机器人自动化弧焊生产线
2017-09-11叶坤
叶坤
(安川首钢机器人有限公司,北京 100176)
机器人自动化弧焊生产线
叶坤
(安川首钢机器人有限公司,北京 100176)
机器人自动化弧焊生产线是运用机器人、焊接设备和辅助设备自动完成产品焊接过程的生产系统,简称“机器人焊接自动线”。该系统由弧焊机器人、数字化焊机、气动夹紧工装、伺服变位机、搬运机器人、自动化物流设备、自动打标设备、自动化检测设备、PLC控制系统、二维码识别设备、RFID智能识别设备、计算机MES管理系统、数据库软件系统、工装自动切换系统组成,全面实现了汽车零部件的自动化、智能化、柔性化生产。生产线减少了人工干预,提升了自动化水平,同时为稳定产品质量,实现客户定制化生产提供了坚实的保障。阐述机器人焊接自动线的自动化、智能化、柔性化关键技术及如何选择和使用机器人焊接自动线。
机器人自动化弧焊生产线;自动化;智能化;柔性化
1 生产线自动化关键技术
机器人自动化生产线由机器人系统、焊接系统和一系列辅助设备组成。图1为一条汽车底盘机器人焊接自动线,包括焊接机器人12台、搬运机器人3台、自动焊接工装19套、伺服变位机11台、自动检测设备1套、自动打标设备1套、气动移栽系统2套、冷却输送线2条、PLC控制系统9套。
整个生产线的自动化生产过程为:自动工装采用气缸驱动的定位压紧机构定位压紧冲压件,采用焊接机器人和变位机实现产品的自动焊接,工位间物流输送采用气动移栽装置自动输送,下线部分由搬运机器人实现工件自动上下料,工作流程见图2。

图1 汽车底盘机器人焊接自动线布局

图2 机器人焊接自动线工作流程
生产线自动化关键技术主要包括对工件自动定位夹紧技术、机器人自动焊接技术、工件自动搬运。
目前最常用的自动工装是采用气动夹紧技术实现对工件的自动定位压紧。气缸夹紧和打开快捷方便,常用的气动品牌有日本的SMC、CKD,德国的FESTO、TUNKERS,国产的AIRTAC等。夹紧时操作员按顺序先将工件放置到定位点,按夹具夹紧按钮,气缸将工件依次定位夹紧。打开时变位机回转到位,按夹具松开按钮,气缸依次打开。自动工装零件的定位原则是零件上有基准孔采用基准孔定位,无基准孔采用精度要求更高的孔定位。零件无孔或孔精度不好时采用边或面定位。自动工装卸件有两种常用方式:定位销自动退销机构和工件自动顶升机构。此外,对于板厚较大的重型焊接件还会采用液压夹紧技术。
机器人自动焊接技术主要用到机器人与数字化焊机的通讯,目前主要的通讯方式有IO和总线通讯两种方式。其中总线通讯方式常用的通讯协议有Devicenet通讯、Profinet通讯和Profibus通讯等。为实现工件的焊接姿态要求,机器人弧焊系统通常需配置变位机,变位机的主要特点是驱动系统由机器人控制柜进行控制。在使用变位机时,需要机器人控制柜追加外部轴给予支持。变位机的操作与机器人示教一样,可以旋转至任意角度。借助于机器人的外部轴协调功能,可以实现机器人与变位机之间的协调作业,大大缩短机器人系统的作业周期。
工件自动搬运设备目前常用的有工件自动化输送线、气动/电动移栽设备及搬运机器人和行走机构。
工件自动化输送线种类很多,在此列举其中一种积放式输送线,其工作原理如图3所示。输送线含端部升降定位装置两套,中间段上下输送装置各一套。工件放置于输送线托盘上进行定位,输送线分上下两层,上层实现工件输送,下层用于空托盘返回,采用倍速链传动。两端升降装置采用气动或电动,用于托盘的升降、定位。此类型积放式输送线的特点是不管取料端工件是否取走,只要输送线上端托盘未放满均可存放工件,可实现自动线缓存、积放功能。
气动/电动移栽系统属于半自动工件输送设备,如图4所示。采用气动平衡吊或者电动葫芦作为系统主机,升降动作由按钮控制。取料时操作者按动刹车释放按钮,刹车松开,推动设备至取料工位上方,设备触动刹车开关,刹车制动,操作者通过上升下降按钮调节抓具高度到适当位置,操作者手动调整抓具提取工件,按动上升按钮提起工件,按动刹车释放按钮,刹车松开,推动设备将工件放置在中间闲置工位,设备触动中位刹车开关,刹车制动,等待下一工位取料。下一工位操作者按动刹车释放按钮,刹车松开,推动设备将工件移动到下一工位,设备触动刹车开关,刹车制动,操作者通过上升下降按钮将工件放置在下一工位焊接工作台上,退出抓具,并按动上升按钮将空抓具提起,推动设备返回中位并触动刹车按钮,刹车制动,等待下一工件。
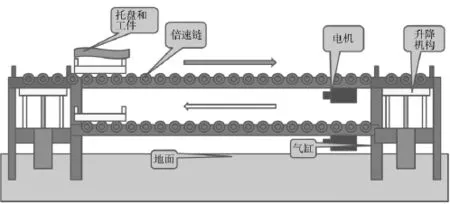
图3 积放式双层输送线工作原理
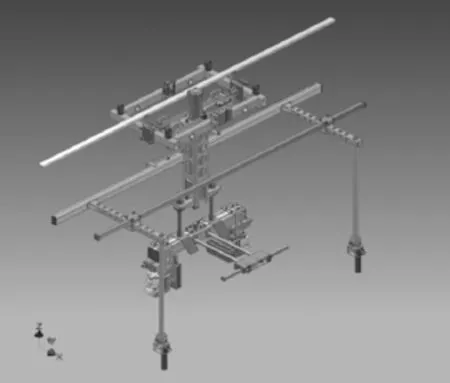
图4 气动式移栽设备
搬运机器人是焊接自动线上下料最常用的方式,其具有无需人工参与、操作效率高、柔性化程度高等特点。因搬运机器人成本较高,为提高搬运机器人的使用率,通常与外部轴驱动的行走机构配合使用,扩大搬运机器人的工作范围,实现多工位自动上下料。搬运机器人带行走机构如图5所示。

图5 搬运机器人带行走机构
2 生产线智能化关键技术
生产线智能化是指通过智能化的感知、人机交互、决策和执行技术,实现制造过程和制造装备的智能化。生产线智能化的关键技术主要包括传感器技术、PLC电器控制技术、工控机生产线管理技术、二维码打标识别技术、RFID智能识别技术和自动检测技术。
机器人自动化生产线应用的传感器主要有磁感应接近开关、光电式传感器、气缸磁性感应开关、行程限位开关等。磁感应式接近开关的原理是霍尔效应,主要用于焊接夹具和抓手等工装上工件的有无检测;光电式传感器常用于输送线上的工件到位检测;气缸磁性感应开关主要应用于气缸夹紧、松开检测;行程限位开关用于移动组件到位检测。这些传感器将检测结果传输给PLC,PLC则根据检测结果快速判断生产线的当前状态和下一步所需要执行的动作。
目前焊接自动生产线上常用的PLC控制系统有三菱PLC控制系统、欧姆龙PLC控制系统、西门子PLC控制系统、AB PLC控制系统等。PLC电气控制系统采用集中监控、分散控制的原则,整个控制系统可依据实际情况分成多个子控制系统,在各控制部分中,采用设备层和控制层的典型控制模式,能够实现设备安全运行,反应迅速,及时提供生产线状况和设备运行状态,快速提供故障信息,便于检修。通常每一个机器工作站由单独的PLC系统控制,主要包含:PLC主控制柜、机器人控制柜、可编程安全继电器、带触摸屏的操作盒、双手启动盒、远程端子箱、水气控制盘、安全防护装置等。机器人焊接生产线电器控制系统组成如图6所示。

图6 机器人焊接生产线电器控制系统组成
控制系统需灵敏可靠,故障少,安全且操作和维护方便,并具有手动、自动快速切换功能。夹具上的气缸及工件到位传感器均由PLC控制。系统能自动检测工件的装卡情况,并有防错措施,工件装卡不到位或未压紧、装错时,系统能自动报警,不执行下一步动作。控制系统PLC具有自动控制、检测、保护、报警等功能,在系统运行过程中出现故障时能自动报警并停机。PLC系统监控机器人工作站的压缩空气压力、保护气流量、焊丝等状况,若无压缩空气或保护气流量不足时,实现异常报警并停机;当变位机旋转时,有人通过光栅进入装卸工件工位时,系统立即停止运行并报警。能显示机器人的运行状态、外围设备运行状态、安全故障模式及故障诊断等信息,故障诊断信息及具体发生故障的部位均能显示在触摸屏上。
工控机生产线管理系统主要是由生产线上位工控机和各工作站进行通信,实时监测生产线信息、水电气能源消耗等情况、以及焊接电流、电压。上位机通过工业以太网连接各功能部分的PLC及机器人,PLC和工控机通过OPC交换数据,当PLC发生数据更新时,通过OPC自动将数据发往工控机本地服务器,工控机按照与车间MES约定好的格式编制数据并以消息方式发给车间MES系统。车间MES系统可以要求工控机重新发送其要求的消息。
焊接生产线管理系统能够从PLC采集运行数据、故障信息等,并将相关信息存储在数据库中,远程调用数据,实时检测运行状态。系统能直观、实时、正确地显示整条线上全部监控对象的工作状态及运行参数,并进行相应操作,信号的显示能够进行分类和排序,主次分明,主要包括:运行模式,累计产量、工位操作状态、工位生产节拍统计,输送循环时间等信息作为生产调度调整的依据;报警处理功能,系统能自动检测并报告整条线的异常情况,包括报警显示、报警等级、报警确认、报警配置、报警查询等功能;对故障和停机进行分类统计;对操作模式变化的状态记录;系统可根据需要方便、快捷地查询所有存贮的各种历史数据;系统可对报表的样式、报表的内容进行灵活自定义,进而查询用户所关心的报表;监测焊机,焊机通过D-NET网络连接至PLC系统,触摸屏上精确显示焊机的当前状态,实时的电压、电流值、压缩空气及焊接保护气消耗总量,方便客户查看统计。焊机状态及能耗显示界面如图7所示。
二维码打标识别技术、RFID智能识别技术和自动检测技术主要应用于机器人焊接自动线工件相关信息的管理与传输。
二维码打标目前常用气动打标、电动打标、激光打标三种形式,前两种打标深度大、识别容易,但噪音大、效率低;激光打标技术效率高,对工件表面尺寸要求不高,但要求电泳后识别率的不建议采用激光打标技术,采用电动打标尤其是气动打标会产生很大噪音,需要设置在封闭式隔音房中,以免对操作人员造成噪声伤害。
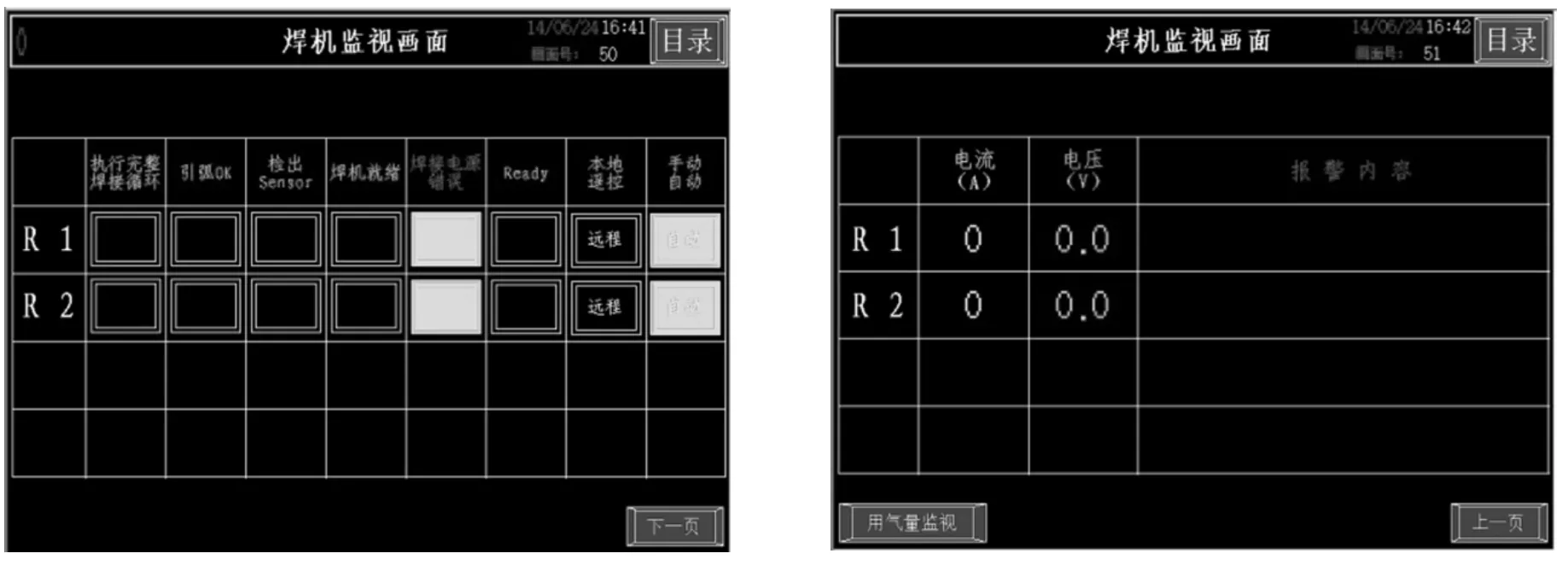
图7 焊机状态及能耗显示界面
二维码主要应用于零部件和焊接总成,可将零部件的身份、焊接参数、生产信息存储到二维码中,便于后续查询和管理。焊接总成打标常用于检测工位前,来确立焊接总成零件的身份,并在后续的检测中将该工件的检测信息传输到该二维码中。
自动检测技术常用于机器焊接自动线下线工位前的尺寸公差检测,以免不合格件流入到生产环节。
RFID智能识别技术应用于工件下线工位。由生产线工控机生成工件编码信息,将该信息打包通过RFID射频技术发送给下料框接收端,再通过AGV小车将下料框转运到后续工位。
3 生产线柔性化关键技术
机器人自动化生产线的所谓柔性化就是同一条生产线可以生产多种产品,产品切换时间短,切换后生产准备时间短。柔性化的关键技术是如何实现工装的快速切换。
图8 气缸插销半自动快换形式
目前,按工装切换范围可分为部分组件快换和整体工装快换。部分组件快换在消声器焊接夹具、底盘焊接夹具和车桥焊接夹具上均使用较广,主要用于产品主定位基准不变,存在焊接多种小件的情况。夹具必须进行模块化设计,将需要快换的定位单元设计到一块基准板上。夹具快换单元的电路和气路需要设计成快换形式,并采用航插形式智能识别不同的快换单元。部件快换单元的主要形式有插销机构加快松垫片形式和涨销形式的零点定位系统。
整体工装快换按切换自动化程度又可分为半自动化柔性生产线和全自动化柔性生产线。半自动快换形式(见图8)主要借助于手动夹具快换小车(见图9)人工辅助进行夹具快换。
全自动快换柔性生产线如图10所示,主要由夹具和变位机快换接口、夹具立体存放库和夹具自动快换小车组成。工作站两端均设置卷帘门,一端进行夹具快换,另一端人工装卸件。
变位机与夹具采用快换模块连接如图11所示,变位机与夹具侧均配备气/电快换模块。将机器人放置到变位机上,变位机与夹具的连接采用ATC快换形式,可实现夹具的快速切换。
4 机器人焊接自动线的选择和使用
随着国内汽车行业自动化水平的提高,各大厂家纷纷采购机器人焊接自动线,但往往生产线不能达到预期的生产效率。原因是对自动线认识不足,机器人焊接自动线虽然能提高生产效率,但如何使用和选择好生产线、提高生产效率,主要包括“人”“机”“料”“法”四个方面。
(1)“人”是指生产线操作人员、设备维护人员的专业水平。因为自动线上使用了大量的机器人、变位机、自动夹具、自动物流设备以及PLC控制系统,因此对操作者和维护者的专业水平提出了更高的要求。机器人焊接自动线需要按使用要求进行定期的维护保养,这关系到生产线的使用寿命和故障率。在设备产生故障时需要进行准确的故障排查,减少停产时间。

图9 手动夹具快换小车
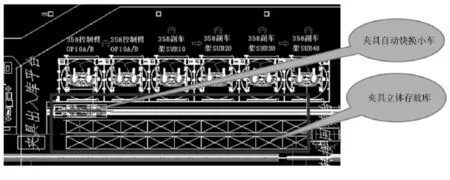
图10 全自动快换柔性生产线

图11 全自动柔性线夹具及变位机快换接口
(2)“机”是指机器人焊接线的设备选择。自动化生产线设备之间均存在联动关系,因此某一环节出现问题,可能导致全线停产,因此设备品牌的选择和匹配尤为重要。
(3)“料”是指焊接冲压件质量。机器人焊接自动线对冲压件的一致性、冲压件匹配后焊道的一致性及焊缝间隙要求更高,因此建议厂家在选择机器人焊接自动线时先要提高自身的冲压件水平。
(4)“法”是指生产线方案选择和工艺规划。在选择机器人焊接自动线方案时需要考虑以下方面:
a.首先机器人焊接自动线较独立的机器人焊接站成本投入高,生产线制造周期长,对冲压件的质量要求高。因此对于产品结构简单、工艺要求简单、生产节拍长、冲压件质量差、预算少、工期短的项目建议采用独立机器人焊接站;对于产品工艺复杂、节拍短、投入高、周期长,要求操作工数量少的适合机器人自动焊接线。
b.其次,根据产品的长期规划和物流形式考虑不同的规划方案。例如一条十万产能的生产线,既可以考虑一次规划成十万产能生产线,也可考虑规划成两条五万产能的生产线。在物流形式上也需要根据客户现场的厂房布局考虑采用双边物流还是单边物流,下料从一端下料还是从中间下料。具体采用哪种方案形式,需要根据设备投资、操作人员数量、占地面积、自动化水平综合考虑。这里主要提一种情况,对于采用双工位A/B面相同夹具的方案,需要考虑A/B面夹具的加工制造误差带来的调试误差,若组合较多则需要考虑将A/B面夹具焊接工件进行区分,避免A/B面夹具混线生产造成产品质量不稳定。
c.最后,自动线在规划时还需考虑缓存和产品的冷却,缓存主要是为了减少自动线停线次数,冷却是为了减少焊接变形对产品质量的影响。
几种常用的自动线布置方案如图12所示。
规划机器人焊接自动线工艺时需考虑以下方面:
(1)首先是工艺规划时应考虑各工序的节拍平衡,因为自动线中只有各工序生产节拍整条生产线利用率才能达到最大,方案布置时尽量避免瓶颈工序增加生产线的等待时间。
(2)其次是减少每一工序焊接时零件的数量,焊接量过多产生的焊接变形会导致夹具的设计困难,自动工装焊接完工件无法打开,以及工件焊接变形导致尺寸位置偏差,工件无法自动传输等问题。
在进行工艺分序时需要考虑工件的焊接顺序,保证所有的焊道均可实现最佳的焊接姿态;将具有相互位置关系的零部件放到同序焊接;将焊接变形影响大的关键零部件放到后序焊接,以减少焊接变形对尺寸的影响。
5 展望
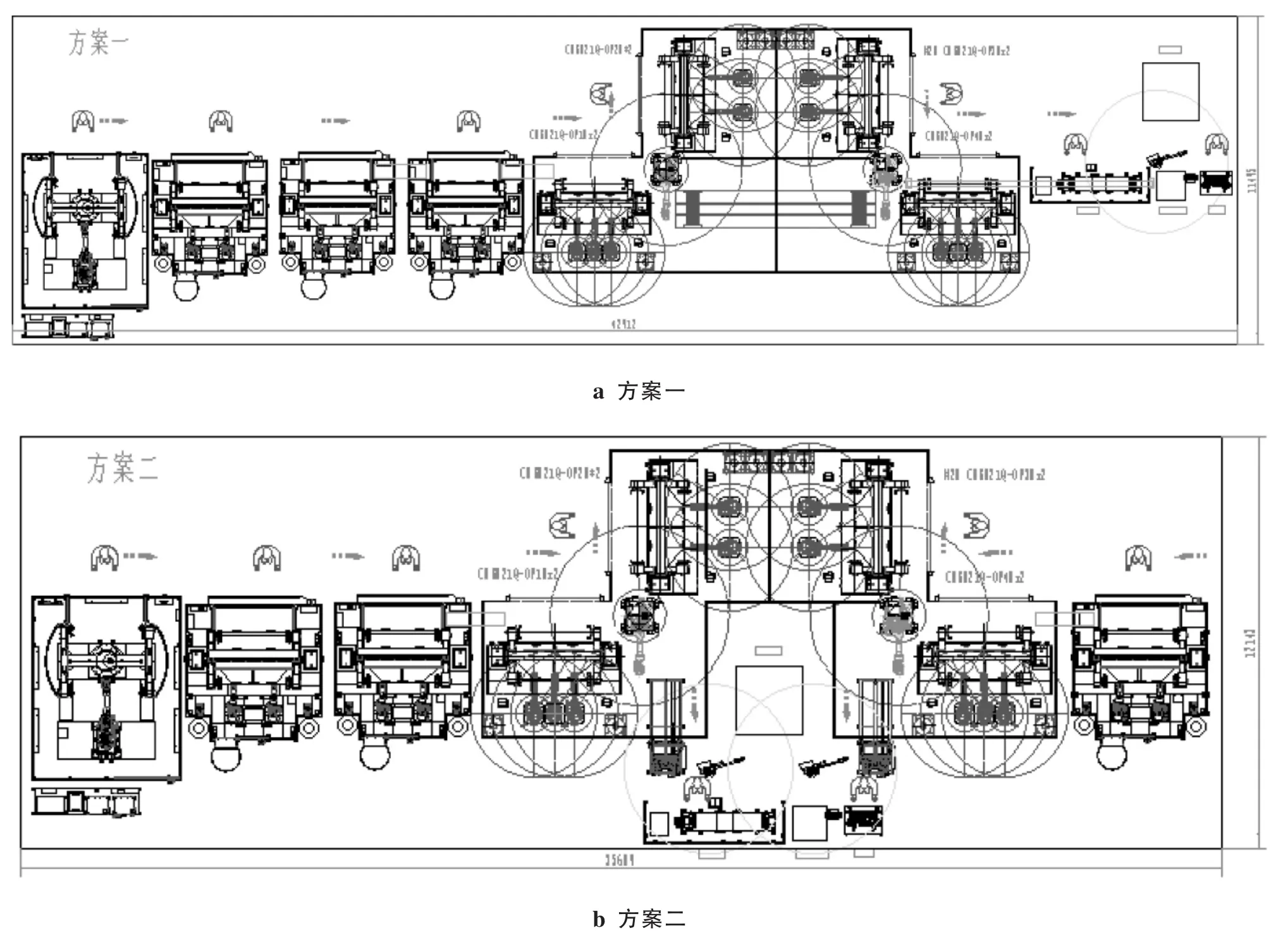
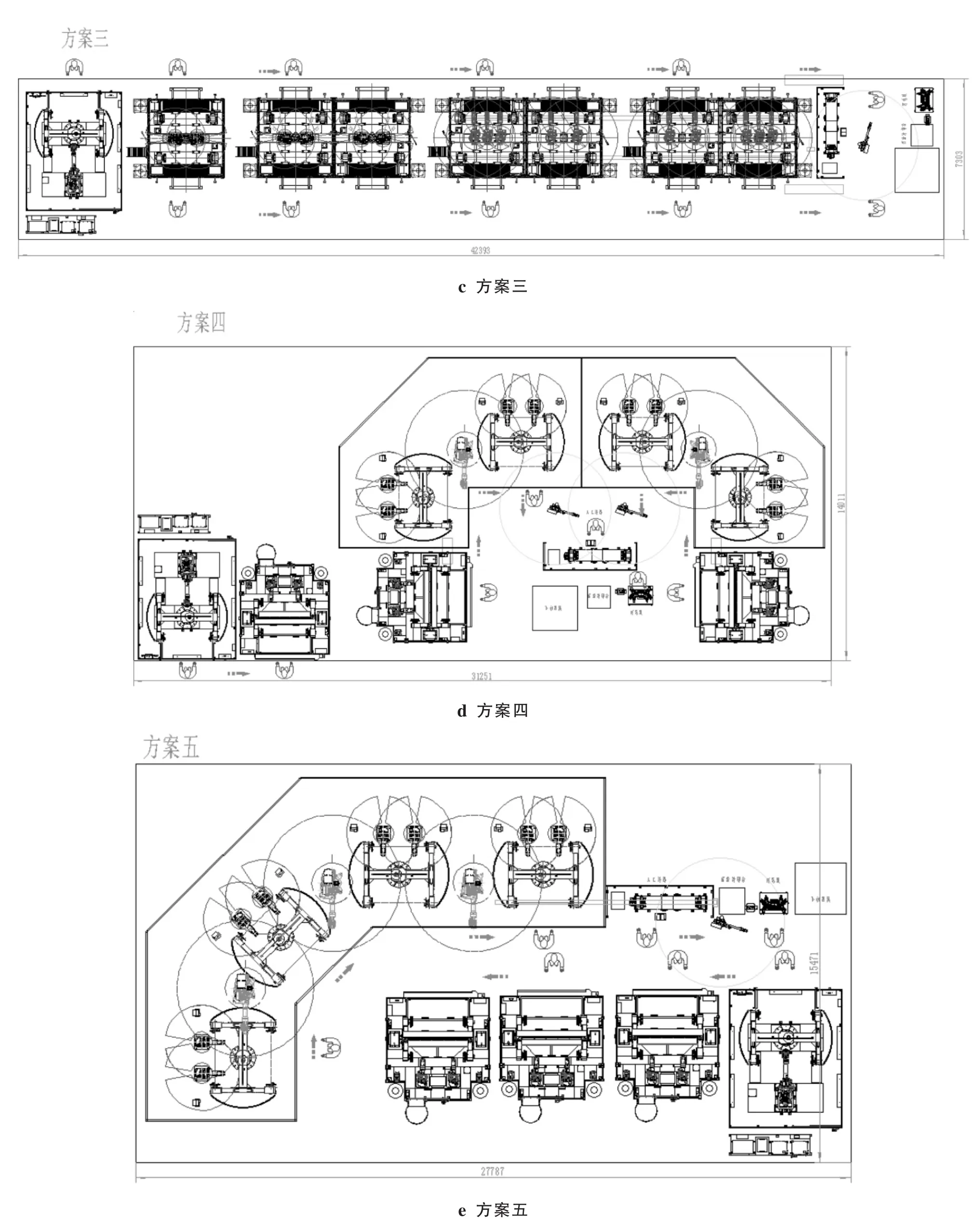
图12 机器人焊接自动线方案布置
随着中国汽车消费水平的不断提高、市场的不断增长,中国的汽车产业处于经历飞速发展的阶段,各大国际知名汽车品牌纷纷在国内投资建厂,围绕这些汽车主机厂的知名汽车零部件生产厂家也相继在国内建厂并不断投入新的生产线,国内的汽车厂商如长城汽车、长安汽车、吉利、比亚迪等也纷纷推出自主研发的新车型、扩大生产规模。中国的汽车零部件生产厂家急需质量稳定、自动化程度更高的机器人生产线。在这样的需求之下,自动化、智能化、柔性化机器人自动生产线必将引领中国汽车零部件产业迈向工业4.0、中国制造2025的新阶段。
Robot automatic arc welding line
YE Kun
(YASKAWA Shougang Robot Co.,Ltd.,Beijing 100176,China)
Robot automatic arc welding line is a production system which uses robot,welding equipment and auxiliary equipment to automatically complete the welding process of products,which is called"robot welding automatic line".The system is composed of digital welding machine,welding robot,pneumatic clamping fixture,servo positioner,handling robots,automatic logistics equipment,automatic marking equipment,automatic test equipment,PLC control system,two-dimensional code recognition equipment,RFID equipment,MES computer intelligent identification management system,database system,software tooling automatic switching system composition,the full realization of the automation,intelligent and flexible production of auto parts.The production line reduces manual intervention and improves the automation level.At the same time,it provides a solid guarantee for stabilizing product quality and achieving customized production.The automatic,intelligent,flexible key technology of robot welding automatic line and how to choose and use robot welding automatic line are expounded.
robot automatic arc welding line;automation;intelligence;flexibility
TG409
A
1001-2303(2017)08-0030-08
10.7512/j.issn.1001-2303.2017.08.06
2017-07-28
叶 坤(1981—),男,高级工程师,学士,主要从事工作机器人系统非标项目管理工作。E-mail:yekun@ysr-motoman.cn。
本文参考文献引用格式:叶坤.机器人自动化弧焊生产线[J].电焊机,2017,47(08):30-37.
