基于840DSL系统刀具管理的带传输刀位的伺服刀库应用
2017-09-11任德勇
王 恒,任德勇,张 谦
(汉川数控机床股份公司技术中心,陕西汉中723000)
基于840DSL系统刀具管理的带传输刀位的伺服刀库应用
王 恒,任德勇,张 谦
(汉川数控机床股份公司技术中心,陕西汉中723000)
基于840DSL系统的刀具管理功能,介绍了对带有传输刀位的伺服刀库;使用该系统的分度轴、PLC轴和模态旋转轴功能实现刀库控制的一种方法,描述了刀库配置生效后PLC程序实现伺服刀库手动旋转和自动备刀到传输刀位的过程。
伺服刀库;分度轴;模态扩展的旋转轴;FC6;FC18;传输刀位
1 引言
随着加工中心机床对换刀快速和准确性要求的提高,机床刀库厂商对刀库的结构也做了更多更复杂的改进以满足这种更高的需求,采用伺服电机对刀库旋转定位,增加刀具传输装置以降低换刀机构的等待时间,如图1所示的刀库,即为加工中心机床上使用的带刀具传输装置并由伺服电机驱动的刀库。840DSL系统具有完善、强大和高效的刀具管理功能,充分合理地应用840DSL系统的管理功能给机床刀库控制带来了很大的便捷。
2 刀库结构及其换刀原理
刀库的安装结构如图1所示,刀库由以下几部分组成。

图1 刀库结构图
(1)刀库电机采用西门子伺服电机(电机编码器为绝对编码器)。刀库传动减速比m=120;刀库刀具容量为N=60;刀库相邻刀套的转动时间t=0.4s;
(2)刀库的机械手1为换刀机构,机械手2为刀具传输机构;
(3)摇摆副刀套用于刀具的传输;
(4)刀库卸刀油缸。
通过刀库电机的正反转实现刀具的选择,由刀具传输机械手2的左右、上下和旋转移动将刀具装入摇摆副刀套来完成备刀。再由主轴换刀机械手1的旋转将新刀具装入主轴,旧刀具还回副刀套来完成机床的自动换刀。卸刀油缸用于刀库手动装卸刀。
3 刀库配置
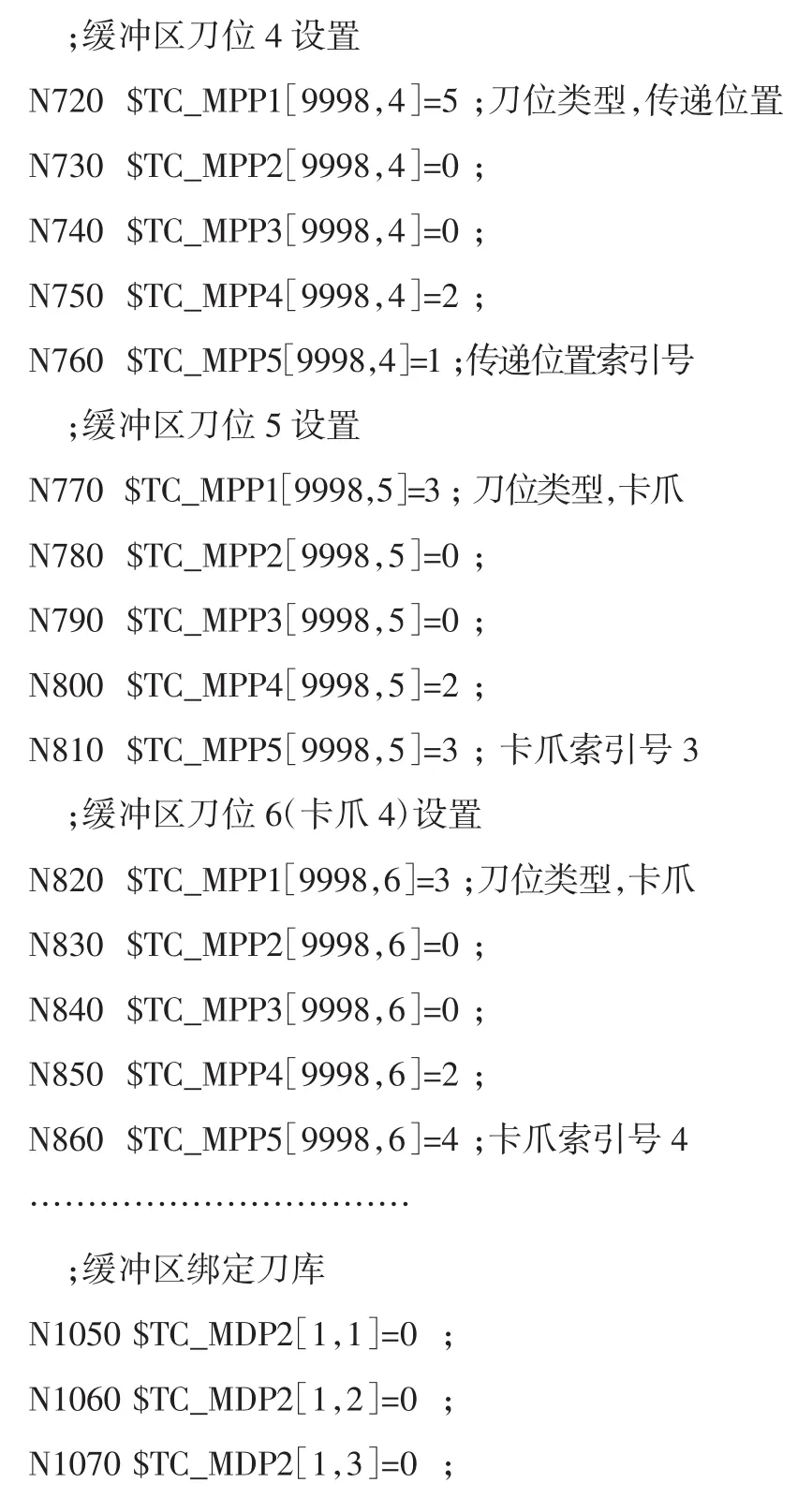
依据刀库结构及其换刀工作原理,该刀库采用固定换刀。刀具管理配置1个60刀位的真实刀库,1个6刀位的缓冲区刀库,1个2刀位的装载站刀库。840DSL系统刀具管理的配置文件中添加如下内容:

系统刀具管理功能激活并且配置文件运行后,刀具表如图2所示。

图2 刀具表
4 副刀套换刀控制
副刀套作为刀库换刀过程中的刀具中转点,不但要传输来自刀库的新刀具,还要传输来自主轴归还的旧刀具。机床在执行换刀时,将新刀具备在刀库当前位置,旧刀具归还到刀库目标位置,才算一次换刀完成,中间刀具通过移动刀臂的移动可由PLC很简单地执行。因此,机床换刀的时候,既要等待新刀从刀库到副刀套,又要等待旧刀从副刀套到刀库,很显然,这个过程与现在机床加工的高效和快速是不符的。
为此,应用840DSL系统刀具管理的传输转换刀位,将机床刀库的副刀套定义为缓冲区转换刀位,并将其绑定给刀库和主轴,刀具允许在缓冲区刀库搜索。
机床换刀时,新刀具进入副刀套为备刀完成,旧刀具进入副刀套即换刀完成。将刀具从刀库到副刀套的一系列动作在预选刀进行,从副刀套到刀库的一系列动作与主轴后续动作同步进行。
相对于主轴换刀,定义刀库和副刀套之间的刀具移动为副刀套换刀。副刀套换刀的目的就是有主轴换刀指令时,判断副刀套中有无刀具,是不是新刀具,换刀指令要向副刀套装入刀具,将副刀套中的刀具移出。主轴换刀指令类型有:①还刀;②抓新刀;③交换刀;④固定换刀。副刀套的状态分为三种情况:①无刀具;②有刀具,不是新刀具;③有刀具并且是新刀具。副刀套状态结合换刀指令类型,可归纳总结出副刀套换刀的指令如表1所示。PLC程序对刀具传输机械手2的移动和旋转进行控制,只需按照副刀套换刀指令表,分5种情况进行控制,并具体的PLC编程,还可充分使用跳转指令,简化PLC程序,减少同样的动作,重复编程,更好地减少系统资源占用。和主轴换刀一样,PLC控制刀臂的实际动作,刀具管理应答相应步骤的刀具改变。

表1 副刀套换刀的指令
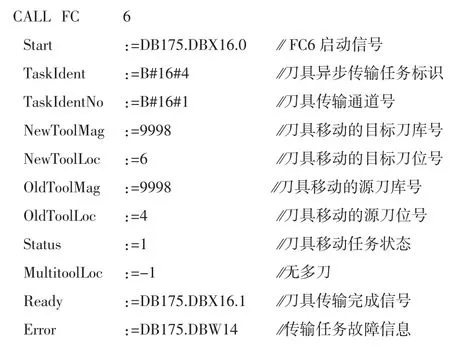
副刀套换刀采用刀具移动异步应答,异步应答便于预选刀和副刀套还刀,同时主轴能够执行其它操作而不受其影响。刀具移动的目标刀库号、刀位号、源刀库号、刀位号见表1。PLC程序应为副刀套(9998,4)设计一个掉电保持的整数数据,用于记录副刀套中的刀具。

表2 副刀套换刀异步应答刀具移动表
例如:刀具由副刀套到卡抓4的异步应答
5 刀库转动/选刀控制
由于刀库电机采用的是伺服电机,故而刀库需设置为一个NC控制轴,该轴的配置方法、回零操作等与其它NC轴相同。众所周知,刀库旋转一周后,回到初始刀位,而且旋转停止后,必须要在一个完整的刀套处。鉴于刀库的旋转特点,该系统的模态旋转轴和等分分度轴功能为刀库轴提供了很完美的解决方案。
通常模态旋转轴是以一圈为360°来定义的(系统默认模态范围是360°),对于刀库轴如若将模态范围亦设置为360°,则轴的旋转速度V为:

其中:N为刀库旋转一圈的刀位数,t为刀库相邻刀套的转动时间。
电机的旋转速度V1为:

其中:N为刀库旋转一圈的刀位数,t为刀库相邻刀套的转动时间,m为轴的传动减速比。
由式(1)和式(2)可计算出图1所示刀库轴的旋转速度V为2.5rpm,电机的旋转速度V1为300rpm。刀库轴实际旋转时将会很慢,系统诊断电机转速却又正确。很显然,刀库减速比是不会错的,因为这是刀库性能参数。由刀库结构图1中电机主动轮与刀库的连接,不难看出电机主动轮每转一圈,刀库并不是也转一圈,而是转动了10个刀套。参考西840DSL系统参数说明,模态旋转范围可以是360°的整数倍,故而,对模态旋转范围进行360°扩展,将刀库电机主动轮旋转一圈的角度定义为360°,则刀库旋转一周的模态角度A为:

其中:N为刀库旋转一圈的刀位数,n为刀库主动轮旋转一圈的刀位数。
式(1)和式(2)中刀库旋转一圈的刀位数N应调整为主动轮旋转一圈的刀位数n。根据上述方案,结构图1所示刀库的模态旋转轴设置和等分分度设置如下。
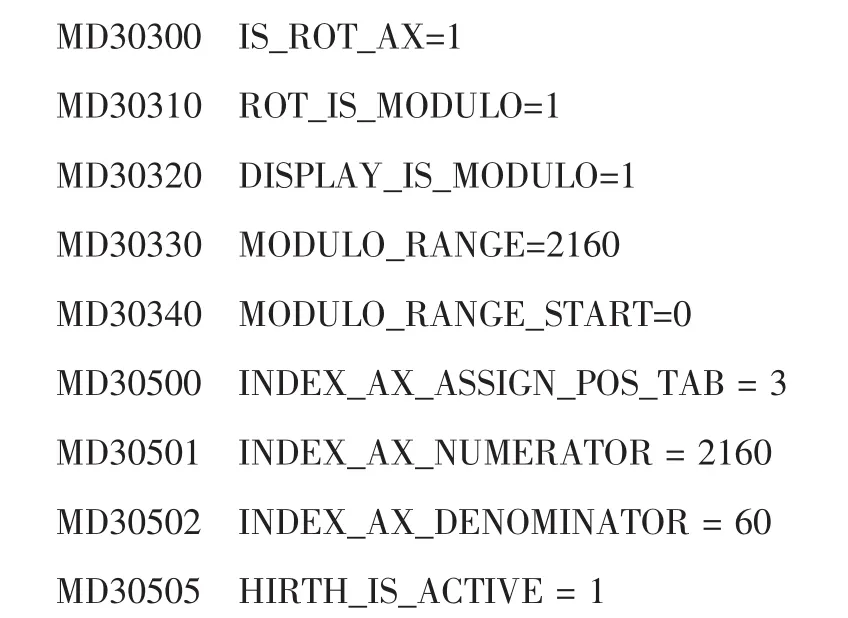
这样设置后,在手动方式下,按下刀库(轴)移动键,刀库将按选择的方向转动,直到松开移动键而停在下一个完整的刀套处。
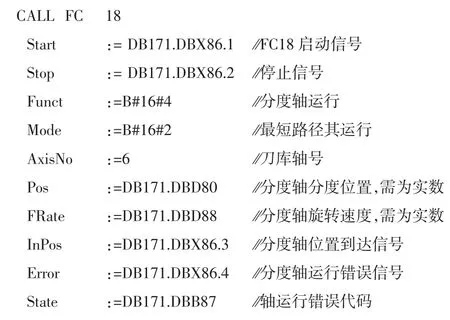
在自动或者MDI方式下,刀库旋转的目的主要是为了T代码选刀,需要将编程的T代码号转换为刀库轴的具体位置,此时刀库轴请求为PLC轴,借助系统FC 18:SpinCtrl主轴控制功能通过PLC来控制轴的转动速度和位置。
由于系统刀具管理源刀位号DB72.DBW26和旧刀位号DB72.DBW30数据类型为整数,而FC 18:SpinCtrl主轴控制功能的轴定位位置参数需要给定为实数,在调用FC18前,要将刀库旋转的目标位置由整数转换为实数。FC18的调用如下。
6 结束语
本文应用840DSL系统刀具管理功能,对带有传输刀位和由伺服电机驱动的刀库选备刀做了详实的介绍,通过在HHMC630卧式加工中心的实际使用,能够更好地监控刀具状态和具体位置,方便对机床的操作。
[1]SINUMERIK 840Dsl/828D基本功能手册.西门子(中国)有限公司.
[2]SINUMERIK 840Dsl/828D扩展功能手册.西门子(中国)有限公司.
[3]SINUMERIK 840Dsl,SINAMICS S120 机床数据和参数手册.西门子(中国)有限公司.
Application of servo tool with transfer location based on 840DSL tool management system
WANG Heng,REN De-yong,ZHANG Qian
(Hanchuan CNC Machine Tool Co.,Ltd.,Hanzhong 723000,China)
Based on the tool management function of 840DSL system,a method of the servo tool with transfer location is introduced,which using indexing axes,PLC axes and model rotating axesto realize the tool control.The process of the PLC program realizing the manual rotation of the tool and the process from the automatic tooling to the transfer location after the tool configuration are described.
servo tool;indexing axes;model rotating axes;FC6;FC18;transfer location
TM383.4
B
王 恒(1979-),男,陕西省汉中市人,工程师,就职于汉川数控机床股份公司技术中心。
2017-04-05
1005—7277(2017)02—0044—04
任德勇(1978-),男,陕西省汉中市人,工程师,就职于汉川数控机床股份公司技术中心。
