浅析库区无人自动化行车系统操作终端监控画面设计优化
2017-09-15蔡杰刘刚
文/蔡杰 刘刚
浅析库区无人自动化行车系统操作终端监控画面设计优化
文/蔡杰 刘刚
无人自动化行车系统概述(UACS )
根据《钢铁工业“十二五”发展规划》规定,以钢铁工业结构调整、转型升级为主攻方向,提高钢铁工业自主创新能力。加快应用新技术、新工艺、新装备,对企业现有生产设施、装备、生产工艺条件进行改造,不断优化生产流程,升级企业技术装备,提高资源综合利用水平,增强新产品开发能力,加快产品升级换代,加强安全生产保障。2017年6月,中国和德国签订了《〈中国制造2025〉创新中心合作协议》,加强《中国制造2025》和德国“工业4.0”在智能制造领域的技术合作和人才培养合作。近几年,宝钢领先国内钢铁业,启动了行车无人化库区改造等智慧制造工作,标志着宝钢智能化制造正式启动。
行车作为钢铁企业库区内最重要的物流吊运设备,根据自动化、信息化技术的应用程度和作业方式的发展可划分为三个阶段:
第一阶段为操作、指挥配合阶段;第二阶段为MES阶段,即生产制造执行管理阶段;第三阶段为无人自动化行车阶段,即UACS系统(unmanned automatic crane system)。
充分提升MES系统在库区的信息传输、物料跟踪、物流管控等方面的应用水平,实现物料入库、出库、信息录入、行车吊运等库区作业的自动化,可以优化库区的岗位配置,大幅减少操作人员的作业内容和劳动负荷,优化热轧生产组织和业务流程,实现劳动效率的提升。
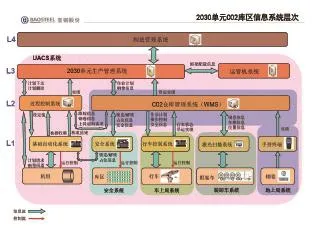
以2030单元C02库区无人全自动行车系统结构(UACS)为例,无人自动化行车系统由无人行车系统、装卸车子系统、地面库区子系统[仓库管理系统WMS(warehouse management system);人机交互界面(HMI,human machine interface)]、安全子系统组成。并与生产机组的2030区域的L3系统,C101机组L2系统,C102机组L2系统,C602机组L2系统,C101机组L1系统,C102机组L1系统进行数据通信。行车操纵方式分为全自动操作方式;司机室操作方式;远程遥控操作方式。
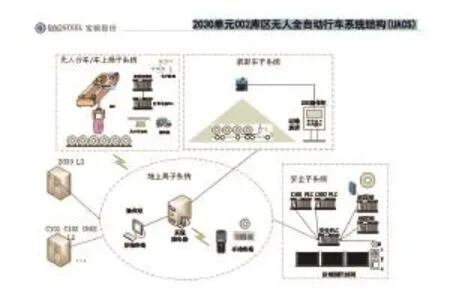
▲ 图一
由图一可以看出,无人自动化行车系统(无人化)是由四部分组成,其中无人行车系统由行车PLC控制装置(大车、小车、主、副卷装置、驾驶室装置、吊具)、位置检测装置等通过通信装置与地面系统连接。
无人自动化行车系统主要指安装在行车上,用于无人行车运行检测、吊具防摇控制的设备。包括大车定位装置、小车定位装置、吊具电子防摇装置、车载终端、状态显示屏等设备。(图二)
地面系统组成:地上局子系统的设备主要包括服务器、操作终端(无人化监控画面)、打印机、平台软件、手持终端、网络设备等。
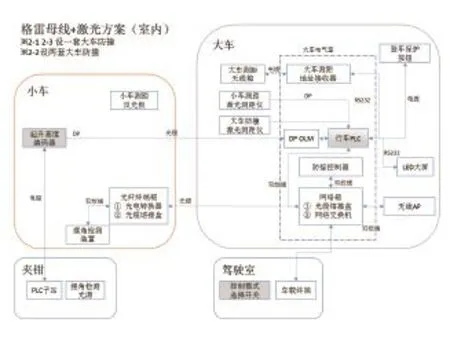
▲ 图二
装卸子系统组成;装卸车子系统主要负责扫描入库车辆上的物料,生成相应的入库物料吊起物理位置,扫描出库车辆的鞍座信息或识别司机指定的落关位置,并将上述信息反馈回系统服务器。
安全子系统组成:安全管理与警示系统主要用于封闭区域的安全管理、地面人行通道的安全管理、车辆通道安全管理、地面设备连锁。库区安全管理与警示系统采用主从站配置方式,包括库区封闭门禁系统,通道监控、异常许可和报警装置等。
现有无人化库区(操作终端)监控画面简介
无人化自动化行车系统操作终端基本组成:无人化库区监控是地面系统的主要组成部分,分为无人化作业计划、无人化信息、无人化信息统计、无人化作业等四个部分,每个部分分为不同的内容,库区操作人员根据画面的监控内容和生产信息动态跟踪、调整、协调、记录、处置相关信息,确保安全顺行,意义重大,由于无人化库区作业面大和信息量大,所以高效能、直观和分等级处置的要求对操作工来说特别重要。
无人化系统操作终端作业管理功能介绍:它分为11项内容,即行车工作状态画面;过跨小车工作状态画面;车辆工作状态画面;入口鞍座信息画面;PACK STATE画面;行车故障/恢复查询画面;库位信息查询画面;Temporary Yard(临时包装)画面;Packing Coil in Yard(钢卷包装区)画面;Vhiecle Avoid System(避让)画面。
无人化系统操作终端信息管理:它分为行车作业结果分析(卷单位)画面;驾驶员操作历史画面;行车作业故障卷查询画面;异常原因及预防画面;PLC故障信息画面;TC查询画面;报警信息查询画面;长期查询画面。
无人化统计分析管理:它分为行车作业分析画面;操作统计分析画面;PLC日报统计画面;PLC报错信息画面;作业执行时间分析画面;行车等待时间画面。
无人化系统操作终端作业计划管理:它分为行车作业计划查询画面;行车作业指令管理画面;行车作业指令优先级调整画面;手工生成作业指令画面;Weight Coil Job画面;CAR NO REGISTER画面;TWO FLOOR画面。
对无人化库区操作终端监控画面优化的几点思考
2014年冷轧1730无人化行车启动改造工作,经历了三年多时间,其间对无人化的试点工作身有感触,特别是对初期设计的系统有一定认知。2015年热轧1580板坯库行车无人化库区改造持续到现在,其系统在1730无人化的基础上有所优化和侧重。冷轧2030单元C02库无人化改造今年计划8月进行施工,目前对该系统设计正在进行讨论之中,作为负责操作部分的管理,经过对现场的使用了解和设备性能的掌握,结合各个区域的生产要求不同和未来管理需要,对无人化库区操作终端(监控画面)优化有几点思考:
思考一:无人化库区操作终端在自动化库区基础上有了本质的不同,具备一定的信息管理功能。但是,无人化系统的统计功能还可以进一步优化,比如:无人化系统操作终端信息管理对机组异常卷信息影响无人化运行的异常数据没有可追溯性。如(图三)也没有统计分析的运用。
思考二:无人化库区操作终端拆包装区域未能体现库区鞍座状态,比如鞍座是否有物料(钢卷),该钢卷是异常卷还是计划卷等。
思考三:无人化库区操作终端未能体现通道倒闸状态;如果地面车辆或人员通行,会发生安全事件。
思考四:无人化库区操作终端除了行车外,未能显示其他设备的传感器数据,这样对监控管理或者后期的故障排查不利,会浪费许多故障排查时间。
▲ 图三
思考五:无人化库区操作终端行车作业结果分析中行车各步骤耗时部分,对吊卷和放卷两个步骤需要再细分。把吊卷分成夹紧、升起,把放卷分成松开和升起。这样便于作业效率提升,满足现场机组生产条件。(C102轧机速度是冷轧机组最快的,50秒就可以生产一个钢卷30吨左右钢卷)
思考六:无人化库区操作终端系统故障没有分类,按照设计,分为四个子系统,但是故障统计却没有区分,容易造成故障排查思路不清。
思考七:故障信息统计功能不全面,且缺少故障排查手顺,行车自动化程序设计完全可以做到故障点的信息采集工作,便于提高故障排除效率。
宝钢无人化行车自动化系统升级改造是未来几年的发展方向,也是宝钢打造装备制造技术升级、智慧制造工厂、提升劳动效率的重要手段。通过这次深入学习,了解了无人化自动系统的主要功能和各区域无人化改造的差异性,为后续的工作奠定了一定的基础。
(作者就职于中冶宝钢技术行分公司)
