氨基与MCM-41改性石墨电极氧化还原染料酸性红G
2017-09-08沙海涛吴云海
沙海涛, 吴云海, 方 鹏
(河海大学环境学院, 江苏 南京 210098)
0 引言
随着工业生产和人类社会的迅猛发展,环境污染问题日益加重,尤其是工业废水中有毒有害物质的种类和数目都在飞速增加,严重制约人类社会的可持续发展。染料废水占工业废水的比重很大,具有污染物的浓度高、色度大、毒性强、成分复杂、可生化性很差以及处理难度极大等特点[1-2]。传统的生物处理技术很难有效的处理工业染料废水,因为其对微生物具有很强的毒害作用,对水环境安全甚至是人类的健康都造成了严重的威胁[3]。
近年来,国内外的专家学者都高度关注利用高级氧化技术来处理含有有毒有害污染物的染料废水,尤其是电催化氧化技术。电催化氧化技术一般可以在常温常压条件下进行,通过改变电极和电解液的固/液界面电场来实现有效控制电化学催化反应的降解速率和效果[4-5]。并且,因为对工业染料废水目标污染物的降解反应主要发生在电化学反应器中的阳极区,那么对电催化电极材料及其改性的研究是强化电化学催化降解染料废水的一个研究热点。
目前很多电极或改性电极的价格昂贵,很不适用于实际应用,或者在电化学反应的过程中需要额外添加试剂促进反应进行,容易带来二次污染,因此都不易推广使用。石墨的理论比容量高,资源丰富,价格便宜,导电能力很强,具有良好的物理和化学稳定性,因此被广泛使用作为电极,在过去的几十年里一直被用作商用锂电池的主要负极材料[6]。
本实验用有序介孔材料和氨基改性后的石墨电极(NH2-MCM-41/C)作电极,通过电化学氧化的方法,研究该电极对酸性红G的去除效果。本文通过对电压、pH值、电解质浓度、电流密度、电极间距和反应时间等参数的讨论,从而得到去除效果最优的反应条件。
1 实验
1.1 实验装置,试剂和仪器
反应装置见图1。本研究中的反应装置无隔膜的电解池,是由一个直流稳压电源、电解池、阳极(有效面积:2 cm × 2 cm=4 cm2)、阴极 Pt电极、磁力搅拌器组成。电源的正极和负极分别由电导线与阳极和阴极相连。
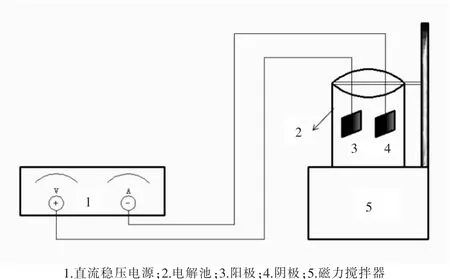
图1 反应装置
实验所用试剂包括:AR1染料,分析纯;HCl,分析纯;NaOH,分析纯;NaCl,分析纯;K2Cr2O7,分析纯;Pt丝电极;正己烷 ,分析纯;MCM-41,分析纯;聚环氧乙烷,分析纯;3-氨丙基三甲氧基硅烷,分析纯。
实验所用仪器有JC172/173直流稳压电源:杭州精测;90-4数显控温磁力搅拌器:上海振荣;UV-1201紫外分光光度计:北京瑞利;AW320电子分析天平:日本岛津;SAGA-10超纯水器:上海赛鸽;SKF-6A超声波清洗仪:上海科导;DHG系列智能恒温干燥箱:上海景迈;JENCO model 6010 pH计:上海任氏。
1.2 改性电极的制备
1.2.1 石墨片电极的预处理
采用的石墨板尺寸为2 cm×2 cm,首先用砂纸对石墨片进行打磨使其表面光滑平整,然后将石墨片至于浓度为2.0 mol/L的NaOH溶液中浸泡60 min,温度为70℃;碱洗后,将石墨片用蒸馏水冲洗干净,并干燥;随后将石墨片置于浓度为1.0 mol/L的HCl溶液中浸泡20 min;然后用蒸馏水冲洗干净,并在65℃的条件下烘干,待用。
1.2.2 NH2-MCM-41/C电极的制备
在本研究中,NH2-MCM-41的制备是依据HEIDARI等[7]的研究,具体步骤是:准确称量2.5 g已经干燥的MCM-41及2.5 g 3-氨丙基三甲氧基硅烷(APTS),加到含有50 mL正己烷的烧瓶中,常温冷凝6 h,过滤,用正己烷多次冲洗,然后用烘箱在105℃下干燥24 h,冷却,贮存至干燥器中以备用。取0.5 g已制备好的NH2-MCM-41和0.1 g聚环氧乙烷溶解于20mL的蒸馏水中,并搅拌均匀,将预处理后的石墨片也置于上述混合液中,在超声消解仪中震动20 min后取出石墨片,自然干燥。
1.3 试验方法
取0.2 g的染料 AR1粉末,加入2 000 mL蒸馏水中,配制模拟的阴离子染料废水。量取300 mL的AR1模拟染料废水溶液于电解池中,以NH2-MCM-41/C电极作为阳极,Pt电极作为阴极。选择NaCl为电解质,采用HCl和NaOH作为pH缓冲剂来调节电解液的pH值,总电解时间为120 min。
通过电化学氧化降解阴离子染料废水的单因素实验,分析电化学体系的电压、电解液pH值、电解质浓度、电流密度、电极间距和反应时间等来考虑其对降解实验的影响,得到不同反应条件下的降解效果,通过正交试验以确定最佳工艺条件。
1.4 实验分析
本实验通过染料的脱色率和COD的去除效率来表征电化学降解染料废水的处理研究。
用UV-1201分光光度仪测定反应前后染料废水的吸光度,从而可以计算染料的脱色率。采用国标(GB 11914—89)重铬酸钾法测定COD浓度,从而计算COD的去除率。
2 结果与讨论
2.1 电压对降解AR1染料的影响
电压是电化学氧化效率的重要影响因素之一,因为电解液中的HClO,ClO-等活性基团的产生速率和数目很大程度是是由电压的大小来决定的[8]。
在电解液中的AR1染料质量浓度为100 mg/L,溶液pH值为7,电流密度为15 mA/cm2,NaCl质量浓度为4 g/L,电极间距为1.2 cm,反应时间为90 min的实验条件下,研究NH2-MCM-41/C电极降解染料过程中,电压对AR1染料和COD去除效果,见图2。
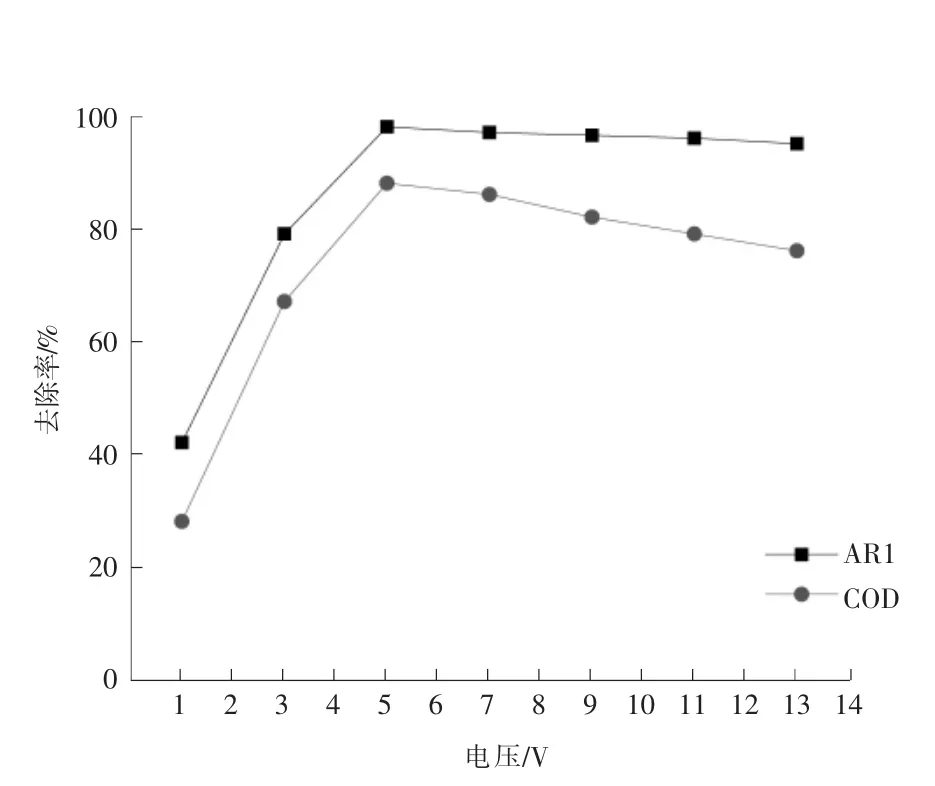
图2 电压对AR1和COD去除率的影响
由图2可知,在NH2-MCM-41/C电极作阳极降解AR1染料废水时,电压从1 V上升至5 V的过程中,染料和COD的去除率也随之变大;因为电压的升高促进了活性基团的产生速率,使得活性基团的数目更多,从而氧化降解更多的染料分子。而当前者电压超过7 V,后者电压超过5 V的时候,析氧反应和析氨反应也随之增强,对电化学氧化降解染料分子的过程产生了一定的抑制作用。
2.2 pH值对降解AR1染料的影响
在电解液中的AR1染料质量浓度为100 mg/L,电压为5 V,电流密度为15 mA/cm2,NaCl质量浓度为4 g/L,电极间距1.2 cm,反应时间为90 min的实验条件下,NH2-MCM-41/C电极降解染料的过程中,pH值会影响AR1染料和COD去除率,见图3。
图3 pH值对AR1和COD去除率的影响
由图3可知,电化学反应体系电解液中的染料和COD去除率随着pH值的升高呈现出先增高后降低的趋势。在不同的pH值条件下,电解液中的活性基团存在形式有差别,在NaCl体系中,pH值呈中性,那么电解液中的活性基团主要以HClO的形式存在;在HCl体系中,pH值呈酸性,那么电解液中的活性基团主要以Cl2的形式存在;在NaOH体系中,pH值呈碱性,那么电解液中的活性基团主要以ClO-的形式存在。而氧化能力排序为Cl2〉HClO〉ClO-,从而合理解释了中性和偏酸性环境更适宜于石墨板电极电化学降解AR1染料的现象。在pH值为7的时候,电化学体系对染料的去除率最高,达到99.8%。造成该现象的原因是:当pH值为酸性时,虽然HClO的氧化能力最强、标准电势最高,但是其对NH2-MCM-41/C电极表面的NH2基团会产生一定的破坏作用,在一定程度上会阻碍改性电极表面对染料分子的吸附控制,降低去除效果。
2.3 电解质浓度对降解AR1染料的影响
电解液中的AR1染料质量浓度为100 mg/L,电化学体系的电压为5 V,溶液pH值为7,电流密度为15 mA/cm2,电极间距为1.2 cm,反应时间为90 min的实验条件下,研究NH2-MCM-41/C氧化还原染料过程中,不同浓度的电解质对AR1染料和COD的去除效果影响,见图4。

图4 电解质浓度对AR1和COD去除率的影响
由图4可知,随着NaCl的增加,AR1和COD的去除率都呈现先增加后降低的趋势。在NaCl质量浓度达到4 g/L时,去除率达到最高。因为NaCl的增多可以有效的提高电解液的导电性;一方面,NaCl的增加可使得电解液中的阴阳离子数量增多,提高电解液的电导率,提高电化学反应过程中的电子传递效率[9];另一方面,Cl-的增多会降低析氯电位,当在酸性或偏酸性溶液中,染料分子的偶氮双键、苯环和萘环等结构的被破坏速度会随着活性基团浓度的增大而加快[10]。
然而,随着NaCl浓度的进一步加大,AR1和COD的去除效率都呈现下降的趋势,是因为当Cl-的浓度过高时,其扩散速度将超过电流的传质速度,导致Cl-在工作电极表面的吸附量降低,导致绝大多数的Cl-不能被氧化成活性基团,从而使得电化学降解AR1染料的降解效果变差[11]。
2.4 电流密度对降解AR1染料的影响
在电解液中的AR1染料质量浓度为100 mg/L,电化学体系的电压为5 V,溶液pH值为7,NaCl质量浓度为4 g/L,电极间距1.2 cm,反应时间为90 min的实验条件下,分别在不同的电流密度(5,10,15,20,25和30 mA/cm2)条件下进行电化学反应。NH2-MCM-41/C电极作为阳极降解染料过程中AR1染料的去除率在不同电流密度下的随反应时间的变化情况见图5。
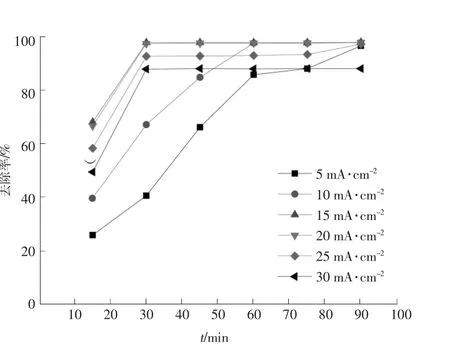
图5 电流密度对AR1去除率的影响
由图5可知,当电化学反应体系的电流密度为15和20 mA/cm2时,反应在30 min时刻左右,AR1染料的去除率几乎达到100%;而当电流密度为5 mA/cm2时,反应在90 min时刻左右,AR1染料的去除率才达到98%。说明增加电流密度可以提高AR1染料的降解效果,可能是因为电流密度的增大可以促进H2O2和HO·的产生速度和数量,有利于间接氧化降解反应的进行。但是,电流密度过大也会存在弊端,即会导致阳极上的析氧反应会增强,抑制直接氧化反应的氧化效率,反而增加了对电能的消耗。综合考虑电化学反应中的去除率、氧化效果和电能消耗等3个方面,最合适的电流密度为15 mA/cm2。
2.5 电极间距对降解AR1染料的影响
在电解液中的AR1染料质量浓度为100 mg/L,电压为5 V,溶液pH值为7,电流密度为15 mA/cm2,NaCl质量浓度为4 g/L,反应时间为90 min的实验条件下,不同大小的电极间距会影响NH2-MCM-41/C电极对AR1染料和COD的去除效果,见图6。
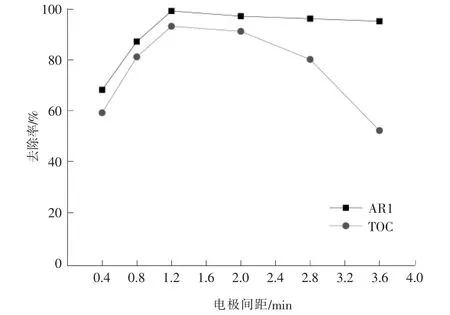
图6 电极间距对AR1和COD去除率的影响
由图6可知,当电极间距为1.2 cm时,AR1染料和COD的去除率均达到最大值,分别为99.8%和93.4%;而当电极间距从1.2 cm增大到3.6 cm,AR1染料和COD的去除率分别降低了1.6%和38.2%。染料和COD去除率降解上升后下降的原因,是因为电极间距增大,电阻变大,电流减小,电子的传递速率降低;电极间距减小,电阻减小,电流变大,在相同的时间里产生的活性基团速率和数目变多,从而对AR1染料的电化学氧化降解的能力也更佳。
2.6 反应时间对降解AR1染料的影响
为了分析NH2-MCM-41/C电极作阳极电化学反应中电解时间对AR1染料的降解效果影响,本研究分别对电化学反应进行至5,10,20,30,60,90 min这6个时间点的电解液的染料浓度和TOC浓度进行监测,实验条件为:电解液中的AR1染料质量浓度为100 mg/L,电压为5 V,溶液pH值为7,NaCl质量浓度为4 g/L,电流密度为15 mA/cm2,电极间距1.2 cm。见图7。
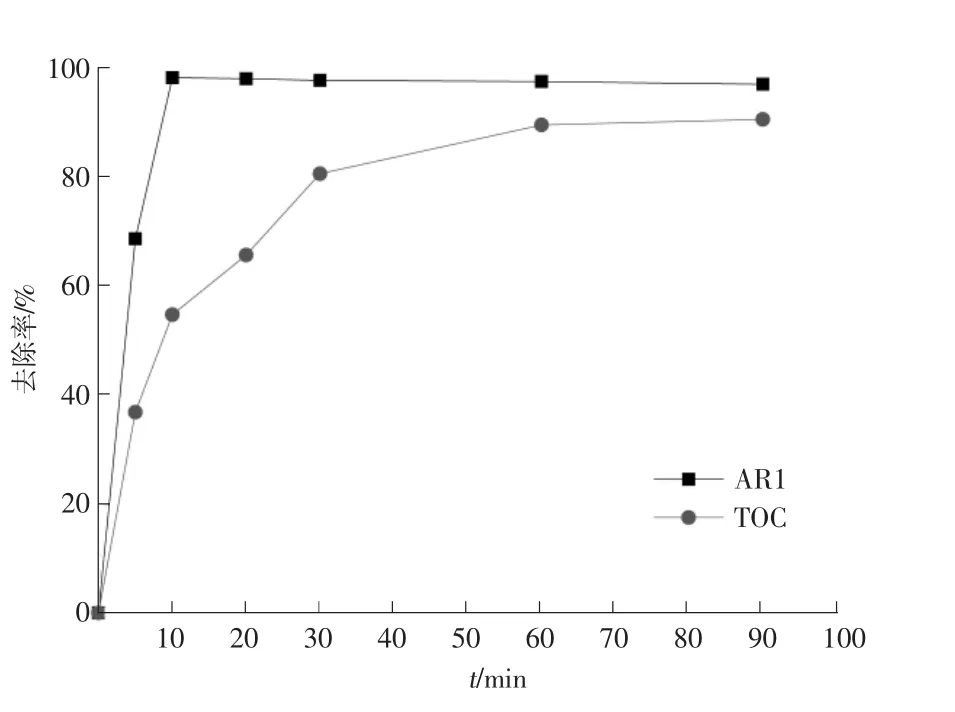
图7 AR1和TOC去除率随反应时间的变化
由图7可知,当反应进行至30 min时,AR1染料的去除率达到99.8%,而TOC的去除率仅56.7%;而当反应进行至60 min时,AR1染料的去除率几乎达到100%,同时TOC的去除率达到92.3%。图7说明了,染料的完全去除并不定代表其已经被完全矿化。然而想要达到很高的矿化度,一方面需要耗费大量的时间,另一方面需要耗费更多的[12-13]。
3 实验优化
对NH2-MCM-41/C电极作阳极的电化学氧化降解AR1染料废水的实验条件最优化,以染料的去除率为考察目的,实施L9(34)正交试验,以获得最佳反应条件。
本正交试验的各个因素及其水平见表1,正交试验的结果见表2。
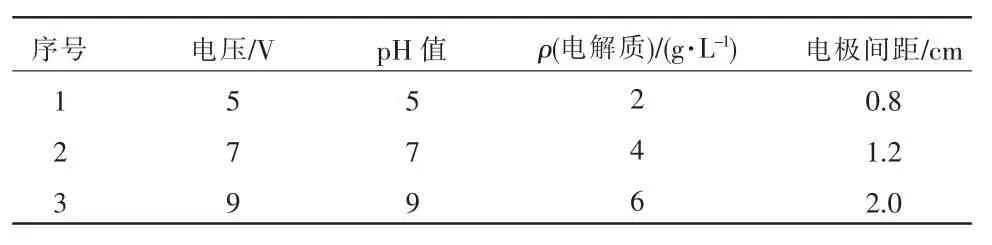
表1 L9(34)正交实验的因素水平
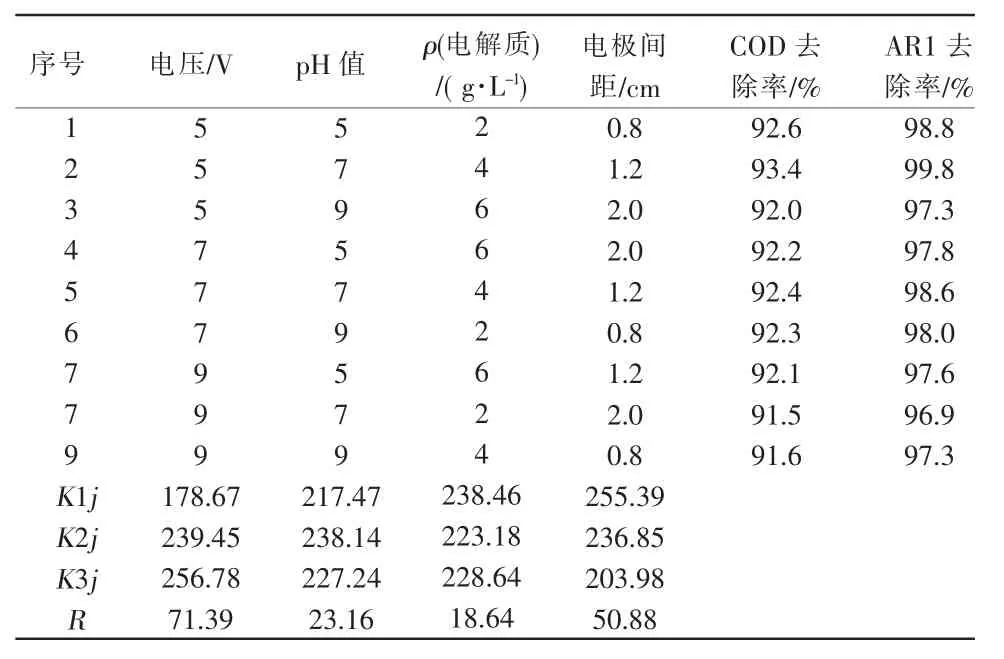
表2 正交实验的结果
结果显示,实现染料去除率最大化的实验条件为:电压为5V,电解液pH值为7,电解质NaCl质量浓度为4g/L,电极间距为1.2cm,电流密度为15mA/cm2,反应时间为60 min。另外,从实验所得的极差R可知,对染料去除率影响作用由大至小的顺序为:电压〉电极间距〉pH值〉电解质NaCl质量浓度。
4 结论
(1)在 NH2-MCM-41/C电极的电化学反应中,电化学体系中的电压、电解质NaCl质量浓度和电流密度的升高会增强整个反应对染料的降解能力,但上述因素如果过高也会对反应产生抑制作用;pH值为中性时,能达到最大的降解效率;适当的减小电极间距有利于反应增强染料去除效率。
(2)实验结果表明,NH2-MCM-41/C电极的电化学反应降解染料达到最佳值的实验条件为:电压为5V,电解液pH值为7,电解质NaCl质量浓度为4g/L,电极间距为1.2 cm,电流密度为15 mA/cm2,反应时间为60 min。
(3)通过正交试验,可以发现在电化学降解染料过程中,电压对染料去除率的影响最为显著,其次为电极间距和pH值的大小,电解质浓度对染料降解率的影响最低。