黄顶菊秸秆制备刨花板工艺研究
2017-08-31魏立婷韩淑伟孙照斌
魏立婷, 杨 松, 韩淑伟, 黄 茹, 闫 薇, 孙照斌
(1.河北农业大学林学院,河北 保定 071000;2.河北省涉县林业局,河北 涉县 056400)
研究与设计
黄顶菊秸秆制备刨花板工艺研究
魏立婷1, 杨 松1, 韩淑伟2, 黄 茹1, 闫 薇1, 孙照斌1
(1.河北农业大学林学院,河北 保定 071000;2.河北省涉县林业局,河北 涉县 056400)
对黄顶菊秸秆制备刨花板工艺进行研究。结果表明:密度、施胶量、配比(杨木刨花与黄顶菊秸秆刨花的配比)对板材性能均有影响;随着密度、施胶量及配比的增大,板材的MOR值、MOE值及IB值均呈增大趋势。综合考虑,制板的较优工艺参数为:热压温度120 ℃、热压压力4 MPa、时间5 min、密度0.7 g/cm3、施胶量10%、杨木刨花与黄顶菊秸秆比5:5,此条件下制备的复合板各项指标均能达到国标GB/T 4897.2-2003的要求。
黄顶菊;秸秆;刨花板;工艺
黄顶菊为一年生草本植物,其根系发达,耐盐碱、耐瘠薄、抗逆性强,繁殖速度惊人,是典型的入侵物种,对农业和生态平衡危害很大[1]。每到收获的季节,无论是秸秆的焚烧或是推入河塘,均构成对社会和环境的危害[2-3]。我国在20世纪90年代末期开始进行麦/稻秸秆人造板的工业化生产,已经取得多项成果[4]。据资料介绍,我国是世界上秸杆人造板产量最大的国家,目前在线运行的生产线有6条,每条生产线按年产量5万m3计算,总计30万m3。在建的生产线中,除2条计划采用国外进口的生产线以外,其余均为采用具有自主知识产权的秸秆材国产化生产线[5]。
对黄顶菊的研究主要集中在黄顶菊的分布[6]、化学成分[7]、潜在危险性评估及防除对策[8]、黄顶菊染色体数目及核型分析[9]、黄顶菊种子萌发特性研究[10]等几个方面。利用黄顶菊秸秆制造刨花板,既可高效综合利用黄顶菊秸秆,化害为宝,又能保护生态环境。本文着重研究密度、施胶量、杨木刨花与黄顶菊秸秆刨花配比对板材性能的影响,以期得到最优的工艺参数,为下一步制板工艺研究提供依据。
1 试验材料与方法
1.1 试验材料
(1)黄顶菊秸秆:经粉碎机粉碎,筛选出长10~20 mm、宽2.5~5 mm的单体,含水率10%左右,备用。
(2)杨木刨花:保定某胶合板厂所制废单板,用粉碎机粉碎后进行筛选、干燥、备用。刨花形态长10~20 mm、宽1~2.5 mm、厚0.6~0.8 mm、含水率10%左右备用。
(3)胶黏剂:外购脲醛胶(UF树脂胶),固含量48.6%,pH值7.5,黏度290 mPa.s。
(4)添加剂:氯化铵、面粉。
(5)水:民用自来水。
1.2 仪器设备
平板硫化热压机,XLB-500×500×2型;电子式人造板万能试验机,济南试金集团有限公司生产;高速混合搅拌机,北京新华塑料机械有限公司生产;高精度木工圆锯机;鼓风式干燥箱;电子天平,精度0.001 g ;游标卡尺,精度0.01 mm;螺旋测微计,精度0.01 mm。
1.3 试验方案
在实际生产中,对板材性能有影响的因素包括密度、施胶量、原料配比、含水率、形态、胶黏剂、热压工艺等。本次试验由于时间、原料等诸多因素的限制,对含水率、热压工艺、原料形态、胶黏剂种类等影响因素暂不考虑,而只考量密度、施胶量、原料配比对板材性能的影响。先预制纯黄顶菊秸秆刨花板(简称纯草板)。
预设板尺寸 300 mm×300 mm×10 mm;热压工艺参数为温度120 ℃、热压压力4 MPa、时间5 min,黄顶菊秸秆刨花含水率12%。在上述工艺条件下做如下实验。
①考查密度对板材性能的影响:施胶量、配比一致,选取密度分别为0.6 g/cm3、0.7 g/cm3、0.8 g/cm3的板材进行试验;②考查施胶量对板材性能的影响:密度、配比一致,选取施胶量分别为 8%、10%、12%的板材进行试验;③考查杨木刨花与黄顶菊秸秆刨花配比对板材性能的影响:密度、施胶量一致,选取配比分别为1:9、2:8、3:7、4:6、5:5的板材进行试验。
1.4 原料计算
1.4.1 刨花板质量
G= DV(100+W1)/10(100+W2)(100+P)
式中:W2为刨花板含水率(%);W1为刨花含水率(%);D为板绝干密度(g/cm3);V为板体积(cm3);P为胶的固体重量与绝干刨花重量之比
1.4.2 杨木刨花和黄顶菊秸秆刨花的需用量
W=G·B(1+MC)
式中:W为刨花(杨木刨花和黄顶菊秸秆刨花)的总用量;MC为刨花使用时的含水率;B为刨花与药渣比。
1.4.3 胶黏剂需用量
胶黏剂需用量=板绝干重量×施胶量百分比
1.4.4 面粉需用量
面粉需用量=固体施胶量×10%
1.4.5 固化剂需用量
固化剂需用量=固体施胶量×1%
1.5 工艺流程
黄顶菊秸秆制备刨花板的工艺如下:秸秆/杨木单板→粉碎→干燥→筛选→施胶→铺装→预压→热压→冷却。
1.6 试件截取
由于所制板的幅面尺寸(300 mm×300 mm)有限,为兼顾试件尺寸和保证有足够的重复数,参考刨花板有关试件取样标准,确定本实验的试件截取方案如图1所示。

图1 试件截取方案/mm1.静曲强度、弹性模量;2.内结合强度;3.密度和含水率;4.吸水厚度膨胀率
1.7 试件各性能计算
按照GB/T4897.2-2003 进行密度(D)、含水率(MC)、2 h吸水厚度膨胀率(TS)、内结合强度(IB)、抗弯静曲强度(MOR)及抗弯弹性模量(MOE)的计算[11]。
2 试验结果与分析
2.1 密度对板材性能的影响
A1、A2、A3号板材的热压工艺参数为温度120 ℃、热压压力4 MPa、时间5 min,黄顶菊刨花板含水率12%,施胶量为12%,配比(杨木刨花:秸秆)为0∶1(纯黄顶菊秸秆板)。
密度对板材各项性能的影响见表1。
表1 密度对板材各项性能的影响
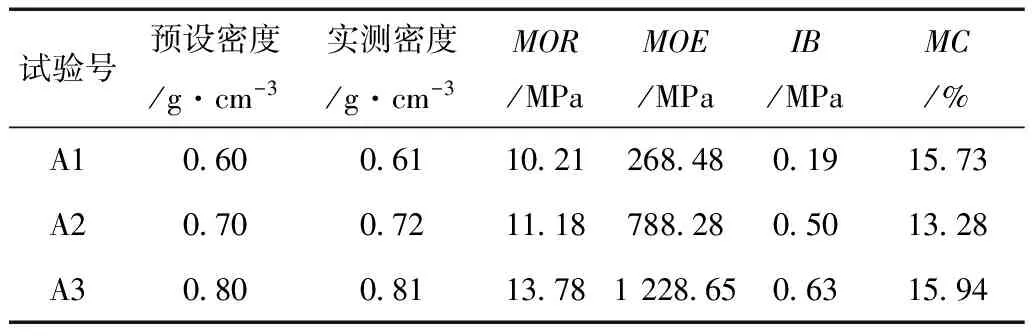
试验号预设密度/g·cm-3实测密度/g·cm-3MOR/MPaMOE/MPaIB/MPaMC/%A10600611021268480191573A20700721118788280501328A308008113781228650631594
由表1可知,随着密度的增大,板材的MOR、MOE、IB值均呈增大趋势。密度为0.81 g/cm3、施胶量为12%的纯草板,MOR最大值为13.78 MPa、MOE最大值为1 228.65 MPa、IB最大值为0.63 MPa。
在试验所取区间内,随着板材密度的提高,所需的热压压力逐渐加大,使黄顶菊秸秆之间的接触越趋紧密,从而有利于相互之间的结合,使黄顶菊秸秆刨花板的性能提高。
2.2 施胶量对板材性能的影响
B1、B2、B3号板材的热压工艺参数为温度120 ℃、热压压力4 MPa、时间5 min,黄顶菊秸秆刨花板含水率12%,密度为0.7 g/cm3,配比(杨木刨花:黄顶菊秸秆)为0∶1(纯黄顶菊秸秆刨花板)。
施胶量对板材各项性能的影响见表2。
表2 施胶量对板材各项性能的影响

试验号施胶量/%实测密度/g·cm-3MOR/MPaMOE/MPaIB/MPaMC/%B18071683836720431104B210069828934950701123B3120679311018960691118
由表2可知,随着施胶量的增大,板材的MOR、MOE、IB值均呈增大趋势。密度为0.67 g/cm3、施胶量为12%的纯草板,MOR最大值为9.31 MPa,MOE最大值为1 018.96 MPa;密度为0.69 g/cm3、施胶量为10%的纯草板,IB最大,其值为0.70 MPa。
理论上随着施胶量的增大,IB值也随之增大,但实测结果是在10%时达到了最大值0.7 MPa,原因是板材的实测密度有差异,施胶量10%的板材实测密度为0.69 g/cm3,施胶量12%的板材实测密度为0.67 g/cm3。
2.3 配比对板材性能的影响
C1、C2、C3、C4、C5号板材的热压工艺参数为温度120 ℃、热压压力4 MPa、时间5 min,黄顶菊秸秆刨花含水率12%,密度为0.7 g/cm3,施胶量为10%。
不同配比对板材各项性能的影响见表3。
表3 不同配比对板材各项性能的影响

试验号配比量实测密度/g·cm-3MOR/MPaMOE/MPaIB/MPaMC/%C11∶90691248538150421527C22∶80691319664020431492C33∶706713291581730561422C44∶606915781691680651293C55∶506514782005340661298
由表3可知,随着配比的增大,C1~C5号复合板的各项力学性能随之增强。
(1)配比为1∶9的复合板,在实测密度为0.69 g/cm3、施胶量为10%时,MOR平均值为12.48 MPa,MOE平均值为538.15 MPa,IB平均值为0.42 MPa,含水率平均值为15.27%。
(2)配比为4∶6的复合板,在实测密度为0.69 g/cm3、施胶量为10%时,MOR平均值为15.78 MPa,MOE平均值为1 691.68 MPa,IB平均值为0.65 MPa,含水率平均值为12.93%。
(3)配比为5∶5的复合板,在实测密度为0.65 g/cm3、施胶量10%时、MOR平均值为14.78 MPa,MOE平均值为2 005.34 MPa,IB平均值为0.66 MPa,含水率平均值为12.98%。
黄顶菊复合板的MOR值高于纯草板的MOR值,主要原因是黄顶菊秸秆表面光滑,富有蜡状物质,使得脲醛树脂胶难以浸润和渗入,不利于刨花与刨花之间的胶合。混合原料中掺入的木质刨花越多,即木/草混合比例越高,在铺装后的板坯中木刨花和木刨花之间直接接触的几率就越大,使发生在草与草或草与木之间的胶合数量减少,从而使板材的胶合强度增大,故复合板的MOR值比纯草板的MOR值大[12-13]。另外,纤维长度也影响刨花板的MOR值,黄顶菊秸秆的纤维长度平均值为0.6 mm,属于短纤维,木质材料的纤维长度一般大于1 mm,属于中长纤维。
2.4 验证试验
根据上述试验确定最佳工艺参数为:热压温度120 ℃,压力4 MPa,时间5 min,密度0.7 g/cm3,杨木刨花与黄顶菊秸秆比5∶5,施胶量10%时的三组复合板板材进行验证试验,结果见表4。
表4 验证试验结果

试验号实测密度/g·cm-3施胶量/%配比量MOR/MPaMOE/MPaIB/MPaMC/%D1071105:513792124200701527D2069105:513252054170661492D3068105:512961902640561422
密度为0.7 g/cm3、杨木刨花与黄顶菊秸秆比5∶5、施胶量10%时复合板的各项性能均能达到国标GB/T 4897.2-2003的要求。
3 结论
(1)密度、施胶量、配比(杨木刨花与黄顶菊秸秆刨花的配比)对板材性能均有影响。随着密度、施胶量及配比的增大,MOR值、MOE值、IB值均呈增大趋势。
(2)对于纯黄顶菊秸秆板,在热压温度120 ℃、压力4 MPa、时间5 min、不同密度和不同施胶量的情况下,MOR值、IB值部分指标可以达到国标GB/T 4897.2-2003的要求,而MOE值则达不到国标GB/T 4897.2-2003的要求。
(3)对于杨木刨花与黄顶菊秸秆复合板,在热压温度120 ℃、压力4 MPa、时间5 min、密度0.7 g/cm3、施胶量10%、改变配比的条件下,只有MOR值、IB值能达到国标GB/T4897.2-2003要求,MOE值达不到国标GB/T 4897.2-2003的要求,MOR、MOE、IB最高分别为15.78 MPa(C4)、2005.34 MPa(C5)、0.66 MPa(C5)。
(4)综合考虑,制板的较优工艺参数为:热压温度120 ℃、压力4 MPa、时间5 min、密度0.7g/cm3、施胶量10%、杨木刨花与黄顶菊秸秆比5∶5。此条件下制备的复合板各项指标均能达到国标GB/T 4897.2-2003的要求。MOR、MOE、IB最高分别为13.79 MPa(D1)、2 124.20 MPa(D1)、0.70 MPa(D1)。
[1] 高贤明,唐廷贵,梁宇,等.外来植物黄顶菊的入侵警报及防控对策[J].生物多样性,2004,12(2):274-279.
[2] 张天瑞,皇甫超河,杨殿林,等.外来植物黄顶菊的入侵机制及生态调控技术研究进展[J].草业学报,2011(3):268-278.
[3] 于庆荣.黄顶菊的危害与防治[J].现代农业科技,2009,(12):125.
[4] 周定国,张洋.我国农作物秸秆材料产业的形成与发展[J].木材工业,2007,21(1):5-8.
[5] 周定国.我国秸秆人造板产业的腾飞与超越[J].林产工业,2016,43(1):3-8.
[6] 李香菊,王贵启,张朝贤,等.外来植物黄顶菊的分布、特征特性及化学防除[J].杂草科学,2006(4):58-61.
[7] 杜金顺,唐爽,董昊,等.黄顶菊秸秆的化学组分和解剖特性研究[J].林业机械与木工设备,2016,44(9):37-41.
[8] 芦站根,周文杰.外来植物黄顶菊潜在危险性评估及防除对策[J].杂草科学,2006(4):4-5+53.
[9] 时丽冉,高汝勇,芦站根,等.黄顶菊染色体数目及核型分析(简报)[J].草地学报,2006(4):387-389.
[10] 王贵启,苏立军,王建平.黄顶菊种子萌发特性研究[J].河北农业科学,2008(4):39-40.
[11] GB/T 4897.2-2003,在干燥状态下使用的普通用板要求测定[S].北京:中国标准出版社,2003.
[12] 梅长彤.原料混合比对木草复合板性能的影响[J].人造板通讯,2002(11):7-9.
[13] 张佳宁,郭仁全,曹潇文,等.处理麦秸制备麦草刨花板性能研究[J].森林工程,2016,32(5):44-47.
(责任编辑 张雅芳)
Study on the Technology for Manufacturing Particleboardfrom Flaveria Bidentis Straw
WEI Li-ting1, YANG Song1, HAN Shu-wei2, HUANG Ru1, YAN Wei1, SUN Zhao-bin1
(1.School of Forestry,Agricultural University of Hebei,Baoding Hebei 071000,China;2.Shexian Forestry Bureau of Hebei Province,Shexian Hebei 056400,China)
The technology for manufacturing particleboard from flaveria bidentis straw is studied.The results show that:density,adhesive application amount and ratio(ratio of poplar particle to flaveria bidentis straw particle)have effect on board properties;theMOR,MOEandIBvalues of board increase with the density,adhesive application amount and ratio ;through overall consideration,the optimal board manufacturing parameters include hot pressing temperature of 120 ℃;hot pressing pressure of 4 MPa;time of 5 min,density of 0.7 g/cm3,adhesive application amount of 10%,ratio 5:5 of poplar wood particle to flaveria bidentis straw particle;all indicators of the composite board manufactured under such conditions can meet the requirements in GB/T 4897.2-2003.
flaveria bidentis;straw;particleboard;technology
2017-05-19
公益性行业(农业)科研专项项目“入侵植物综合防控技术研究与示范推广”(201103027);河北农业大学“木材学”精品课程项目
魏立婷(1996-),女,河北农业大学林学院木材科学与工程2014级本科生,研究方向为木材科学与工程,E-mail:632468556@qq.com。
TS653.5
A
2095-2953(2017)09-0024-04