中频感应热处理改善P92钢焊接接头性能的研究
2017-09-14刘天佐张传清尹少华徐忠峰魏玉忠
刘天佐,张传清,尹少华,徐忠峰,魏玉忠
1华电国际电力股份有限公司;2苏州热工研究院有限公司;3华电国际邹县发电厂
中频感应热处理改善P92钢焊接接头性能的研究
刘天佐1,张传清1,尹少华2,徐忠峰2,魏玉忠3
1华电国际电力股份有限公司;2苏州热工研究院有限公司;3华电国际邹县发电厂
本文研究中频感应热处理对P92钢焊接接头组织及性能的影响,并通过分析针对P92钢焊接接头的拉伸试验、冲击试验、弯曲试验、金相组织等数据得出:中频感应热处理方法相对于柔性陶瓷电阻加热方式,焊缝性能的均匀一致性有明显改善,并且对焊接接头的韧性的改善有重要影响。
中频感应设备;热处理;P92钢;焊接接头;组织;性能
概述
焊后热处理对P92钢组织和性能有重要影响,工程现场对大厚壁管道的焊后热处理多采用包裹柔性陶瓷电阻加热。柔性陶瓷电阻加热器加热,因其依靠加热器发出的热能以辐射形式从外向内传导热量,对厚壁管易造成内外壁温差过大,且电阻加热器在高温状态下反复使用,电阻丝膨胀伸长易裸露及断丝,容易出现漏电现象,造成施工电源保护跳闸,影响热处理质量和工程施工。与电阻加热的方式不同,中频感应加热是通过感应线圈的电磁感应使管件自身发热,加热效率更高,加热时管件各部的温度均匀,同时沿管子径向方向的温差也小。因此本文研究采用中频感应加热的热处理方案对P92钢焊后组织和性能的影响,为现场施工过程中热处理参数的制定提供一定的指导价值。
1 试验材料与方法
1.1 试验材料
试验材料为规格Φ355mm×90mm×600mm的P92钢,焊材选用蒂森P92焊接材料:GTAW焊丝牌号:Thermanit MTS 616,规格:Φ 2.4mm;SMAW焊条牌号:Thermanit MTS 616,规格:Φ2.5mm、Φ3.2 mm。
1.2 焊接及热处理工艺
焊接方法采用氩弧焊打底,手工电弧焊填充盖面。焊前严格清理坡口周围表面油污、氧化皮。焊接时采用水平固定的5G焊接位置施焊。焊接时,采用堵板或耐高温胶带封闭两端制成气室,采用管内充氩保护。采用多层多道焊接。
焊接工艺参数:氩弧焊打底预热温度150℃,升温速率150℃/ h,温度到后保持60min以上,层间温度150~250℃;手工电弧焊预热温度200℃,层间温度200~300℃。
中频热处理设备1台,型号:RLPC,功率:中频80KW+电加热6×20KW,两者独立控制,可组合也可分开使用,频率1000~2000HZ;
1.3 热电偶布置
在还原环境中,当有机质存在时,脱硫酸细菌能使SO42-还原为H2S,结果使得地下水中SO42-减少,pH值变大。
在管子内外壁6点、9点和12点位置布置6个测温热电偶,另外,在12点焊缝侧距加热中心85mm、170mm处各布置一个;12点位分别在壁厚深度10mm、45mm及80mm位置各布置一个,热电偶编号及分布位置示意见图1。感应线圈匝数及长度等参数设置见表1。
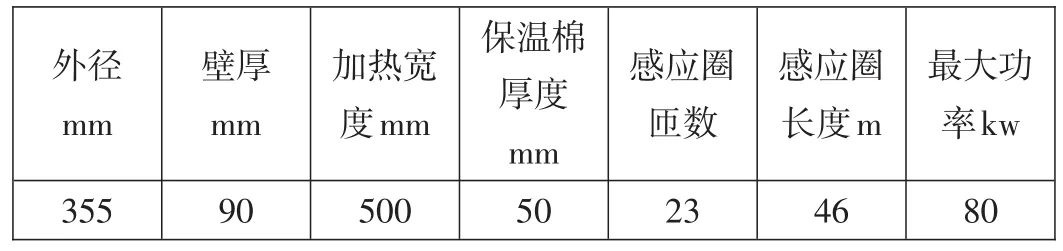
表1 感应圈匝数长度参考值Table1 Induction circle turns length reference value
1.4 焊后热处理工艺
控温热电偶设置为11#热电偶。如图3所示,焊后先进行100℃×2h保温。为了加工放置热电偶的盲孔,将焊缝升温至350℃±10℃进行2 h后热处理。
重新布置好测温热电偶、保温棉及中频感应加热装置,将温度升温至760℃±5℃进行9 h高温回火处理。300℃以下不控温,300℃以上升降温速度≤70℃/h。
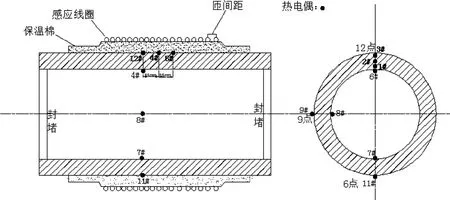
图1 热电偶编号及分布位置示意图
2 实验结果及分析
2.1 室温拉伸试验
室温拉伸试验结果表明,采用中频感应进行热处理的焊缝试样抗拉强度平均值为655MPa,满足标准规定的P92钢母材性能要求,且断裂位置均在母材,外层试样与内层试样抗拉强度接近,说明外层、内层的焊缝室温抗拉强度比较均匀,热处理效果一致。
2.2 冲击试验
焊缝及热影响区冲击试验结果表明:
(1)采用中频感应进行热处理并以焊缝为缺口中心的3组冲击试样中,除内层取样位置的一个试样的冲击功为28.2J,低于标准要求。其余冲击吸收功均高于标准要求,表明该主汽管P92焊缝韧性较高,具有较强的对抗外来冲击负荷的抵抗能力;
(2)以热影响区为缺口中心的3组冲击试样,所有试样的冲击吸收功均远高于标准要求,并高出一个级别。说明中频感应热处理后试样热影响区具有良好的韧性储备。
2.3 弯曲性能试验
对焊缝进行弯曲试验。侧弯采用焊缝横向样,弯曲压头直径为4倍试样厚度。试验结果表明,采用中频感应加热进行热处理的试样,弯曲180°后,D3试样出现长2.8mm裂纹,D4试样无肉眼可见裂纹。表明试样焊缝具有一定的抗弯曲性能,满足相关标准要求。
2.4 金相组织
在中频感应加热管道的外壁,中部、内壁取金相试样观察,从金相结果可以看出,中频感应加热的管道,在组织成分均为回火马氏体加少量铁素体。焊缝区组织较母材和热影响区略粗,外层、中层、内层试样的组织较均匀,组织成分无明显变化,说明中频感应热处理后的焊接接头组织更加均匀。
3 结论
(1)采用中频感应加热热处理工艺条件下焊接接头弯曲性能满足标准要求,对其焊缝冲击吸收功对比分析可知,焊缝冲击值沿焊缝厚度方向分布较为均匀,且均高于P92母材标准要求值。表明采用目前的中频感应热处理工艺参数能够达到改善焊缝韧性的效果。
(2)中频感应加热热处理后焊接接头的室温抗拉强度沿壁厚方向分布均匀,说明热处理效果均匀一致。
(3)金相组织观察发现,采用中频感应热处理后,外层、中层、内层焊接接头的组织较均匀,组织成分无明显变化,表明中频感应热处理后的焊接接头组织更加均匀。
(4)通过本次试验分析,表明了中频感应热处理方法对于焊缝性能特别是其韧性的重要影响。经过标准要求的热处理时间,中频感应加热热处理方法能够有效改善P92钢焊缝韧性。
[1]祝国胜,魏国琴,王骏.新型热处理电源的研发与应用[J].焊接设备与材料,2015
