波形钢腹板T型焊缝质量相控阵检测方法
2017-09-03王志刚孙万红方多发周昌玉李秋锋
王志刚, 孙万红, 方多发, 周昌玉, 李秋锋
(1. 南昌市建筑科学研究所, 南昌 330019;2. 南昌航空大学 无损检测技术教育部重点实验室, 南昌 330063)
波形钢腹板T型焊缝质量相控阵检测方法
王志刚1,2, 孙万红1, 方多发1, 周昌玉1, 李秋锋2
(1. 南昌市建筑科学研究所, 南昌 330019;2. 南昌航空大学 无损检测技术教育部重点实验室, 南昌 330063)

波形钢腹板T型焊缝缺陷将对大跨度钢结构桥梁的安全运行产生巨大隐患,但目前仍然没有一种有效可靠的无损检测方法对其进行质量检测。根据具有一定曲率且阻碍探头移动的波形钢腹板T型焊缝结构特点,提出超声相控阵检测技术。首先通过对相控阵检测理论进行分析,并与常规超声检测方法比较,该检测技术可通过图像直观显示检测结果,并可获得更高的检测灵敏度和检测效率;然后根据实际波形钢腹板结构设计和制备了含不同类型缺陷的试样;最后采用相控阵检测技术对试样进行检测。检测结果显示与试样缺陷参数比较吻合,进一步验证了该方法的有效性和可靠性。
波形钢腹板; 超声相控阵; T型焊缝; 声束偏转和聚焦
0 引 言
新型大跨度桥梁结构中,传统的预应力混凝土箱梁结构已经不能满足大型桥梁的承载要求,现在逐渐被波形钢腹板组合箱梁结构取代。这种结构形式的桥梁自重大大减轻,而且这种结构纵向刚度较低,波形钢腹板具有不抵抗轴向力的特点,产生的次内力较小,可使预应力有效地加载于混凝土翼缘板,从而可以提高预应力的效率[1-3]。这种新型钢腹板结构是20世纪70年代由法国Campenon Bernard公司首先提出,并于1986年建设了世界第一座采用这种新型结构形式的桥梁——Cognac桥。该新型结构出现后即受到了各国的广泛关注,相继对这种波形钢腹板组合箱梁桥开展了研究,并分别用该新型结构先后建设了大跨度桥梁[4-5]。我国对于该新型结构的研究起步较晚,20世纪90年代后才开始对该新型结构的静动力特性、钢腹板方案设计、桥面板有效宽度、剪力连接件等开展了理论和实验研究,经过十几年的探索,采用该新型结构先后设计和建设了江苏淮安长征桥、青海三道河桥、河南泼河大桥、重庆永川大堰河桥和南昌朝阳大桥等大跨度桥梁[6-8]。
但是,随着该类新型结构桥梁的建设数量的不断增多,随之带来的建设和使用质量保障问题越来越受到关注。波形钢腹板PC箱梁是整体桥梁结构中的主要受力部件,而波形钢腹板又是PC箱梁结构主要受力构件,因此波形钢腹板的加工和安装质量对于箱梁乃至整个桥梁使用安全和寿命至关重要,如果发生质量问题,可能带来灾难性后果。目前常用的无损检测方法主要有超声、射线、磁粉、涡流等检测方法,但是磁粉和涡流检测方法只适应于表面缺陷的检测,对于内部危害性大的缺陷无能为力;而射线检测不仅设备昂贵、不便携带,且可能对人体造成一定危害,而且根据射线穿透能力,一般对于厚度大于等于30 mm的钢板工件不适合采用射线检测方法[9-11];超声检测方法凭着穿透力强、能量大、检测效率高、检测仪器简单便携、成本低等优势,一直被广泛应用。本次研究对象为波形钢腹板与翼缘板角接焊缝,类似于具有波形腹板的T形焊缝,由于波形钢腹板安装后,只能在腹板上进行超声检测,所以只能采用横波斜入射检测方式。对于具有波形状检测面对象,常规超声脉冲反射法存在很大的局限性,超声探头检测时,由于波形钢腹板有曲率,通常需要补偿修正,同时耦合不稳定会对焊缝移动扫查造成很大的检测误差,而且T型翼缘板上有栓钉,将阻碍探头的移动及有效的检测区域,可能存在定位、定量及对危害性缺陷漏检等一系列的问题。而超声相控阵检测技术具有更好的应用前景,其在T型焊缝检测中已表现出极大的潜在优势,是目前研究的热点[12-13]。该检测技术是利用对多个超声阵元进行电子延时控制,实现对超声波束偏转方向和聚焦位置的灵活控制,该方法具有良好的声束可达性,不仅可以完成不规则和复杂工件检测,且检测速度快、效率高,图像显示更加直观。
1 超声相控阵T型焊缝检测原理
1.1 超声相控阵原理
超声相控阵原理实质上是基于惠更斯衍射定理与亥姆霍兹声压积分定理实现的[14-15]。相控阵探头是由一组相互独立的压电晶片组成,常见的探头形式有一维线性阵列、一维环形阵列、二维矩形阵列及二维扇形阵列,目前还是以一维线性阵列形式探头为主,如图1所示。图中:A为晶片阵列方向孔径;H为晶片加工方向宽度;e为单个晶片宽度;p为2个晶片中心之间的间距;g为相邻晶片间的间距。

图1 线性相控阵阵元示意图
超声相控阵要实现声束聚焦,首先是从探头两边阵元开始激励,然后依次从两边向中间,通过延迟时间不断激励探头阵元,这样就可在声波反射方向形成具有一定曲率的波阵面。这个波阵面的曲率以及相控阵聚焦长度可以通过调整延迟时间来调节,设置的延迟时间越小,探头聚焦深度越大,相控阵声束聚焦时延时可以按下式进行计算(假设阵元数为偶数):
(1)
式中:F为焦距;c为声速;d为探头阵元间距;n为相控阵第n个阵元。
此外,还可以通过延时技术调节各个晶片的激发顺序,这样各个晶片被激发的时间都互不相同。根据惠更斯原理,波动可以被看成是振动状态的传播,任何质点的振动都会引起临近质点的振动,任意一个振动着的质点都可以看成是一个全新的波源。因此这些声波经过干涉能够产生新的波阵面和波前,这样一直传播下去就可实现对超声波传播方向的控制,这就是声束的偏转原理和特性,可实现相控阵探头多角度扫查,声束偏转时延时可以按照下式进行计算:
(2)
式中:d为探头阵元间距;θ为偏转角度。
实质上每个阵元都可独立被激励而发射超声波,通常情况下根据不同要求,按照式(1)和(2)同时计算所需要激励的偏转角度以及聚焦位置,可实现相控阵检测声束偏转及动态聚焦。
1.2 T型焊缝检测原理
本研究对象为类似T型焊缝的结构形式,所以应采用倾斜入射方式检测,一般情况下是通过具有一定角度的楔块实现横波斜入射检测。对于有楔块的超声相控阵探头,延时取决于程控折射角和激励晶片的位置。对由菲涅尔定律计算出的折射角,延时变化呈抛物线状,若角度小于菲涅尔定律给出值,则各晶片上的延时相对探头由后往前递增;若角度大于菲涅尔定律给出值,则各晶片上的延时相对探头由后往前递减,阵列中每个晶片上的延时值均需精确控制。
通过电子控制的方式,能够同时产生不同角度超声波,探头可在固定位置实现超声波扇形扫查,能够覆盖整个焊缝区域,如图2所示,且超声相控阵能够通过图像形式同时显示各个角度的检测信号。因此探头固定在波形钢腹板的一个固定位置就能够观察图2中焊缝整个截面的回波信号,相控阵通过大角度直射波能够检测到中下部,通过小角度一次反射波检测到中上部。由于相控阵探头在一个位置即能实现焊缝超声波全覆盖,故检测扫查时,探头距离焊缝固定的距离S,沿着焊缝线性扫查即可,如图3所示。
图2 超声相控阵声程覆盖区域图

(a)无缺陷(b)有缺陷
图3 超声相控阵检测图像比较
当焊缝中有缺陷时,缺陷信号与干扰信号能够同时显示,如图3所示。因此只要在干扰信号显示位置以外的区域有回波信号,即可判断为缺陷信号,通过对比有缺陷信号的图像与没有缺陷信号的图像,可以非常容易判断出缺陷信号,提高检测可靠性,降低检测难度,降低误判率。
2 实 验
2.1 超声相控阵检测系统
实验所用超声相控阵仪器是广州多浦乐公司研制的Phascan相控阵检测仪,如图4所示。该仪器有128个独立发射通道和32个独立接收通道,最大支持128阵元晶片探头。内置的聚焦法则可实现线性和扇形扫查方式,实现A/S/B/C扫描等多种扫描视图。可实现声速、延迟、灵敏度及TCG(时间校正增益)等校准功能,该仪器采用电阻触屏显示方式,可使检测过程中更加方便快捷记录结果。

图4 Phascan相控阵检测仪
实验所用的探头是多浦乐公司相控阵仪器配套探头,探头型号为5L32-0.5-10线性阵列探头,楔块型号为SD2-N60S。而实验所用的试块为CSK-ⅠA及CSK-ⅢA试块。
2.2 波形钢腹板试样制备
工程中,波形钢腹板T型焊缝常见危害性缺陷有未焊透、焊趾裂纹、皮下撕裂、坡口未熔合等,根据真实波形钢腹板T型焊缝结构,设计波形钢腹板焊缝试样(钢腹板厚度22 mm+翼缘板厚度22 mm,采用单V坡口焊接),并由山东济宁模具厂代为加工3个试样,试样材料均为Q345D,试样中预置了未焊透、裂纹、坡口未熔合等危害性人工缺陷,设计的人工缺陷参数见表1,试样外形图如图5所示。
表1 人工缺陷设计参数

图5 波形钢腹板试样实物图
2.3 实验测试结果及分析
检测时选用机油做耦合剂,探头测试位置如图6所示,沿平行旱道方向检测,图7~9分别为检测含未焊透、裂纹和未熔合缺陷试样时有缺陷和无缺陷处的相控阵检测成像图。

图6 检测探头摆放位置
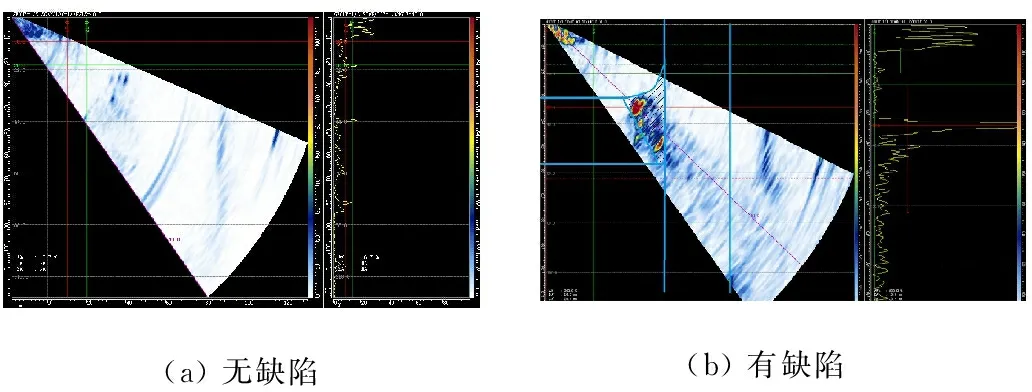
如图7(a)所示为含未焊透缺陷试样正常无缺陷处相控阵图像,该图中只显示了底部翼缘板反射回来的干扰信号。探头在沿着焊缝线性移动过程中,发现图7(b)所示检测图像,与图7(a)图像存在明显区别,根据焊缝的结构分析该信号为相控阵直射波声束发现的焊缝根部存在缺陷,具体测试缺陷位置及大小祥见表2,综合焊缝结构进行分析,可以判断该信号为焊缝中下部(靠近根部)的缺陷。
(a)无缺陷(b)有缺陷
图7 含未焊透缺陷试样相控阵检测成像图
如图8(a)所示为含裂纹试样正常无缺陷处相控阵图像,该图中主要显示了始脉冲和底部反射回来的干扰信号。探头在沿着焊缝线性移动过程中,发现图8(b)所示检测图像,与图8(a)图像存在明显区别。根据焊缝的结构分析该信号为相控阵直射波声束发现的焊缝上部存在缺陷,测试缺陷具体位置及大小祥见表2,综合焊缝结构进行分析,可以判断该信号为焊缝上部的缺陷。
(a)无缺陷(b)有缺陷
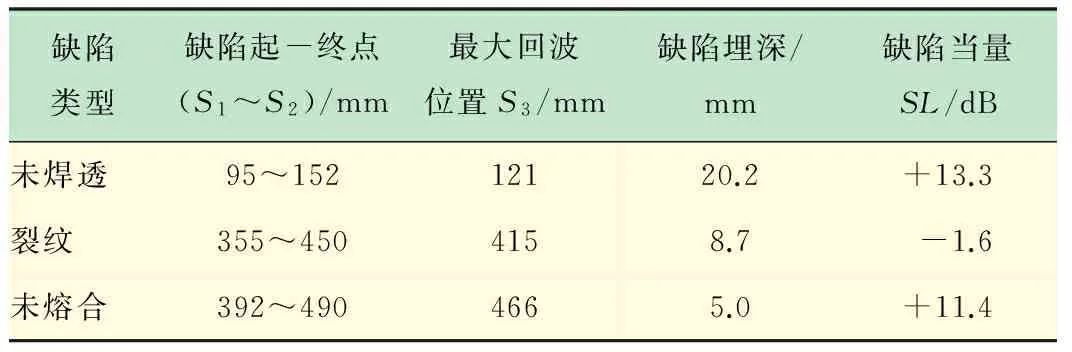
图8 含裂纹缺陷试样相控阵检测成像图
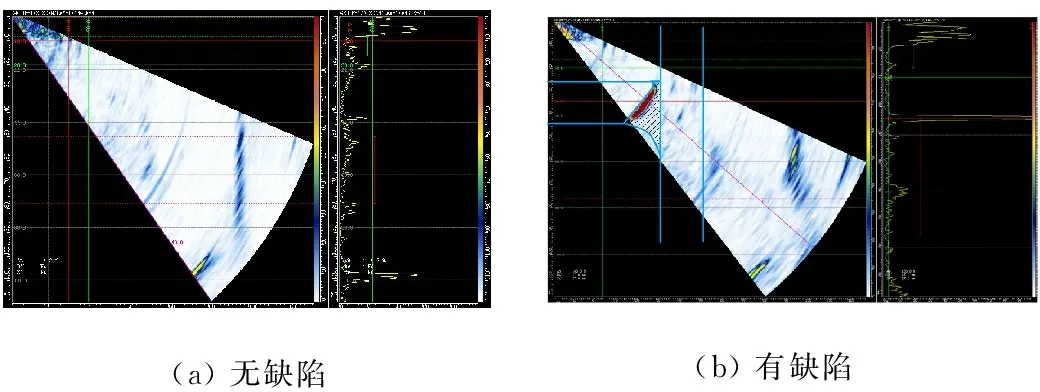
如图9(a)所示为含未熔合缺陷试样正常无缺陷处相控阵图像,该图中主要显示了始脉冲和底部反射回来的干扰信号。探头在沿着焊缝线性移动过程中,发现图9(b)所示检测图像,与图9(a)图像存在明显区别,根据焊缝的结构分析该信号为相控阵直射波声束发现的焊缝中部沿坡口处存在缺陷,具体测试缺陷位置及大小祥见表2,综合焊缝结构进行分析,可以判断该信号为焊缝坡口处的线性缺陷。
(a)无缺陷(b)有缺陷
图9 含未熔合缺陷试样相控阵检测成像图
上述测试结果的比较和分析,可得出:① 对各个试样有无缺陷图像的比较,可清晰区别波形钢腹板T型焊缝中缺陷信号与干扰信号差异;② 对比表1和表2数据,如果考虑试样加工误差和实际检测误差的前提下,相控阵检测定位、定量结果与预置缺陷数据还是比较吻合;③ 通过分析相控阵检测缺陷处图像,能够掌握3种危害性缺陷的主要图像特征,根部未焊透缺陷主要在焊缝根部表现为线状面积型图像;坡口未熔合缺陷主要在坡口表现为线状面积型图像;裂纹缺陷检测图像两端颜色比较深且波幅尖锐线状面积型图像。
3 结 论
针对波形钢腹板T型焊缝检测需要,提出采用超声相控阵检测技术对该类结构进行检测,通过本次研究,可以总结如下:
(1) 理论上分析了超声相控阵检测方法可通过动态聚焦和偏转扫查提高信噪比,获得更高的检测灵敏度和检测效率。
(2) 通过实验研究发现超声相控阵检测技术可以有效可靠地检测出波形钢腹板T型焊缝的各种危害性缺陷,并对缺陷进行准确的定量和定位。
对3种危害性缺陷的相控阵图像特征进行分析,为以后相控阵检测缺陷的定性提供参考依据。
[1] Lbrahim S A,EI-Dakhakhni W W,Elgaaly M.Fatigue of corrugated-web plate:Analytical study[J].Journal of Structural Engineering,ASCE,2006,132(9):1381-1392.
[2] 韦忠瑄,孙 鹰,沈 庆,等. 波形钢腹板PC组合箱梁的动力特性研究[J]. 固体力学学报,2011,32(S):394-398.
[3] 聂细锋,张清华. 波形钢腹板组合箱梁扭转及畸变效应关键影响因素研究[J]. 四川建筑科学研究,2014,40(5):46-50.
[4] Driver R G,Abbas H H,Sause R.Shear behavior of orrugated web bridge girders[J].Journal of Structural Engineering,ASCE,2006,132(2):195-203.
[5] 朱 力,蔡建军,聂建国. 波形钢腹板的弹性剪切屈曲强度[J]. 工程力学,2013,30(7):40-46.
[6] 刘保东,冯文章,任红伟,等. 波形钢腹板连续刚构桥扭转与畸变的试验研究[J]. 中国铁道科学,2015,36(4):40-46.
[7] 谭莲飞,王清远,王志宇,等. 波形钢腹板梁疲劳性能的试验研究[J]. 四川建筑科学研究,2012,38(5):5-8.
[8] 王潘绣,燕立群,宣卫红灯. 南京绕越高速玉春桥钢腹板箱梁现场试验研究[J]. 应用基础与工程科学学报,2016,24(2):344-353.
[9] 唐 炜,张 莉,葛向兵. 涡流检测焊缝裂纹缺陷的有限元仿真[J]. 仪表技术与传感器,2011(12):72-75.
[10] 江 念,王召巴,金 永. 车复合结构界面黏接质量的超声衰减法研究[J]. 仪表技术与传感器,2015(2):88-90.
[11] 李昌禄,苏寒松. 超声波定位系统的研究[J]. 实验室研究与探索,2013,32(2):39-44.
[12] 王红亮,何少恒,张 慧,等. 超声多重深度相控聚焦发射设计与仿真[J]. 压电与声光,2016,38(2):349-352.
[13] 邓 丹,卢 超,陈和坤. 钢轨铝热焊焊缝的超声相控阵检测技术研究[J]. 无损检测,2011,33(12):78-80.
[14] 娄 久,李秀坤,王春雨. 超声相控阵无损检测自动成像系统的设计与应用[J]. 实验室研究与探索,2012,31(4):34-37.
[15] 宋志明,王 黎,周小红,等. 超声相控阵技术中的声场仿真[J]. 压电与声光,2012,34(4):565-570.
Exploration on Phased Array Testing Method for T Weld Quality of Corrugated Steel Webs
WANG Zhigang1,2, SUN Wanhong1, FANG Duofa1, ZHOU Changyu1, LI Qiufeng2
(1. Nanchang Architecture Science Institute, Nanchang 330019, China;2. Key Laboratory of NDT(Ministry of Education), Nanchang Hangkong University,Nanchang 330063,China)
The T type weld defects of corrugated steel webs will produce huge hidden danger to the safe operation of large span steel structures, but there is still no effective and reliable method to detect the quality of the weld at present. The ultrasonic phased array detection technology is proposed here according to the T type welded structure characteristics that corrugated steel webs will have certain curvature and hinder movement of the probe,. The firstly phased array detection theory is analyzed and compared with the conventional ultrasonic testing method, and the detection technology can display the detection results by images, hence the higher sensitivity and detection efficiency can be obtained. Then the specimens with different types of defects are designed and prepared according to the actual structure of corrugated steel web, the phased array detection technology is used to detect these specimens. Detection results coincide with the specimens design parameters, hence can further verify the effectiveness of the method for checking the quality and reliability of the structure.
corrugated steel web; ultrasonic phased array; T type weld; acoustic beam deflection and focusing
2016-11-21
国家自然科学基金项目(11264032);航空科学基金(2014ZD56007);江西省自然科学基金(20122BAB201024);2016年南昌市指导性科技计划项目(121)
王志刚(1983-),男,江西南昌人,工程师,主要研究建筑结构无损检测方法及质量评价等。
E-mail:zhigangwang_jks@126.com
TB 559; TU 312
A
1006-7167(2017)08-0040-04
