浅析线性低密度聚乙烯树脂生产存在的问题及其解决方法
2017-09-15金益飞
金益飞,胡 俊
(1.中国石油化工股份有限公司镇海炼化分公司,浙江 宁波 315207;2.浙江省天正设计工程有限公司,浙江 杭州 310012)
浅析线性低密度聚乙烯树脂生产存在的问题及其解决方法
金益飞1,胡 俊2
(1.中国石油化工股份有限公司镇海炼化分公司,浙江 宁波 315207;2.浙江省天正设计工程有限公司,浙江 杭州 310012)
镇海炼化45万t/a聚乙烯树脂装置投用以来,生产高熔指牌号(M2320)聚乙烯树脂时出现了挤压机瓶颈、反应器催化剂活性低下、产品出料系统(PDS)堵塞、脱气单元过滤器堵塞等问题。该文提出了通过提高催化剂活性、优化床料位、适当降低熔指和提高密度等相应的解决措施,保证了装置的平稳运行,有利的提高了产品的市场竞争力。
高熔指聚乙烯;生产;存在问题;解决方法
年产45万吨聚乙烯树脂生产线是中国石油化工集团股份有限公司镇海炼化分公司乙烯配套项目主要装置。该装置引进美国联碳公司(UCC)低压气相法全密度聚乙烯工艺(Univation工艺)专利技术,该工艺以乙烯为原料、丁烯-1或己烯-1为共聚单体,氢气为链转移剂,采用美国联碳公司(UCC)专利催化剂,在气相流化床反应器中反应聚合,可以生产高、中、低密度的聚乙烯树脂。该生产线主要生产牌号为M2320的高熔指聚乙烯树脂,但是该生产线自开工以来出现了挤压机瓶颈、反应器催化剂活性低下、产品出料系统(PDS)堵塞与脱气单元过滤器堵塞等问题。这将导致装置负荷受限,严重影响公司乙烯平衡以及装置长周期运行。
1 主要存在的问题
(1)挤压机负荷能力受限,其最高负荷为52 t/h。当熔融指数为20 g/10min时,随着挤压机负荷的上升,挤压机喂料斗Y6260出现堆积,负荷不能再上升,最高只达到52 t/h。
(2)反应器催化剂活性低下,一般淤浆活性只有6000 kg/kg,该值低于正常淤浆活性(7000~8000 kg/kg)。催化剂活性低导致其消耗上升,从而成本增加。
(3)在切换牌号过程中由于床料位调节不及时会造成PDS堵塞。
(4)聚乙烯树脂粉料 (DJL-2420)熔指高,粉料粘结指数偏高,其流动性能差,粉料旋转加料器 (S6213)能力将受限。
(5)挤压机停车后再次启动困难,会存在切粒刀与盘面间卡粒现象,造成切出的粒子大小不均或粒料粘结,最终造成成品质量不合格,影响优等品率与合格品率。
(6)反应器细粉含量高,造成反应器直筒段片料多,下游粉料输送系统会造成堵塞,尤其是粉料过滤器容易堵塞。
2 主要原因及解决方法
(1)粉料的流动性与粘结性成反比,树脂的粘结性越高,粉料的流动性能越低。从公式(1)可以看出粉料的粘结性与密度成反比、与熔指成正比,即随着熔指的升高、密度的降低粉料的粘结性将上升。

(1)
式中,T为温度,℃;ρ为熔指密度,kg/m3;MI为熔融指数,g/10min。
如图1所示,在聚乙烯低熔指粉料DJM-1820的筛分分布中可以看出对比,聚乙烯高熔指粉料DJL-2420的细粉含量明显偏高,粉料流动时摩擦阻力上升会使其流动性下降。通过图2可以看出树脂的熔指和挤压机负荷成一定的比例关系,当熔融指数为30 g/10min时,挤压机负荷只有40 t/h。所以生产聚乙烯高熔指粉料DJL-2420时熔指控制应在19~20g/10min,保证挤压机负荷在52 t/h以上。
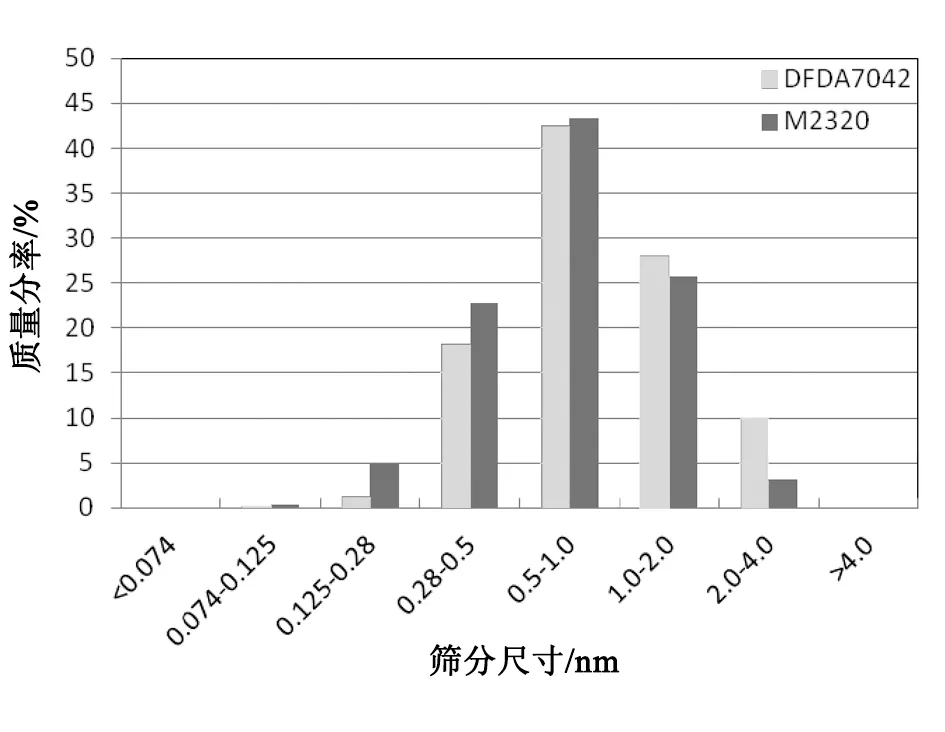
图1 DFDA7042与M2320各筛分尺寸分布图
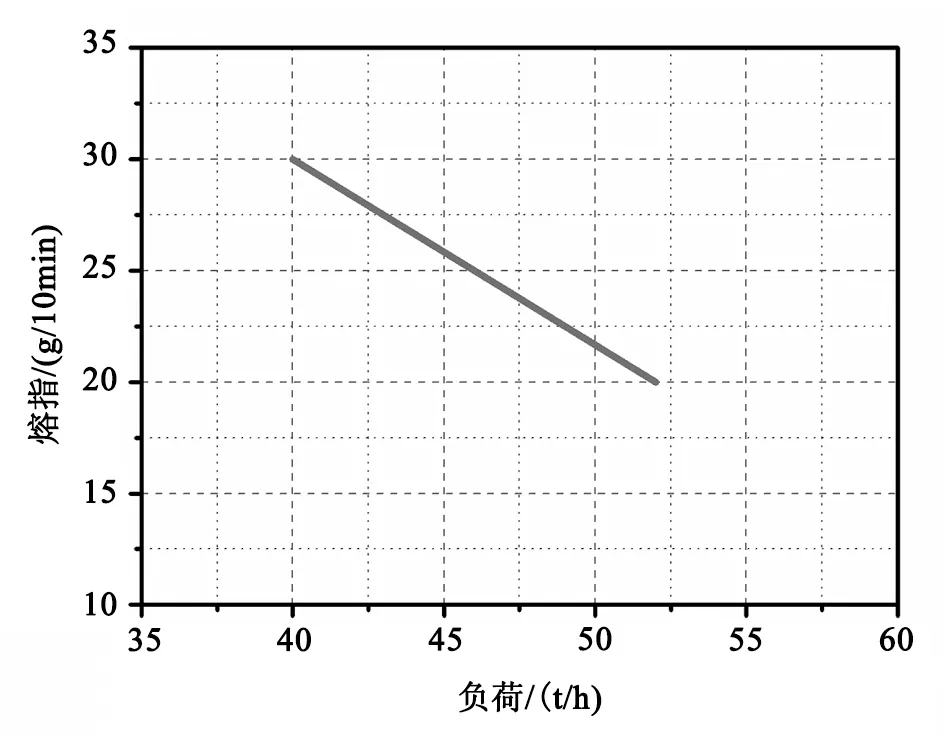
图2 树脂的熔指与挤压机的负荷关系图
(2)控制H2/C2摩尔百分比为48%。氢气浓度上升近4倍后催化剂活性下降明显,降低DC/THF、T3/THF还原比率从0.40/0.30降到0.30/0.30,同时提高反应器乙烯分压使反应器催化剂活性在6700 kg/kg以上。
(3)聚乙烯低熔指粉料DJM-1820向聚乙烯高熔指粉料DJL-2420切换过程中树脂特性发生较大变化,其中APS下流化床的最小流化线速也下降,如公式(2)所示:

(2)
式中,Umf为最小流化速度,m/s; s为固体密度,kg/m3; g为气体密度kg/m3;g为重力加速度,N/kg;d为颗粒直径,mm;μ为气体速度,m/s。
床层的膨胀与气体的速度近似成比例的,因此,对于给定的聚乙烯树脂,流化堆积密度是随着表观气速增大而减小的[2]。反应器线速一般控制在0.73 m/s左右,所以DJL-2420的流化密度会下降。如果反应器床重固定,则整个反应器的床层高度将会上升,这将使得扩大段的片料迅速下落造成PDS大小头堵塞。反之,在DJL-2420向DJM-1820切换过程中会造成反应器床料位下降,从而达不到对扩大段良好冲刷,这会使得片料粘结变大,依靠自身重力下落后也会造成PDS大小头堵塞。所以在切换牌号过程中要及时调整反应器床重和料位设定,避免反应器扩大段结块。
(4)挤压机粉料输送器S6213能力下降主要是熔指偏高造成的,粉料的粒径分布越窄、平均球形度越高,其流动性越好[3]。因此可以通过将MI目标值控制在19g/10min、密度目标值控制在0.9250 g/cm3来延缓S6213能力下降,也可以通过对S6213内部进行清理来减缓S6213能力下降。
(5)由于DJL-2420的熔指为20g/10 min,熔点变低挤压机剪切力也降低,因此在挤压机开车阶段要避免挤压机低扭矩跳车,控制室要时刻注意挤压机扭矩、S6213转速与挤压机节流阀开度的调整,保证在挤压机低联锁值上方运行。熔融树脂的流动性较强,因此要将所有筒体温度降至220℃以下确保在合水室时不会因树脂流动性能过好造成切刀缠死。
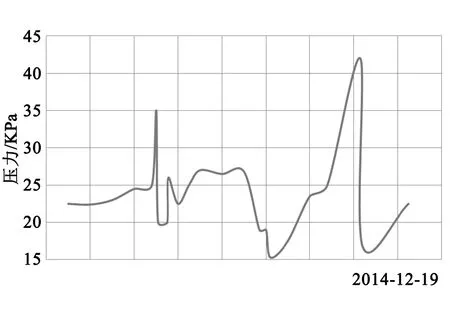
图3 生产DFDA-7047树脂下C-5009压力波动变化图
(6)在生产DJL-2420时,树脂细粉量明显上升,催化剂活性需要控制在6000 kg/kg以上,可以防止脱气仓顶部过滤器Y5010、尾气回收管线过滤器Y5223A/B与尾气压缩机K5206入口滤网频繁堵塞。自11月初生产M2320开始,Y-5010压差不断上升,先后采取调整滤芯反吹气频次、增加Y-5010跨线与调整基础树脂性能等方法,但Y-5010压差仍不断增加。
如图3所示,为生产M2320,本月进行一次熔指为1g/10 min 、牌号为DFDA-7047树脂试生产。由于该牌号基础树脂颗粒尺寸相对较大且挤压机停机后长时间低负荷运行,脱气仓C-5009平均压力逐渐降低至15.5kPa,在试生产结束后转产DFDA-7042,其压力又逐渐上升。11月24日按计划转产至M2320,脱气仓C-5009平均压力快速上升,最高至43 kPa且无稳定趋势,11月27日7:30开始被动将牌号切换至DFDA-7042,27日20:40该压力突降至16.5kPa,后在高负荷生产DFDA-7042期间,C-5009压力仍逐渐上升。次月4日装置紧急降负荷后C5009压力降至18 kPa并保持稳定。
压力突降后脱气仓平均压力仍逐渐上升,同时后系统过滤器Y-5223A及尾气压缩机K-5206入口滤网压差未见上升,表明滤袋无破裂。在滤袋未破裂的情况下,压力突然降低这说明是粘附在滤袋表面的粉料脱落,这表明超细粉未进入滤袋夹层导致滤网压差变高。整个过程中脱气仓压力变化较大,分析其主要原因是气速下降后反吹效果变好使滤袋外部滤饼脱落。
直筒段片料多主要原因是细粉含量高,反应中放出的热量使粉料粘结成片。通过降低反应器温度可以使得结片数量大幅度减少,该方法最简便有效,但是将降低E4002冷却器的撤热能力。
3 总结
M2320经济效益较好,但是由于其粉料粒径偏小,细粉含量高,粉料流动性能下降后对粉料后处理系统带来困难。可以通过提高催化剂活性、对布袋反吹时间调整与提高反吹氮气压力解决Y5010压差高的问题。实践发现将MI目标值控制在19 g/10min、密度目标值控制在0.9250 g/cm3,S6213充填率将大为好转。
[1] 梁大力,史绽春,夏 凡.镇海炼化聚乙烯技术操作手册[M].镇海:中石化镇海炼化,2009:20.
[2] 杨宝柱, 江 炜, 王靖岱, 等.气相流化床聚乙烯颗粒粒径分布模型的研究[J]高校化学工程学报,2005,19(1):461-467.
[3] 王世波,张 磊,张长礼,等.聚乙烯粉料流动性的表征及影响因素分析[J].合成树脂和塑料,2013,30(6):48-50.
(本文文献格式:金益飞,胡 俊.浅析线性低密度聚乙烯树脂生产存在的问题及其解决方法[J].山东化工,2017,46(11):120-121.)
声明
本刊没有委托任何中介作代理,敬请投稿人将稿件投到本刊在线投稿系统:www.sdchem.net.cn 。编辑部电话:0531-86399196。E-mail :sdhgtg@163.com。
特此声明!
《山东化工》编辑部
2017年6月5日
2017-04-05
金益飞,男,技师,2009年毕业于宁波工程学院,现任镇海炼化聚乙烯装置班长。
TQ325.1
B
1008-021X(2017)11-0120-02
