07MnCrMoVR钢制球罐检验案例分析
2017-09-01丁晓滢
丁晓滢 胡 晨
(上海金艺检测技术有限公司)
压力容器
07MnCrMoVR钢制球罐检验案例分析
丁晓滢*胡 晨
(上海金艺检测技术有限公司)
07MnCrMoVR是一种低合金高强度调质钢,作为国产低焊接裂纹敏感性钢,广泛应用于球罐和大型储罐等压力容器。通常钢制球罐体积较大,因此对其制造、组装和焊接的要求也更高。钢制球罐在使用过程中容易产生裂纹,因此在球罐定期检验时应注重对球罐对接焊缝内表面的检测,以及时发现裂纹,保证球罐的安全运行。
球罐 裂纹 低合金钢 焊缝 表面缺陷 无损检测 压力容器
0 概述
最近,我们对某钢铁公司一台650 m3氮气球罐进行了第三次定期检验。该台球罐结构为混合式,由30块球壳板拼接组成,由8根支柱支承,支柱形式为赤道正切式。球罐对接焊缝总长约235 m,角焊缝总长为30 m,焊接方法为手工电弧焊。球罐主要参数见表1。
该球罐前二次定期检验情况如表2所示。
由于生产原因,该球罐工作压力在2.6~2.8 MPa之间波动。该球罐材质07MnCrMoVR是一种低合金高强钢,含碳量较低 (≤0.09%)。降低碳含量有利于提高钢的抗冷裂性和低温冲击韧性,但同时也会降低钢材的强度。07MnCrMoVR钢一方面通过添加合金元素和进行适当的热处理来保证其高强度;另一方面通过严格控制有害元素S、P的含量来降低其热裂纹倾向[1]。对该球罐对接焊缝内表面裂纹的检测,是本次检验的重点。
1 检验项目[2]
1.1 原始资料及球罐运行情况审查
(1)查阅球罐设计、制造、安装等有关竣工验收文件和资料。
(2)查阅球罐工况资料以及运行记录,包括开停车记录、载荷变化情况、运行中出现的异常情况等资料。

表1 球罐主要参数

表2 球罐前二次定期检验情况汇总
(3)查阅球罐检验、检查资料,包括球罐定期检验周期内的年度检查报告和上一次的定期检验报告。
1.2 宏观检查
该球罐焊缝的外部展开图如图1所示。

图1 球罐展开图
经宏观检查可知:球罐外表面未发现油漆剥落;内表面无机富锌涂层完好;支柱斜拉杆调节螺栓没有腐蚀和松动;支柱基础完好;上下人孔法兰主螺栓完好;球罐进出气管法兰完好。错边量、棱角度、咬边及焊缝余高均未超出制造标准。
1.3 支柱垂直度偏差测量[3]
按照GB 12337—2010标准,支柱垂直度允许偏差应≤10 mm。实测结果如表3所示。
由表3可知,2#、5#、7#、8#支柱垂直度偏差属一般超标,可不作处理。
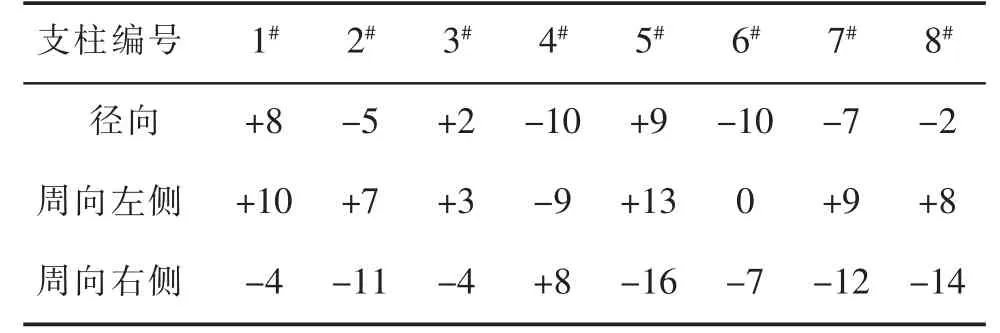
表3 支柱垂直度偏差测量结果(mm)
1.4 超声测厚
球罐测厚位置选在每个丁字接头 (或Y字接头)处,对有锈蚀的部位和上次裂纹打磨消除部位进行局部多点测厚。本次检验对球罐壳体测厚点共有180点 (每个Y字接头或丁字接头部位需测厚3点),实测最小壁厚为41.00 mm,位于F5焊缝和F6焊缝相交的(Y字接头)部位,如图1所示。按GB 150标准进行壁厚校核,以检验周期为3年计算,实测的最小壁厚满足强度要求[4]。具体计算如下:
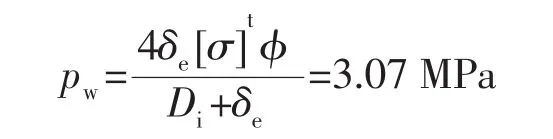
式中pw——计算允许的最高工作压力;
δe——计算厚度;
[σ]t——材料的许用应力,[σ]t=203 MPa;
Di——球罐内直径,Di=10 700 mm;
φ——焊接接头系数,φ=1。
计算厚度δe其值等于实测最小壁厚减去下一个检验周期腐蚀裕量。该球罐使用年限为9年,如下一检验周期定为3年,则

经计算,pw大于球罐安全阀开启压力2.88 MPa。
1.5 表面缺陷检测
表面缺陷检测以磁粉检测和渗透检测为主。
对球罐球壳对接焊缝内表面及热影响区作100%荧光磁粉检测,发现5处纵向表面裂纹 (最长15 mm)及1条长15 mm的横向表面裂纹 (如图2所示)。5处纵向表面裂纹打磨后已消除,磁粉复检合格,打磨深度不超过1 mm,并圆滑过渡。球罐顶部F1与F2板对接焊缝内表面发现的长15 mm横向裂纹缺陷,经超声检测该缺陷指示长度25 mm,裂纹深度30 mm (基准为内表面),如图3所示;对缺陷外表面相应部位进行磁粉检测抽查,未发现缺陷磁痕显示。

图2 球罐对接焊缝内表面裂纹

图3 球罐对接焊缝内表面裂纹超声检测深度
对该球罐8根支柱与球罐本体相连接的焊缝、球罐上下两个人孔接管与球罐本体连接的角焊缝、球罐上下两个人孔上的主螺栓进行渗透检测,未发现缺陷痕迹显示,按NB/T 47013.5—2015标准评为Ⅰ级,渗透检测合格。
1.6 埋藏缺陷检测
对球罐对接焊缝进行超声检测抽查,抽查部位为部分T字接头 (三条焊缝各检测500 mm长度),未发现超标缺陷显示,按NB/T 47013.3—2015标准评为Ⅰ级,超声检测合格。
1.7 安全附件检查
对安全阀进行解体、清洗并脱脂,在校验台上校验合格后,铅封挂牌,并注明安全阀开启压力和有效期。对排污阀等截止阀也进行解体、清洗及脱脂,并经耐压气密试验合格。压力表交法定计量部门检定合格,并符合 《固定式压力容器安全技术监察规程》规定的精度等级标准。
2 超标缺陷处理[5]
经磁粉检测发现的15 mm长的横向表面裂纹(其深度30 mm)需进行焊接返修。根据 TSG R0004—2009《固定式压力容器安全技术监察规程》(以下简称 《固容规》)的规定,球壳板间的焊接接头的补焊属于压力容器的重大修理。重大修理方案应经过原设计单位或具有相应资质的设计单位的同意。重大修理的施工过程必须经过具有相应资质的特种设备检验检测机构进行监督检验。从事压力容器维修的单位应当是已取得相应的制造许可证或者安装改造维修许可证的单位。
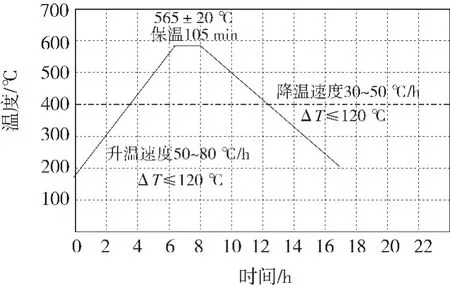
图4 07MnCrMoVR球罐热处理工艺曲线
返修部位在焊接36 h后应进行射线检测,射线检测按NB/T 47013.2—2015标准Ⅱ级为合格。返修部位射线检测合格后还应进行超声波检测,按NB/T 47013.3—2015标准Ⅰ级为合格。返修部位表面还应进行100%磁粉检测,按NB/T 47013.5—2015标准Ⅰ级为合格。按照球罐的设计要求,焊接返修后,返修部位必须经射线检测、超声检测、磁粉检测合格后才能进行球罐局部热处理。球罐局部返修部位采用电加热法进行热处理,热处理工艺曲线见图4。由于07MnCrMoVR在650℃有一定的再热裂纹敏感性,为避免诱发返修部位的再热裂纹,根据 GB 50094—2010《球形储罐施工规
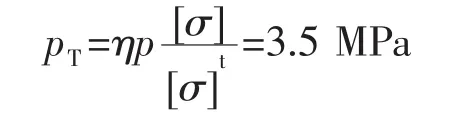
式中η——耐压试验压力系数,按《固容规》的第4.1节要求取1.25p;
p——球罐最高工作压力;
[σ]——试验温度下材料的许用应力;
[σ]t——设计温度下材料的许用应力。
压力升至试验压力的50%即1.875 MPa时,保持压力15 min,对球罐所有焊接接头和连接部位进行检查;压力升至试验压力的90%即3.375 MPa时,保持压力15 min,对球罐所有焊接接头和连接部位进行检查;压力升至试验压力的100%即3.75 MPa时,保持压力30 min,对球罐所有焊接接头和连接部位进行检查;压力降至试验压力的80%即3.0 MPa时,保持压力15 min,对球罐所有焊接接头和连接部位进行检查;试验过程中无渗漏,无可见的变形,无异常声响,耐压试验合格。耐压试验升压曲线见图5。范》[6]规定,应严格控制保温温度565±20℃,保温时间105 min。
由于焊接补焊深度超过球罐公称壁厚的一半,根据《固容规》的要求[5],还应进行耐压试验。耐压试验选用水作为介质,耐压试验的压力为:
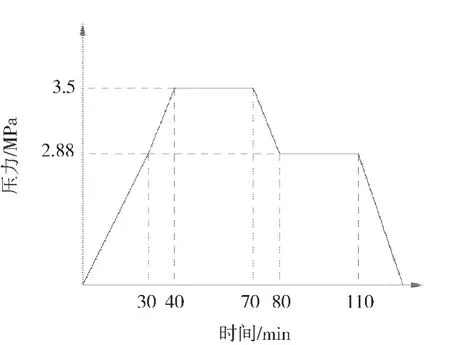
图5 耐压试验升压曲线
3 结束语
(1)该球罐材质属于调质型07MnCrMoVR低合金高强钢,其金相组织主要是板条状的回火马氏体、回火索氏体和贝氏体,钢板 (特别是表层)的强度和硬度较高,焊接接头容易产生冷裂纹[7]。
产生焊接冷裂纹的内在因素有:① 扩散氢:氢是引起高强度钢焊接冷裂纹的重要因素之一,并具有延迟特征;②拉应力:焊接接头的应力状态是由热应力、组织应力 (相变应力)和拘束应力叠加的结果;③淬硬组织:焊接热影响区中过硬的马氏体含量越多,越容易产生冷裂纹。
产生焊接冷裂纹的外在因素有:空气湿度、预热温度、焊接线能量。
(2)从该球罐的裂纹形貌分析,认为其符合冷裂纹特征[7]。虽然07MnCrMoVR具有良好的抗焊接冷裂纹性能,但是焊接时也要严格控制焊接线能量和层间温度,避免雨天焊接[1]。对于返修后的热处理工艺,要严格控制保温温度和保温时间,以避免引起再热裂纹。
(3)鉴于该球罐在历次定期检验过程发现的裂纹大多位于内表面的焊接接头及热影响区附近,因此在对使用该材料制造的压力容器进行检验时,应特别要注重其内表面焊接接头和热影响区附近缺陷的检测。
(4)根据各检验项目的检验结果,综合评定该球罐安全状况等级为3级,检验周期为3年,在现有工况条件下 (最高工作压力2.8 MPa,安全阀开启压力2.88 MPa,工作温度为常温,介质为氮气),可继续安全使用至下一次周期检验。
[1]黄金祥,唐谱洪,赵保华.07MnCrMoVR钢制压力容器的两种焊接工艺及应用 [J].中国化工装备,2009(4): 27-29, 33.
[2]国家质量监督检验检疫总局.压力容器定期检验规则:TSG R7001—2013 [S].北京:新华出版社,2013.
[3]国家质量监督检验检疫总局.钢制球形储罐:GB 12337—2010 [S].北京:中国标准出版社,2010.
[4]国家质量监督检验检疫总局,中国国家标准化管理委员会.压力容器:GB 150—2011[S].北京:中国标准出版社,2011.
[5]国家质量监督检验检疫总局.固定式压力容器安全技术监察规程:TSG R0004—2009[S].北京:新华出版社,2009.
[6]国家质量监督检验检疫总局,住房和城乡建设部.球形储罐施工规范:GB 50094—2010[S].北京:中国计划出版社,2010.
[7]顾素兰,蒋向红.CF62钢制球罐裂纹成因分析[J].化工装备技术,2005,26(5):33-34.
Inspection Case Analysis of 07MnCrMoVR Steel Spherical Tank
Ding Xiaoyin Hu Chen
07MnCrMoVR is a kind of low alloy high strength quenched and tempered steel.It is widely used in the manufacture of pressure vessels,such as spherical tank and large tank,as a domestic low welding crack sensitive steel.Generally,the steel spherical tank is larger in volume,so the requirements for its manufacture,assembly and welding are higher.The steel spherical tank is prone to crack during use.Therefore,in the periodic inspection of spherical tanks,attention should be paid to the inner surface inspection of the spherical tanks butt welds,and cracks should be found in order to ensure the safe operation of the spherical tanks.
Spherical tank;Crack;Low alloy steel;Weld joint;Surface defect;Nondestructive examination;Pressure vessel
TQ 050.7
10.16759/j.cnki.issn.1007-7251.2017.08.008
2017-04-12)
*丁晓滢,女,1982年生,工程师。上海市,201900。
