空压机组油箱进水事故总结
2017-09-11姚白
姚 白
(河南能源化工集团中原大化公司,河南濮阳,457000)
经验交流
空压机组油箱进水事故总结
姚 白
(河南能源化工集团中原大化公司,河南濮阳,457000)
详细介绍了大型空气压缩机组运行中发生油箱进水事故的情况和在线处理,还原了在不危害设备安全和正常生产的前提下事故的处理情况。以及事后对事故的分析、总结和采取的相关防治措施。
空压机组 油箱 水 在线处理
河南能源化工集团中原大化公司(简称中原大化)500 kt/a煤制甲醇项目,于2006年1月开工建设,2008年5月全系统一次投料成功。其空分采用杭氧技术,装置型号为KDON-52000/61100,设计氧产量(标准状态)52×103m3/h,氮气产量61.1×103m3/h。配套空压机采用沈鼓设计生产离心式压缩机组。是国内大型制氧机之一。2016年在正常生产运行中,空压机发生了一次油箱进水事故。
1 装置简介
空气压缩机为空分装置的动力设备,为空分装置输入原料空气和能量。空气压缩机组由蒸汽轮机、空气压缩机集齐辅助设备组成。汽轮机是由杭州汽轮机制造厂制造的凝汽式汽轮机,型号为HNKS50/80。采用单侧向上进汽和向下排汽的结构形式。带有表面式冷凝器和液位自动调节装置,并配有两级射汽抽气器和冷凝液泵等设备。压缩机由沈阳鼓风机厂制造,型号为DMCL1204+2MCL1203+3BCL527。本压缩机由空气压缩机和增压机组成,由汽轮机拖动。汽轮机为双出轴,一端直接带动空压机,另一端通过增速箱增速后拖动增压机。机组采用双层布置,主机布置在二楼,辅机在一楼。
机组润滑油系统是压缩机和汽轮机统一润滑。在一楼设置油站,油站包括油箱、主辅油泵和事故油泵、两组油冷却器和两组油过滤器。油泵将油从油箱打出后经冷却、过滤后送到二楼机组各个润滑点和高位油槽,后由回油管道回流到油箱。油箱设计容积35 m3、注油量32.5 m3,油站设计输出油量205.14 m3/h。

图1 空气压缩机流程
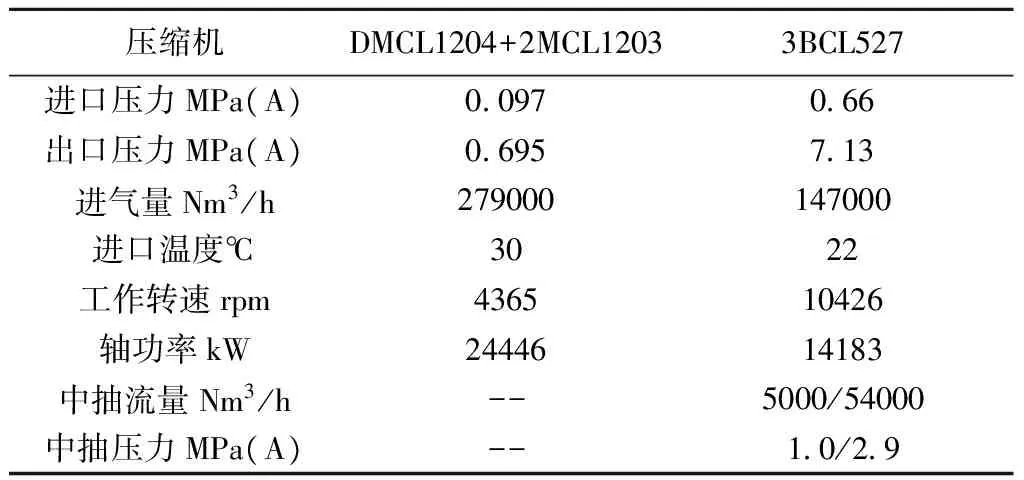
压缩机DMCL1204+2MCL12033BCL527进口压力MPa(A)0097066出口压力MPa(A)0695713进气量Nm3/h279000147000进口温度℃3022工作转速rpm436510426轴功率kW2444614183中抽流量Nm3/h--5000/54000中抽压力MPa(A)--10/29
2 事故情况
2016年6月13日上午8时50分,当班人员巡检发现空气压缩机油箱上部排油烟风机壳侧滴水,并且油过滤器压差高报警,立即上报技术组。现场打开油烟风机排出管导淋也发现有水不断流出,检查发现油箱液位上涨,确认油箱进水。经过工程师判断,立即开大空压机二段出口换热器02E002底部气侧导淋,发现排水量变大;排查压缩机密封空气,压力正常,但是2MCL1203缸密封气导淋不通气;检查汽轮机轴封系统和回油情况均未见异常;切换油冷却器,检查油冷却器循环水压力正常。确认是因02E002底部积水,随工艺气带入压缩机三段入口,沿进口端转子通过迷宫密封进入压缩机轴端轴承箱,通过回油进入油箱。
现场立即开大02E002底部气侧导淋排水,专人监护。待排水量变小后关小导淋阀,同时测得换热器表面温度较排水前有所上升,说明换热器积水较多。同时在油箱油位高于泵入口20cm前提下(防止泵吸入量不足),打开油箱底部导淋,排出部分明显带水废油,然后从底部导淋处接滤油机过滤润滑油再送入油箱,在线过滤油箱内润滑油。
现场立即切换油过滤器,排净油过滤器内润滑油,更换滤芯。换好试压正常后,将两组过滤器全部投入使用(并联),待油箱油品检验合格后再将过滤器分别交出排油更换滤芯。
3 后续处理
经过上述处理后,油箱进水事故得以初步解决,水不再进入油系统。由于机组较大,整个系统油较多,所以整个滤油过程需要较长时间。要彻底解决本次事故还有以下工作要做。
(1)DMCL1204和2MCL1203所压缩空气直接取自大气,并没有经过干燥处理。所以经过压缩再换热后容易析出水。02E001和02E002换热器气侧设计有浮筒式疏水阀,正常情况下换热器内析出的水会从疏水阀排出。但是由于疏水阀多年未清理,内部堵塞排水量不足,再加上夏季空气湿度大,析出水分多,疏水阀不能排出所有水,所以水分积少成多导致此次事故发生。当机组停车后必须对疏水阀进行清理疏通,并且在以后生产中根据空气湿度情况适当调节换热器气侧导淋开度进行检查、排水。
(2)压缩机缸体有密封气导淋,可以用来检查密封是否正常,导淋平时保留有少许开度。当压缩机工艺气带水后密封气导淋应该会冒水,能减少积水量也能便于直观发现。但是此处导淋不通,也进一步促使事故发生。停车后应立即疏通或更换新阀门。
(3)油箱液位只有现场液位计,主控不能直接观察到液位变化情况;而02E002并没有安装液位计,不能直观了解内部积水情况。应加装液位计并引电子信号至主控,便于观测时实液位。
(4)油系统进水后在机组运行中其实已经有体现:机组振值波动略微放大、油过滤器压差缓慢升高(滤芯是纸质的),但是操作人员并没能第一时间发现。由于长时间的正常生产,并没有突发事故,操作人员容易麻痹大意,警惕性不足;再者理论知识略为欠缺、经验不足,不能从一些表象中看到本质及时发现问题。所以下一步要加强员工岗位知识培训,强化工作职责和事故意识,强化现场巡检和各项数据记录与分析工作,做好事故的预防工作。
(5)本机组采用中石化长城威越L-TSE/LF 46汽轮机油,上年大修油箱新更换新油,仍然较新。经过几天的在线过滤,滤油机基本不再滤出水分。取油箱油样分析,含水量符合要求,其它指标均正常,油品质量合格,符合使用要求(表2所示)。

表2 油品取样分析结果
4 结语
本次事故比较严重,所幸处理得当,并没有影响正常生产和设备安全,整套装置最终仍然完成长周期运行任务。但是对润滑油使用寿命的影响暂不可知。在化工生产过程中,事故总是会不期而遇。我们应该积极学习行业知识,总结经验教训,防止同类事故再次发生。
[1] 大连工学院工业涡轮机教研室编.工业汽轮机[M].北京:化学工业出版社,1982,6.
简 讯
甘肃省构建新型煤化工产业链
甘肃省政府近日印发《甘肃省“十三五”西部大开发实施意见》,提出加快转变煤炭产业发展方式,构建煤炭清洁利用产业链。“十三五”期间甘肃将充分发挥能源资源综合优势,提升能源生产供应能力,优化调整能源发展方式、能源结构及消费模式,扩大能源转输、存储能力,加强综合能源基础设施建设,提升能源资源综合利用水平,打造国家综合能源基地和国家新能源综合示范区。在发展煤炭分质利用和煤炭高效清洁转化产业上,甘肃将建设以平庆和酒嘉为重点的煤炭清洁高效利用转化基地、以武威为重点的加氢精细化工产业基地。到2020年,力争形成1000亿元的煤炭高效清洁利用产业链。按照《意见》,甘肃将发挥陇东丰富的煤炭资源,依托华煤集团、平凉华泓汇金等骨干企业和先进的煤制甲醇、甲醇制烯烃技术,发展煤制乙烯、煤制丙烯、煤制乙二醇产品,开发甲醛系列、醋酸系列、二甲醚系列等合成材料和精细化工产品,推进油煤共炼。利用靖煤集团资源,推动刘化集团白银工业园建设以煤气化技术为龙头的煤化工项目。同时还将实施多个煤化工项目,围绕煤炭的清洁、高效利用和高附加值深度转化,推进陇东煤炭清洁转化基地、河西煤炭分质利用基地建设,打造煤制烯烃、煤制天然气、煤炭分质利用等产业链。在煤炭高效清洁利用重点工程上,实施酒钢1000万吨煤炭分质利用及煤焦油加氢精制综合利用工程、新疆广汇1000万吨原煤伴生资源加工与综合利用项目、平凉煤炭深加工循环利用项目、华煤集团甲醇制聚丙烯科技示范项目、瓜州县碳质还原剂综合利用循环经济项目、甘州区煤制气及多联产加工项目。
(汪家铭)
甘肃打造武威加氢精细化工产业基地
甘肃煤炭资源丰富,省内煤炭年产能可达7000万吨左右。同时,甘肃还有丰富的石油资源。“十三五”期间,甘肃省将全力打造武威加氢精细化工产业基地。该基地以航天科技集团航天长征化学工程股份有限公司先进的粉煤气化制氢技术和武威常青精细化工有限责任公司氰胺化工为依托,重点发展以医药、染料、农药中间体为重点的精细化工产业链,发展氢气、合成氨、尿素、烯烃、芳烃等基础化工原料,延伸发展聚碳酸酯、ABS树脂、高吸水树脂、乙烯-乙烯醇树脂、硝基胍、咪唑烷等精细化工产品,着力打造集煤制氢、煤化工、电石深加工产业于一体的智慧化工产业园。
(汪家铭)
黑龙江众志化工建设4万吨/年硫酸钾项目
黑龙江众志化工股份有限公司在黑龙江安达市经济开发区综合区高新化工新材料产业园总投资10345.20万元,建设4万吨/年硫酸钾联产4.8万吨/年盐酸项目。项目分为两期工程建设,一期工程2万吨/年硫酸钾联产2.4万吨/年盐酸项目。项目采用曼海姆法为核心工艺制备硫酸钾,建设内容包括硫酸钾生产车间、造粒车间、盐酸罐区、煤气发生炉等。环评机构为中环国评(北京)科技有限公司,2017年6月29日发布了项目环境影响评价第一次公示。
(汪家铭)
新疆天业建设100万吨/年合成气制乙二醇项目
新疆天业股份有限公司拟与控股股东新疆天业(集团)有限公司共同投资设立新疆天业汇合新材料有限公司,注册资本25亿元,建设及运营100万吨/年合成气制乙二醇项目。该项目已经在八师发展和改革委员会备案,建设地址位于新疆石河子十户滩新材料工业园区(147团),执行年限为2017-2019年,总投资79.97亿元。年产100万吨合成气制乙二醇项目一期60万吨工程,计划2018年12月31日前投运。项目公司将充分发挥天业集团在乙二醇项目建设、安全生产、质量管理、市场销售、产品研发等方面人才与技术领先优势,结合公司资金和融资平台优势,实现优势互补,强强联手,通过该项目的建设和运营,整合双方资源,以风险共担、互利共赢为原则,提高市场竞争力,为上市公司良性发展开拓新的业务领域。随着项目公司业务的推进,将有利于提升上市公司利润。
(汪家铭)
内蒙古易高煤化科技建设24万吨合成气制乙二醇项目
内蒙古易高煤化科技有限公司年产24万吨合成气制乙二醇项目位于内蒙古自治区鄂尔多斯市准格尔旗大路化工园区,采用上海浦景化工技术股份有限公司的合成气制乙二醇专利技术,由华陆工程科技有限责任公司(原化六院)进行工程设计,属于国家大力推广的高科技项目。易高乙二醇项目主要是在原有甲醇装置基础上,依托备煤、气化及公用工程系统,将甲醇合成装置改造为乙二醇合成装置,生产市场紧缺、竞争力强的乙二醇产品。项目占地287亩,总投资12.78亿元,于2017年3月开工建设,预计2018年10月全部建成投产,可实现年产值12.6亿元,净利润2.3亿元,上缴税金7900万元。项目的开工建设为准旗能源发展和绿色转型发展注入新动力,不仅填补了准旗煤化工产品空白,同时可以提升煤炭资源高效清洁转化利用水平,对于加快煤炭深加工,丰富下游产品、培育产业集群、打造千亿元园区、促进产业转型发展都具有重要意义。
(汪家铭)
金正大诺泰尔打造贵州瓮安磷资源循环经济产业园
金正大诺泰尔化学有限公司按照“循环经济”理念进行规划和设计,打造全产业链项目,在贵州瓮安工业园区投资59.6亿元建设磷资源循环经济产业园。项目于2012年4月动工建设,建成后,可实现年产值104亿元,利税14亿元,解决就业3000多人。在磷石膏综合利用技术上,采用了湿法磷酸“分级利用”技术,将磷资源产业链各个环节技术工艺进行了优化整合,既解决了磷肥生产过程中产生的废渣磷石膏的堆存、占地、污染问题,又合理利用了资源,缓解了我国磷资源短缺的矛盾。同时副产的高纯石膏被加工成模具石膏或工业制品的填料,化害为利、变废为宝,推动循环经济和可持续发展。目前,公司已开发成功二水-半水法磷酸联产α半水石膏的能量自平衡转晶、窑尾预热生产硅钙钾镁肥、磷石膏制酸“切换式”联产硅钙钾镁肥/水泥等生产工艺技术,建成了年产5万吨转晶法α半水石膏工业化试验装置,该装置生产的α半水石膏P2O5含量小于0.2%、性能达α40标准以上,且节能效果显著。利用磷石膏促进钾长石分解的方法,建成了年产30万吨硫酸联产45万吨硅钙钾镁肥/水泥产业化装置并投入运行,实现了硫酸、硅钙钾镁肥及水泥的一体化、切换式生产。这些装置的建设彻底解决了磷化工生产中的废渣排放的难题,形成多途径、大用量、高附加值、清洁经济的磷石膏综合利用产业格局,构建起上下游一体化的循环经济发展产业链。
(汪家铭)
安徽晋煤中能化工新60万吨/年合成氨智能升级技术改造项目开工
2017年6月20日,安徽晋煤中能化工股份有限公司新60万吨/年合成氨智能升级技术改造项目在安徽省阜阳市临泉县举行奠基仪式。此次开工项目计划投资11.81亿元,建设周期为18个月,预计建成投产后年销售利税将达到2.16亿元。项目立足于节能、环保、控制智能化、国内技术先进化,集中采用了国内先进成熟的粉煤加压气化工艺、空气分离采用新开发的节能液体膨胀技术、等温变换、低温甲醇洗、低压氨合成等行业高端前沿的工艺技术,环保治理技术先进,三废排放量少,处理措施完善。生产过程中排出的可燃性废气,进行利用和处理,节约了能源,减少了污染。污水经污水处理站处理达标后进入中水回用装置作为项目取水,降低了原水取水量,节约了水资源,又减少了污水排放量。对噪音采取了消音、隔声等措施。整套技术改造装置优化布置、自动化程度高、劳动生产率、生产效率高,具有投资省、综合成本低等优势,投产后将产生良好的经济和社会效益,有利于增强企业综合竞争力。
(汪家铭)
泰州市苏扬气体建设碳酸二甲酯及下游系列产业项目
江苏省泰州市苏扬气体开发有限公司近日与湖南岳阳绿色化工产业园签订碳酸二甲酯及下游系列产业项目开发合作意向协议。该项目拟选址岳阳绿色化工产业园长岭片区,总投资15亿元,分为两期工程建设,一期工程用地面积80亩,建设年产6万吨碳酸二甲酯联产4.8万吨丙二醇项目。二期工程建设年产10万吨聚碳酸酯项目,填补了该产业链在华中及西南地区的的战略布局空白。该项目的建设将延伸环氧丙烷的下游产业链,同时,联产的丙二醇又可以供给兴长股份与高桥石化合作建设的年产10万吨聚醚项目作为原料,实现园区内企业产品与原料的相互供给,对于促进岳阳绿色化工产业园产业结构优化升级、延长产业生产链、加快云溪区域经济发展也具有十分重要的意义。
(汪家铭)
新疆心连心能源化工建设二期年产6万吨三聚氰胺项目
新疆心连心能源化工有限公司二期年产6万吨三聚氰胺项目位于新疆维吾尔自治区昌吉州玛纳斯县包家店镇塔河工业园区内。该项目以当地丰富的煤炭资源煤为原料生产尿素联产三聚氰胺产品,采用先进的大型煤气化工艺制备粗合成气,经变换、净化得到满足氨合成要求的精制合成气,合成得到液氨中间产品,再由液氨加工出下游产品尿素。三聚氰胺采用意大利欧技公司的高压非催化生产工艺,年产三聚氰胺6万吨,副产硫磺0.3万吨。生产主体工程主要包括气化、变换及热回收、低温甲醇洗、液氮洗、氨合成及冷冻、尿素及三聚氰胺等装置。辅助及公用工程包括动力站、空分、脱盐水站、污水处理站、煤储运、成品仓库、变配电站、给排水、消防等以及其他工程配套辅助设施。硫回收装置、回用水站、液氨与甲醇罐区等依托一期工程现有设施,其富裕能力可以满足本项目需要。项目厂区总占地面积53.58万平方米,其中在一期基础上新增用地面积46.7万平方米,总投资为65162万元。该项目建设符合国家相关产业政策的要求,位处工业园区,生产过程中对区域环境质量的影响较小。项目由新疆化工设计研究院有限责任公司进行环境影响评价,2017年6月13日,项目发布了环境影响评价公众参与第一次公示,以听取社会各界对该项目建设的环境影响及有关环境保护工作的意见和建议。
(汪家铭)
陕西陕化煤化工60万吨甲醇项目开工建设
陕西陕化煤化工有限公司年产60万吨甲醇填平补齐项目计划于2017年立项并开工,项目位于陕西省渭南市华州区瓜坡镇华州工业园区,已在2016年完成调研,将利用陕化公司已建陕化节能减排技术改造项目中预留一台气化炉及其配套辅助设施和富余气化炉资源,挖潜改造建设年产60万吨甲醇生产装置。目前陕化公司各装置正常生产状态下对甲醇的年需求量约13万吨,均系外购产品。因此公司利用已建现有设施,进行挖潜改造,增建甲醇装置,可为陕化公司提供主要生产原料,实现甲醇原料自给化。
(汪家铭)
格尔木盛典高科化工建设年产2万吨硝基水溶肥等项目
青海格尔木盛典高科化工有限公司年产2万吨硝基水溶肥、2万吨食品级氯化钾、3万吨食品级氯化镁项目位于格尔木昆仑经济技术开发区,地理位置优越,交通条件便利,占地面积26916.58平方米,总投资为5000万元,全部为企业自筹。本项目无生产废水产生,废气主要为粉尘、锅炉烟气等,烘干粉尘采用旋风除尘器+水洗塔处理方法,处理后经15米高的排气筒达标排放。锅炉采用天然气,烟气经8米高的烟囱直接排放,废气污染物对评价区大气环境质量的影响较小。项目建设符合国家相关产业政策的要求,位处工业园区,生产过程中对区域环境质量的影响较小,在严格落实本报告提出的各项环保措施的情况下,从环保角度而言,本项目的建设是可行的。
(汪家铭)
江苏禾友化工实施20万吨/年合成氨节能减排安全环保升级改造项目
江苏禾友化工有限公司20万吨/年合成氨节能减排安全环保升级改造项目位于江苏省宿迁市宿迁生态化工科技产业园南化路28号,投资16126万元。项目将利用原有厂房684平方米,购置合成塔、低变炉、吸附塔、真空泵、三废混燃炉等国产设备141台套,建设一套处理气量70000m3/h的PSA装置、一套节能型φ1800低压合成氨工艺生产装置、两套25t/h三废混燃炉装置及一套双甲工艺生产装置。全部改造工程完成后,吨氨煤耗降低86千克标煤,外供蒸汽720千克,降低电耗216千瓦时,综合能耗降低15.01%,同时对合成氨生产中产生的废气、废水、废渣等废弃物进行资源回收和综合利用。
(汪家铭)
Summary of Water Inlet Accident in LubricationTank of Air Compressor Unit
YaoBai
(HenanEnergyandChemicalIndustryGroupZhongyuanDahuaCo.Ltd.,Puyang457000,Henan,China)
The article is detail described the water inlet accident of lubricating oil tank,it describes the online processing in the premise of no harm to equipment and production safety. And after the accident analysis, summary and related measures taken to prevent and control.
air compressor unit; lubrication tank; water; online processing
