)的测量值。两次所测的倾斜角度应保持一致,且偏差均不得超过0.3°;
(5)测量③、④位置处ⓐ、ⓑ两面间距是否一致,相差不得大于3 mm。
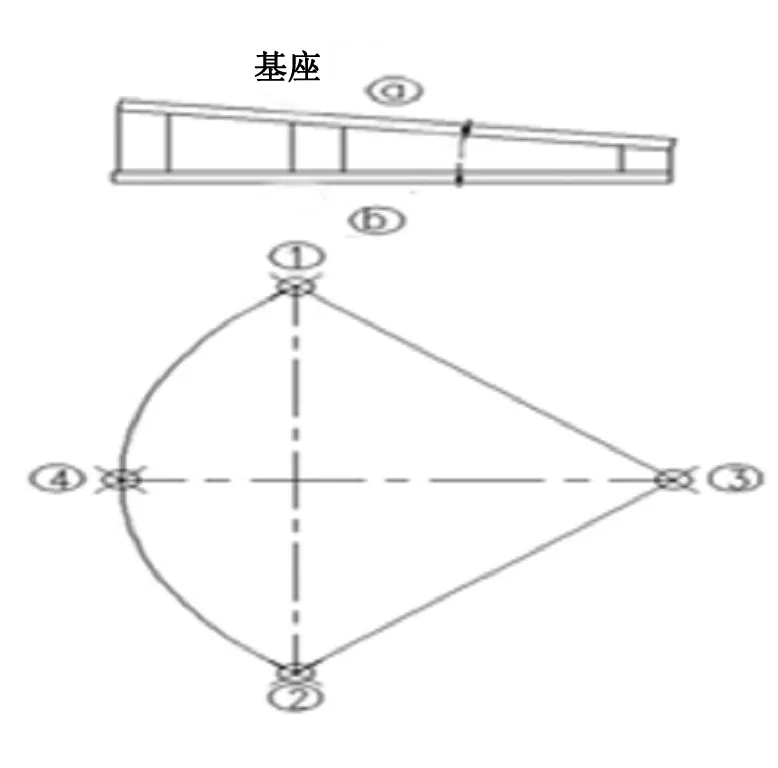
图2 基座平面图

图3 现场安装图

图4 平台水平度测量
2.3 折流板堆叠检查
折流板堆叠之前需将模板、折流板及基座上表面吹扫干净,检查是否堆叠整齐并压紧无间隙。确认合格后方可将折流板、模板点固在基座上。如图6所示,两条直边各分散点固至少2个位置,圆弧边点固至少3个位置。点焊长度不得小于50 mm,检查点焊质量,防止钻孔过程中模板或折流板松动导致孔位偏移。
图6 折流板堆叠检查
2.4 划线引孔检查
必须采用数控引孔,在电脑上检查数控排版,确认合格后开始引孔,引孔结束后再次对实物排版进行检查确认,同时检查引孔的深度,最浅处至少低于模板表面1 mm,如图7所示,这样可对后面的钻孔起到导向作用,减少人为因素造成的误差。
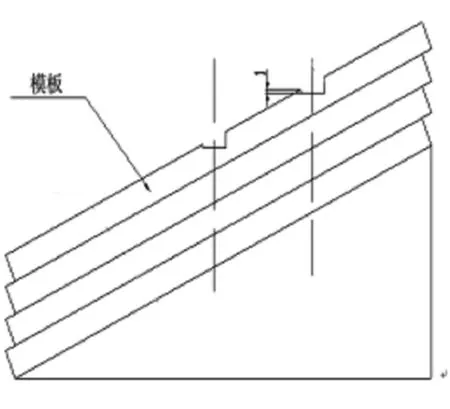
图7 划线引孔检查
2.5 钻孔检查
(1)对每摞折流板前5个孔进行首检,检查项目包括孔径、管孔粗糙度、管孔相对于折流板平面的倾斜角度:
① 如图8(a)所示,用三爪式内径千分尺沿竖直方向测量管孔直径,尽量控制在接近图纸要求的上偏差;
② 用粗糙度对比试块检查管孔粗糙度是否满足图纸要求;
③ 如图8(b)所示,用万能角度尺沿图3、4中平行于①-②弦长线方向测量管孔倾斜角度,公差必须控制在±0.5°,若发现倾斜角度超差,应立即停止钻孔,检查平台及工件的装夹是否牢固,工件底部是否存在异物等;
(2)钻孔过程中,加工单位或部门需做好自检工作,抽检比例为每100孔测量一次,提供相关的数据及照片。
(3)值得注意的是,钻孔过程中,若中途更换钻头、刀具,需重新进行步骤(1)的首检,这不仅是针对螺旋折流板,对于任何管板、折流板的加工质量控制都非常必要。
(4)钻孔结束后,分区域抽检5%管孔测量直径、倾斜角度。

图8 钻孔检查
2.6 外圆检查
(1)按图纸要求车加工折流板外圆,车之前需采用锁紧螺母将折流板固定牢固,如图9所示。外圆尽量靠近下偏差,这样有助于后序的管束穿芯;
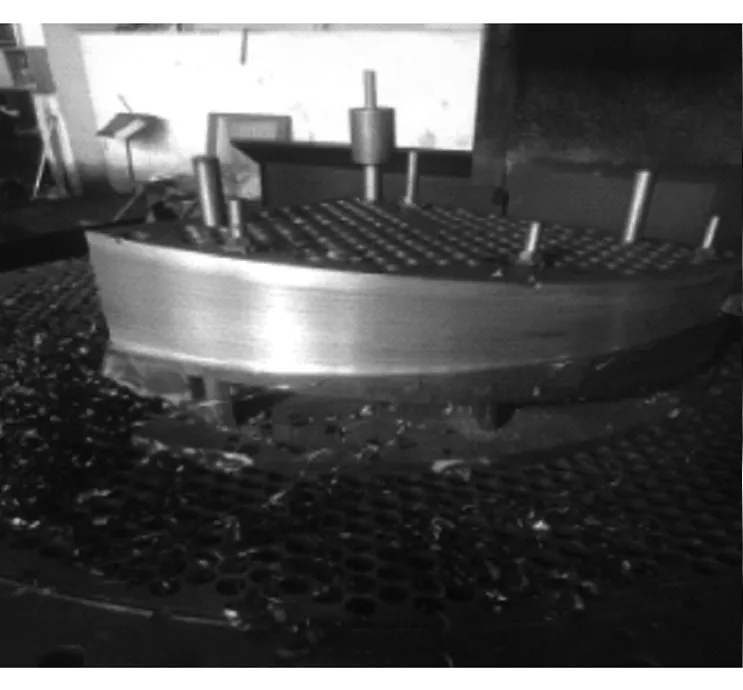
图9 折流板外圆车加工

图10 弧形段侧面钢印
(2)车加工后,在弧形段侧面同一位置自上而下按顺序打上钢印,四个扇形区域可分别为A1~An,B1~Bn,C1~Cn,D1~Dn,如图10。这样可避免折流板拆除后不同象限之间的产生混放。同时在管束装配时,折流板也应该按这个顺序进行组装;
(3)两条直边必须采用线切割进行加工,这样可以减小折流板的变形,同时还可以更准确的控制扇面的角度。
2.7 外观检查
(1)线切割后,拆开所有折流板,清理管孔毛刺。由于线切割位置,即两直边段的管孔为不同象限的公共穿管区域,所以毛刺清理的过程中应尤其注意该处;
(2)对折流板管孔进行100%目视检查,不允许有毛刺、刻槽等影响穿管质量的缺陷。
3 总结
我司承接的螺旋折流板螺旋角度分别为6°、8°,材质分别为SA-516 Gr.70N,SA-240 316L,SB-265 Gr.2,按照上述方案进行控制,从最终折流板尺寸来看,精度均得到了有效的控制:不平度3mm以内,倾斜角度偏差0.5°以内,同时基本上也都保证了穿管过程中换热管外壁不被划伤。
[1] 张正国,高学农,王真勇. 螺旋折流板与弓型折流板强化管换热器的传热性能对比[J]. 压力容器,2011(3):12-15.
[2] 陈其骥,龚正玮. 螺旋折流板换热器制造技术[J]. 石油化工设备,2005(5):49-52.
(本文文献格式:沙永智.螺旋折流板的加工质量控制[J].山东化工,2017,46(7):142-144.)
Quality Control for Spiral Baffle Plate Manufacturing
ShaYongzhi
(Jiangsu Sunpower Pressure Vessels Equipment Manufacturing Co., Ltd.,Nanjing 210000,China)
For spiral baffled heat exchanger, the most important and difficult sectionis the manufacturing of the baffle, this article will describe the quality control pointsfor spiral baffle plate manufacturing from inspection view.
heat exchanger;spiral baffle plate;manufacturing;quality control
2017-02-22
沙永智(1990—),男,安徽芜湖人,助理工程师。
TQ051.5
B
1008-021X(2017)07-0142-03