聚丙烯挤压机模板更换方法
2017-09-01傅立东
傅立东 王 鹍 潘 辉
(神华宁夏煤业集团烯烃二分公司)
化机制造
聚丙烯挤压机模板更换方法
傅立东*王 鹍 潘 辉
(神华宁夏煤业集团烯烃二分公司)
挤压机模板是聚丙烯粒料成型的关键部件。为了解决更换模板所存在的问题,提高更换模板的效率,需要制定一套合理的工序。
挤压机 模板 聚丙烯 工序 工具 拆卸 安装
Key words:Extruder;Template;Polypropylene;Procedure;Instrument;Disassembly;Installation
0 前言
宁夏煤业集团烯烃公司聚丙烯挤压机模板在使用过程中出现表面磨损、部分模孔堵塞、出料孔剪刀面不锋利等情况,造成挤压机切粒不均匀,粒料带有小尾巴,给挤压装置正常生产造成了困扰。为了解决这一问题,对模板磨损量进行了测量分析,发现模板造粒带表面多处磨损深度超标,不符合聚丙烯模板表面平面度应小于0.015 mm的要求。于是,只能通过更换新的模板来保证切粒质量达到合格要求。本文以日本制钢所生产的CM335型挤压机成功更换模板的经验为例,详细介绍聚丙烯挤压机模板更换步骤及注意事项。图1所示为聚丙烯挤压机模板表面质量要求。
1 工序
1.1 工具准备
挤压机模板是聚丙烯粒料成型的关键部件。为保证挤压机模板检修工作的顺利进行,需准备2 t手动葫芦、10 t行车、 力矩扳手 (30~1 200 N·m)、铜棒(中号)、手锤、塞尺(300 mm)、千分尺、记号笔、细砂纸、油石、梅花扳手、英制的内六方一套(最大40号)、磁力钻、合金钢麻花钻(Ø20~Ø37)、 白布、 大锤(25 磅, 即 11.35 kg)、塑料布、刮刀、钢刷、氧气瓶、乙炔气瓶、耐高温螺栓咬合剂等工具和材料。
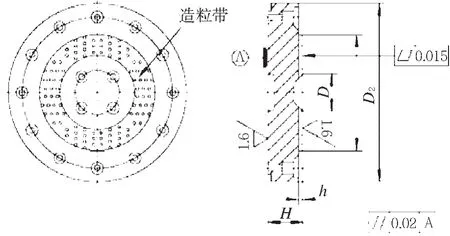
图1 聚丙烯挤压机模板表面质量要求
1.2 停车准备
停车准备是保证挤压机安全检修的重要过程。为此,需要将挤压机主电机、切粒机、液压泵断电,并将刀盘拆除,用塑料纸或其它挡板对水室进行封堵,使挤压机模板的热油温度降至180~200℃并清除模板表面残留的聚丙烯树脂。
1.3 更换步骤
1.3.1 模板拆卸
(1)推出切粒机小车,待模板温度降到200℃左右时,可准备拆卸。
(2)彻底清除模板接触面和密封面上的聚丙烯树脂,直到不再有树脂溢出。
(3)将2 t手拉葫芦挂在设备上方的10 t电动葫芦上。
(4)拆卸内外挡圈螺栓。先拆卸内挡圈螺栓,然后拆卸外挡圈螺栓,按顺序取下内外挡圈。拆卸过程中需用铜棒或铜锤对内外挡圈进行振动,以便顺利拆卸。
(5)拆卸模板内外圈螺栓时,使用30~1 200 N·m的力矩扳手。先拆卸模板内圈螺栓,然后拆卸模板外圈螺栓。
(6)缓缓吊下模板,水平放置在枕木上。
若有个别螺栓拆不动,需用氩弧气割或磁力钻割掉内六方头。具体步骤如下:
①用气焊沿着断丝根部切掉螺杆部分,用磨光机磨掉气焊切割的热影响区丝杆,且保证丝杆端面平齐。
②磁力钻吸在工装上后,先用稍小于螺栓直径的合金钢钻头在螺栓上掏出一个定位孔,再使用稍小于模板螺栓直径的合金钢钻头对螺栓扩孔。
③用乙炔焰加热残余的螺栓部分,并用螺丝刀趁热掏出残余螺栓。
④用丝锥修复模架螺纹孔,并保证螺栓能顺利进出螺纹孔。
1.3.2 安装模板
要使模板顺利安装,应遵循以下步骤操作:
①从环首螺栓处吊起备件模板至模架顶部;
②安装模板的导向螺栓和定位螺栓;
③安装时注意密封面要完全嵌合在模架上;
④按照模板螺栓预紧力对模板冷紧固;
⑤安装模架垫片及内挡圈;
⑥安装模架垫片及外挡圈。
1.3.3 模板的对中和找正
挤压机模板的对中分为冷对中和热对中两个步骤。
(1) 冷对中
模板安装好后,开始对模板与切粒机刀轴进行对中找正,即调整模板与切粒机刀盘的平行度和模板与切粒机刀轴的垂直度,垂直度一般应控制在0.03 mm以内。切粒机刀盘与模板表面贴合,间隙应不大于0.02 mm,平行度≤0.02 mm。
从切粒机的结构看,影响刀轴和模板垂直度的因素有下列几项:
①安装时切刀刀刃和刀盘的平面度;
②切粒机和挤压机导轨的对中度;
③导轨与车轮接触面是否存在异物。
(2)热对中
模板加热后会发生膨胀,并导致部分尺寸发生变化。例如,切粒机小车同模板对中数据会发生变化,模板与切粒机水室可能无法完全贴合,这时需要对切粒机与模板进行热对中。必要时可将熔融的聚丙烯树脂通过模板,使得模板充分预热,然后重新调整切粒机与模板之间的对中数据。
将模板加热至280℃ (模板应该缓慢加热,尤其是从室温开始加热时应保持升温速率为20℃/h),对模板内外圈螺栓再次进行紧固,直至达到要求的扭矩力。当模板温度加热至270℃时,应观察是否有热油或脱盐水泄漏。若有泄漏,应适当降低温度,然后再对螺栓进行热紧固。
模板热对中的最终目的和要求:切粒机水室与模板面贴合,且切粒机小车进出模板导向套自由,切粒机小车可以正常锁紧。
2 总结
根据使用经验,聚丙烯挤压机模板每2年需更换一次。聚丙烯挤压机模板的更换是在超过200℃的高温环境下作业的,因此挤压机模板更换时要有安全防护措施,防止人员烫伤。挤压机模板长期在高温工况下运行,会导致部分螺栓粘死,在拆卸过程中无法顺利取下,严重影响了模板的更换进度。在模板的更换过程中,充分做好工具准备、停车准备等前期工作,严格按照更换步骤及要求进行操作,就可提高模板的更换效率。
Method for Replacing Template of Polypropylene Extruder
Fu Lidong Wang Kun Pan Hui
Extruder;Die;PP;Key;Efficiency;Process
Extruder template is the key component of polypropylene granule forming.In order to solve the problems existing in the replacement of the template and improve the efficiency of the replacement template,a reasonable procedure should be formulated.
TQ 050.7
10.16759/j.cnki.issn.1007-7251.2017.08.015
2016-12-21)
*傅立东,男,1988年生,助理工程师。银川市,750411。
