基于minitab软件提升深冲钢性能的实践
2017-09-03李玉功姜志强
李玉功 姜志强
(莱芜钢铁集团有限公司)
基于minitab软件提升深冲钢性能的实践
李玉功 姜志强
(莱芜钢铁集团有限公司)
针对深冲钢冲压性能延伸率指标的提升,利用minitab软件分析了热轧、冷轧各关键工艺参数对延伸率的影响,通过DOE试验获得了满足延伸率指标的最佳工艺参数设定区间,不仅提高了深冲钢性能综合合格率,而且降低了煤气燃料的消耗。
Minitab软件 深冲钢 延伸率
0 前言
冷轧深冲钢有着良好的冲压性能,被广泛应用于冲压制作汽车覆盖件以及各类电气面板,莱钢冷轧2010年起开发试验生产DDQ级深冲钢,在生产初期,由于热轧终轧温度、卷取温度和冷轧总压下率以及退火温度参数设定上的不匹配,造成延伸率指标达不到国标42%的要求,严重影响了客户的使用,影响了产品的批量生产。
本文借助六西格玛Minitab分析软件强大的数据分析能力和流程改善能力,通过对热轧、冷轧影响延伸率指标的关键因素的数据收集,通过软件分析找出关键因素的匹配区间,大幅度提高了深冲钢的延伸率指标,同时细化了不同厚度规格退火工艺,降低了煤气的消耗,取得了显著的经济效益,同时也为今后超深冲钢性能指标的改善提供了借鉴意义。
1 Minitab软件介绍
Minitab 1972年成立于美国的宾夕法尼亚州州立大学(Pennsylvania State University),到目前为止,已经在全球100多个国家,4800多所高校被广泛使用。莱钢2009年导入六西格玛管理,Minitab软件是必备工具,它即作为一种质量管理统计工具,也可以工程技术人员的工程设计实验模拟分析工具,具有无可比拟的强大功能和简易的可视化操作界面,主要功能有:(1)基础和高级统计学;(2)回归分析和方差分析(ANOVA);(3)时间序列分析;(4)最高水平的图形和图形编辑能力;(5)模拟和分布;(6)灵活的数据导入、导出和处理;(7)统计过程控制(SPC);(8)试验设计(DOE);(9)测量系统分析(MSA);(10)可靠性分析;(11)多元分析;(12)功效和样本大小计算;(13)宏和可定制性。Minitab操作界面以及部分功能菜单如图1所示。
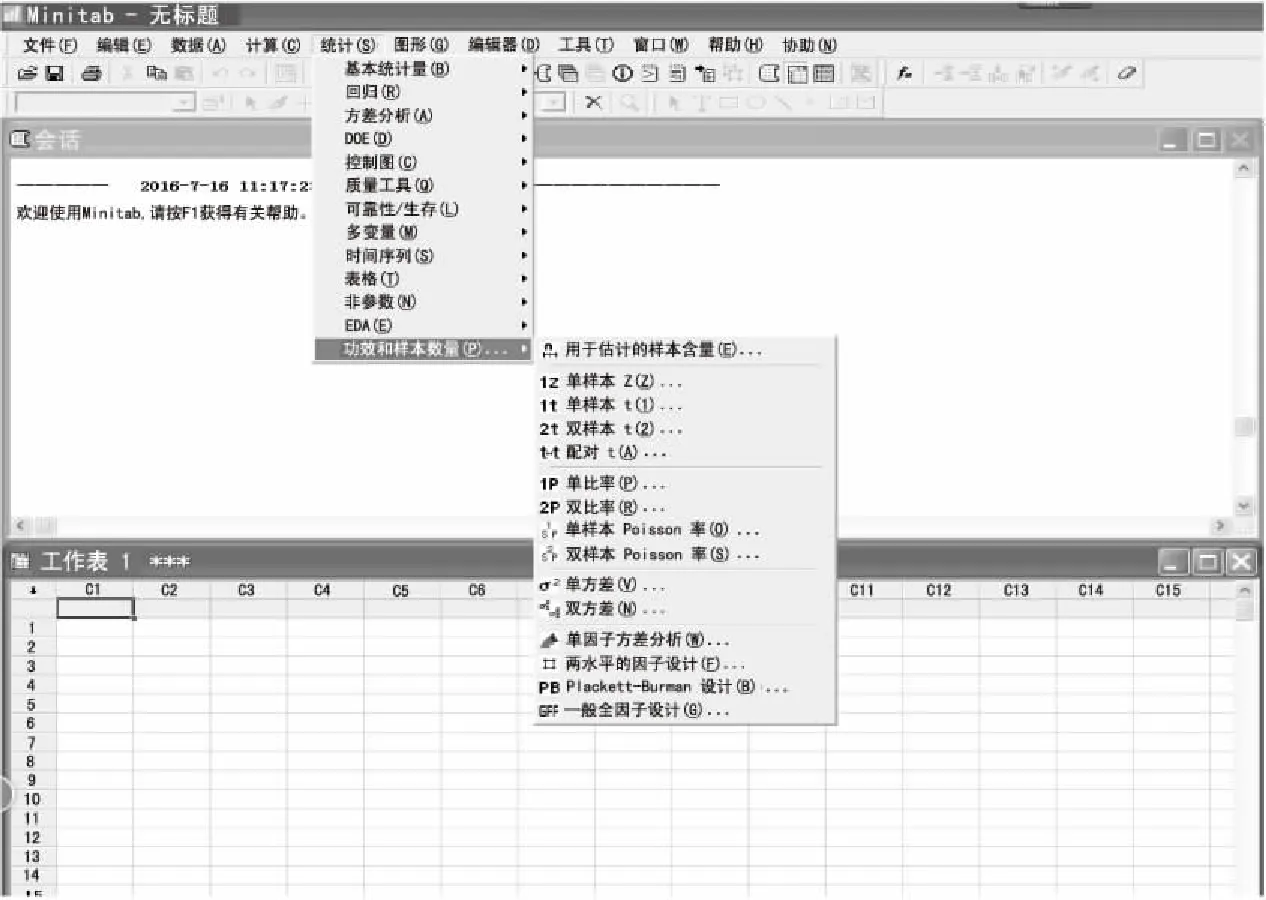
图1 Minitab操作界面以及部分功能菜单
2 关键影响因素相关/回归分析
实验研究表明[1-3],深冲钢塑性指标不仅和钢质的洁净度以及C、N、Si、S的含量有关,更和热轧终轧温度、卷取温度以及冷轧总压下率、退火加热温度以及冷却时间有着密切的关系,尤其是热轧、冷轧工艺参数的搭配更为重要。笔者以1.4 mm规格深冲钢为例,利用Minitab软件中的回归分析,定性分析以上五个因素对延伸率的影响关系,从而确定DOE实验的关键因素,模拟和校正生产工艺参数,用来指导生产实践。
2.1 相关/回归分析目的
通过收集以往的历史数据,利用相关/回归分析工具,来验证热轧、冷轧关键工艺参数对延伸率指标是否有显著性影响,将显著性因素保留进入DOE实验,不显著因素进行快速改善固化。
2.2 一次多元回归结果
经过对各影响因素间相关性检验以及回归残差图诊断,得到多元回归方程模型,如图2所示。
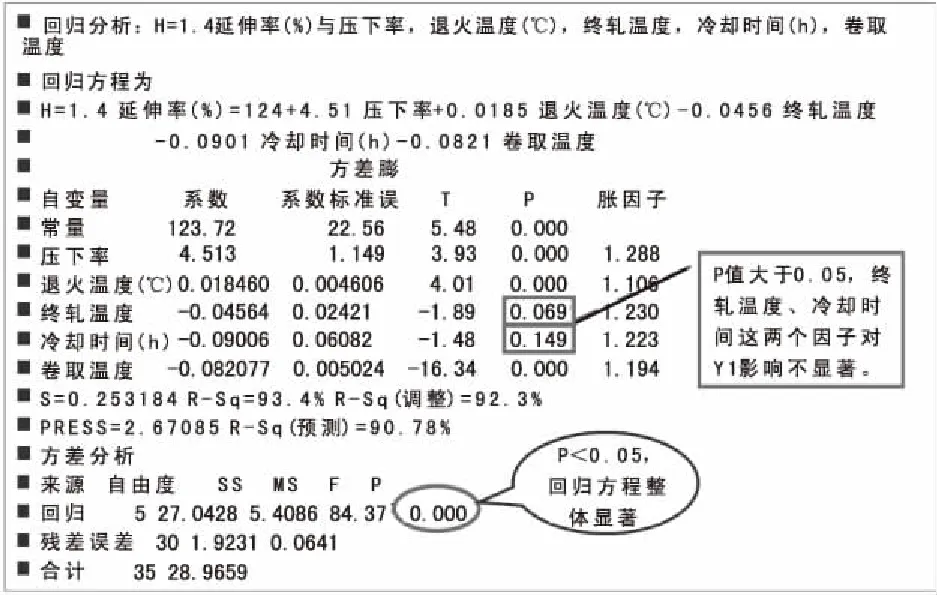
图2 一次多元回归方程模型
从图2可以看出,终轧温度、冷却时间这两个因素的P值大于0.05,说明对延伸率指标影响不显著,需要按照P值大小依次删除拟合因素后重新做回归分析,二次回归方程模型如图3所示。
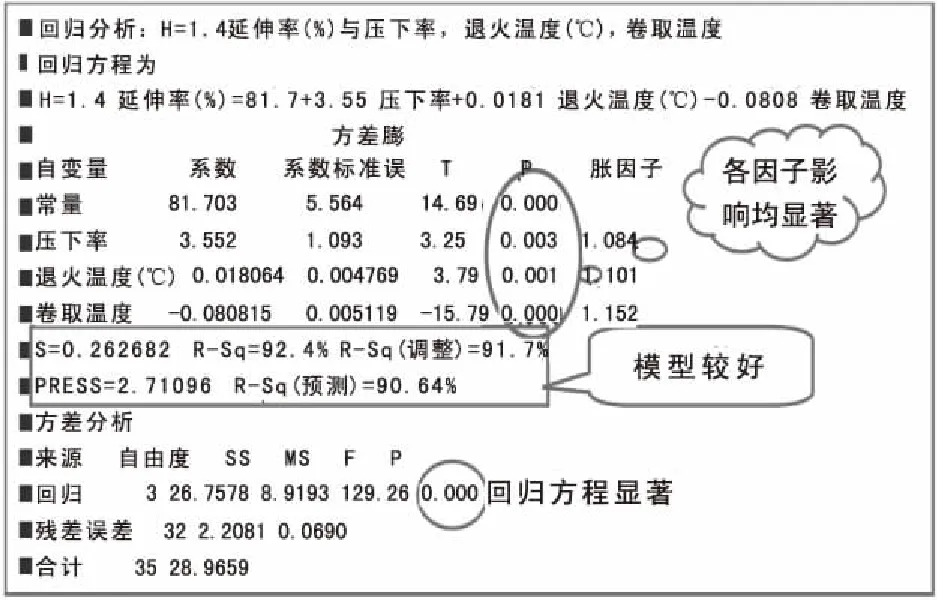
图3 二次多元回归模型
从图3可以看出,保留的冷轧压下率、热轧卷取温度以及退火温度对延伸率指标提升有显著性影响,需要进行DOE实验分析。
3 DOE实验及工艺窗口确定
3.1 实验目的和方法
为了得到准确的响应回归方程,对保留的热轧卷取温度、冷轧总压下率、退火加热温度三个显著性因素,采取全因子并增加3个中心点合计11次的全因子试验。
3.2 DOE分析结果
经过对拟合后的模型进行分析,删除部分二阶不显著项后重新进行了拟合回归,对拟合后的标准化残差图进行了诊断,无异常点,保留的因子主效应显著,二阶效应也显著,拟合方程无弯曲和失拟,说明整体模型较好。
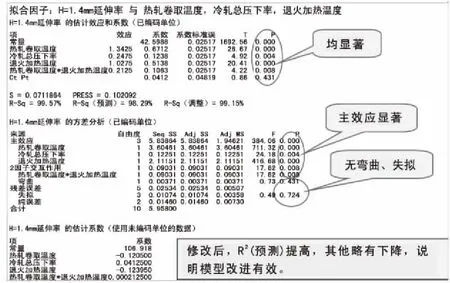
图4 二次DOE试验信息表
3.3 分析过程
(1)利用主效应和交互效应分析,在主效应图上可以明确知道退火加热温度、轧机总压下率和退火冷却时间均影响显著。退火加热温度与热轧卷取温度处于高水平时、轧机总压下率处于高水平时,延伸率性能值较好。从交互效应图中可以看出,退火加热温度和热轧卷取温度不平行,交互作用较显著。其余两者间交互作用不显著。
(2)通过误差等值线图和曲面图分析,可以知道冷轧总压下率处于高水平时,DDQ级深冲钢的延伸率性能指标高,并且冷轧总压下率与热轧卷取温度、退火加热温度之间无交互作用,所以将冷轧总压下率保持在69%进行分析。通过延伸率的等值线图(如图5所示)和曲面图(如图6所示),我们大体可以看出热轧卷取温度接近700 ℃,退火加热温度接近730 ℃,H=1.4 mm的延伸率能达到43.5%以上。
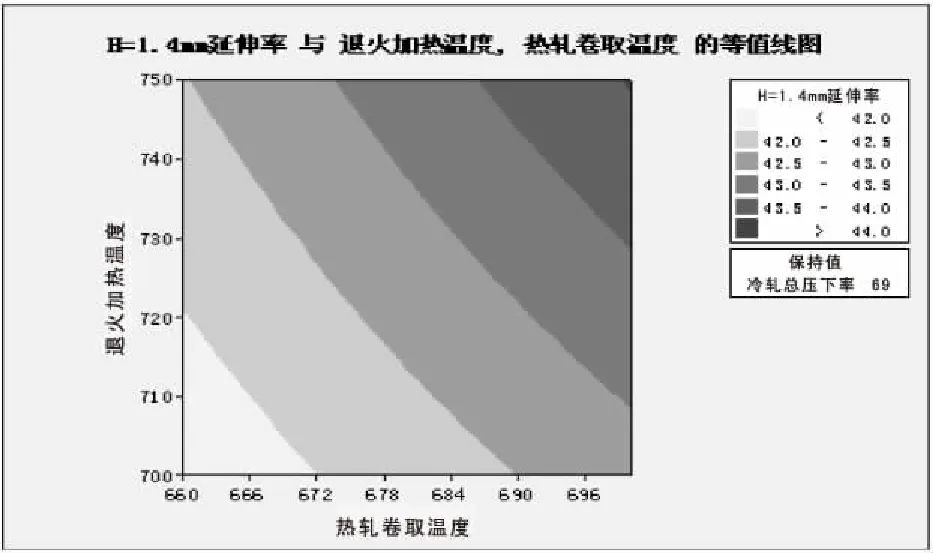
图5 H=1.4 mm延伸率误差等值线图
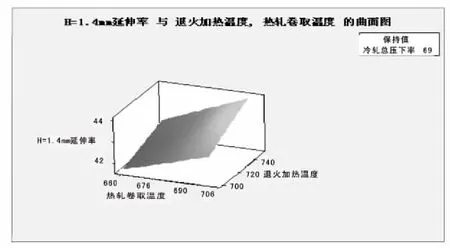
图6 H=1.4 mm延伸率误差曲面图
(3)响应优化器。通过响应优化器的寻找延伸率的目标值,结果如图7所示。当热轧卷取温度为700 ℃,轧机总压下率为69%,退火加热温度为730 ℃时,延伸率最大值可达43.529%。
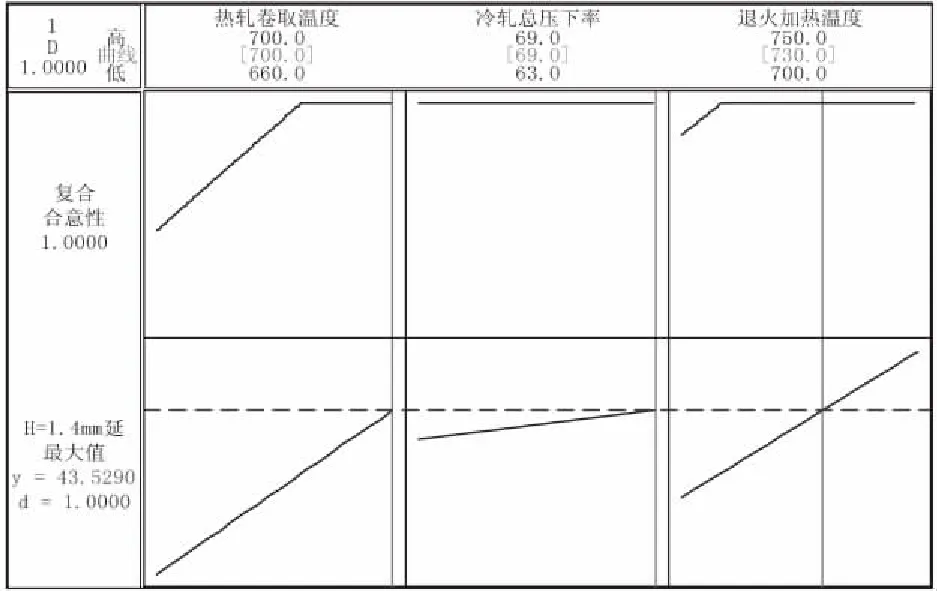
图7 H=1.4 mm延伸率影响优化器
(4)预测区间和验证。通过分析因子设计,得到H=1.4 mmDDQ级深冲钢退火卷延伸率的预测区间,95%置信区间为(43.428 1,43.629 9),95%预测区间为(43.331 1, 43.726 9),由等值线图可知,热轧卷取温度在685 ℃~700 ℃,退火加热温度在730 ℃~750 ℃时,延伸率性能指标较好。考虑热轧卷取温度分辨难度,卷取温度取4水平。退火温度采用热电偶检测,温度分辨度较高些,选取退火加热温度为9水平,冷轧总压下率,受原料4.5 mm坯固化影响,压下率固化为69%不变,进行预测,结果见表1。
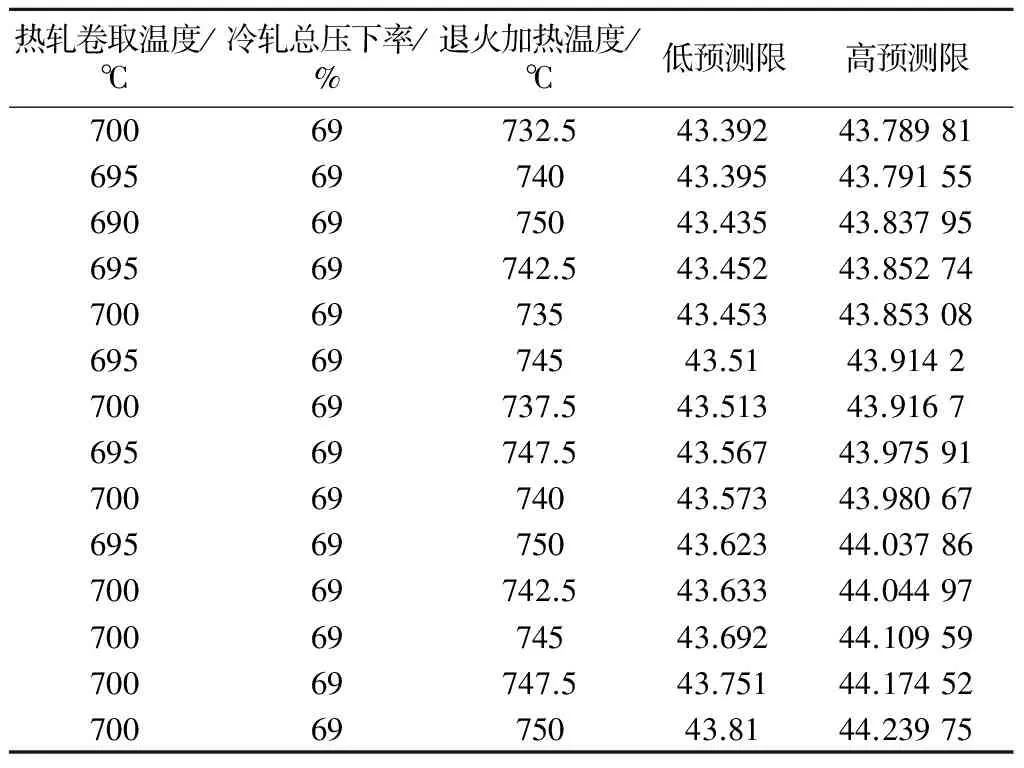
表1 延伸率预测结果排序表
从表1可以看出,一共有9组工艺参数搭配满足最低延伸率指标要求,由于受原料最大厚度影响,总压下率只能达到69%,卷取温度在695 ℃~700 ℃,退火加热温度在737.5 ℃~750 ℃,将其固化为工艺参数表执行,对每组工艺分别进行3次试验验证,验证结果见下表2。
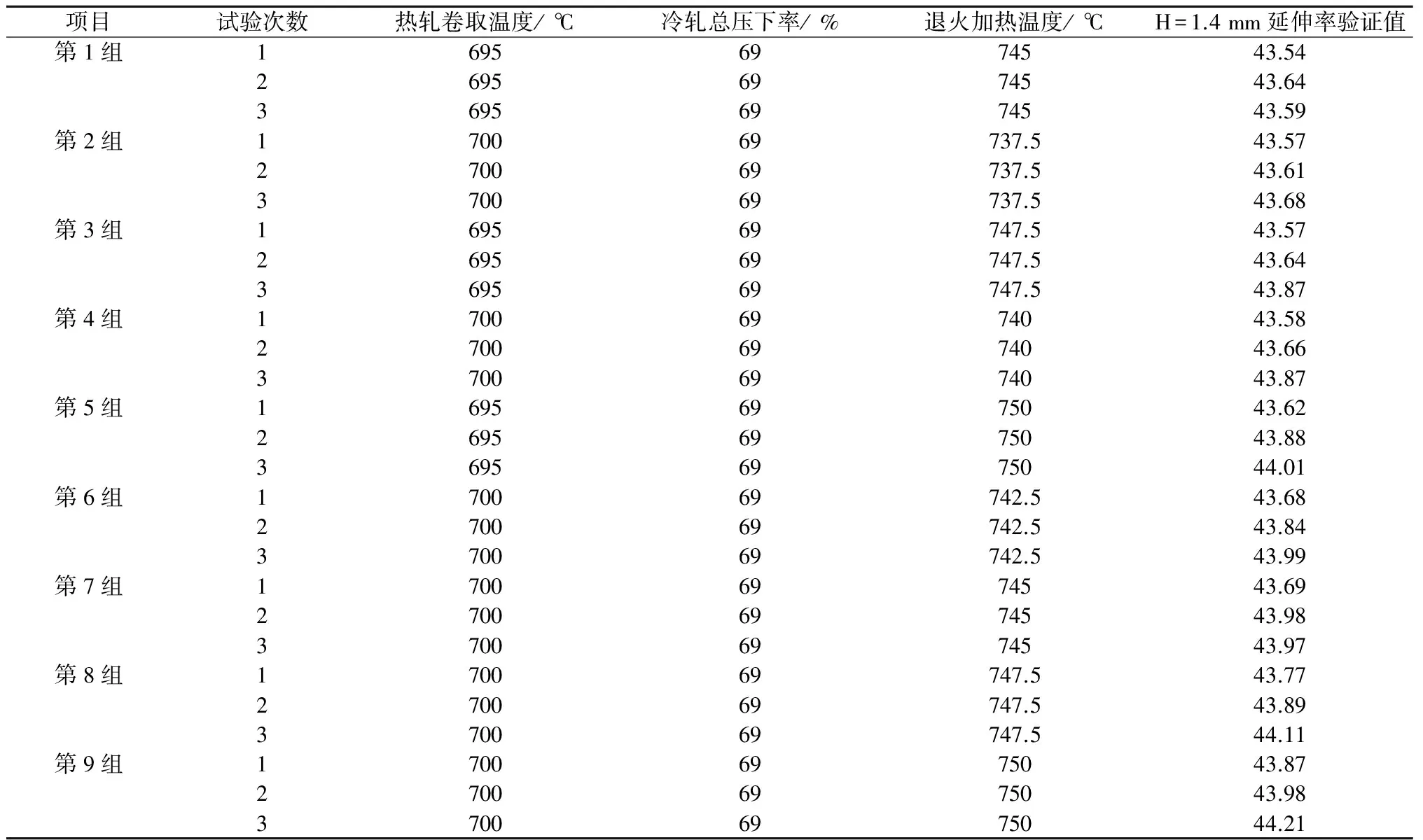
表2 延伸率工艺验证表
从表2可以看出,延伸率验证值均在43.5%以上,说明模型正确,模型预测结果真实可信。
4 实施效果
通过Minitab软件的分析并结合现场生产实际,1.4 mm规格深冲钢延伸率指标要保持在43.5%以上,最佳工艺参数设定为:
(1)热轧卷取温度695 ℃~700 ℃,冷轧总压下率69%,退火加热温度740 ℃(修正后)~750 ℃,1.4 mm规格深冲钢延伸率稳定在43.5%以上。
(2)当热轧卷取温度发生异常变化时,可以调整退火加热温度来实现延伸率的稳定,从而达到用户的要求;
(3)将不同规格深冲钢进行工艺细化,在保证延伸率指标的基础上,可以降低退火加热温度,从而降低煤气消耗,这对降本增效有很大的促进作用。
[1] 屠永刚.本钢深冲板深冲机理的实验研究[D].北京:北京科技大学,2001:35-39.
[2] 杨奕.冷轧DDQ级深冲板再结晶动力学和组织性能研究[D].武汉:武汉科技大学,2008:1-4.
[3] 刘莉.冷轧深冲板退火工艺和组织性能研究[D]. 武汉:武汉科技大学,2009:3-5.
PRACTICE OF IMPROVING THE PERFORMANCE OF DEEP DRAWING STEEL BASED ON MINITAB SOFTWARE
Li Yugong Jiang zhiqiang
(Laiwu Steel Group CO., LTD.)
This paper aiming at improvement of deep drawing steel stamping performance, using Minitab software analysis of the hot rolling and cold rolling, the key process parameters effect on the elongation, by DOE obtained meet optimum process parameter setting range, not only improve the comprehensive performance qualified rate,but also reduced the consumption of fuel gas.
Minitab software deep drawing steel elongation rate
功,工程师,山东.莱芜(271104),莱芜钢铁集团有限公司板带厂;
2017—3—27