数控钻攻固定环孔专机与夹具的设计探讨
2017-08-27郑利明兰海周
郑利明+兰海周
摘 要:数控机床中,数控钻工固定环孔机床属于专机项目,目的是为了加工车桥两端固定环孔更加便捷。由于环孔加工工序复杂,加工费时费力且难度大,因此在批量生产时,需要对数控钻攻固定环孔机床与夹具专门设计。本文以车桥为例,对数控钻攻固定环孔专机及夹具进行设计。
关键词:数控钻攻固定环孔;专机;夹具;设计
随着机械制造技术的发展,人们对结构精密、复杂的产品需求量越来越大。为满足不规则零部件生产需求,适应加工对象多变的特点,需要加大对数控技术的研究力度。在金属切削机床中,数控钻攻固定环孔机床结构复杂。与传统加工方法对比,柔性高端数控金属切削机床融合了液压、电子及机械等先进技术,加工方法更加多样。在轿车、重卡及商务车辆的前后桥加工中,可同时进行钻孔、镗孔、攻丝、铣削等加工,在大批量生产中,提高了生产效率与加工质量。本文主要针对数控钻攻固定环孔专机整体及夹具进行设计研究。
1 数控钻攻固定环孔专机设计
1.1 结构设计
利用相关软件对数控专机零部件进行三维建模与仿真,然后进行二维绘图、投图、零件加工、精度检验及试件加工等。该专机床身由双刀库、双主轴箱、双主轴组成,刚度较高,优势在于能够使两个床身在装配及加工时的难度降低。该专机的技术核心是专用夹具工作台、紧急速度及液压控制模块。对两轴间加工范围可同步变化,同步钻攻。
1.2 精度指标
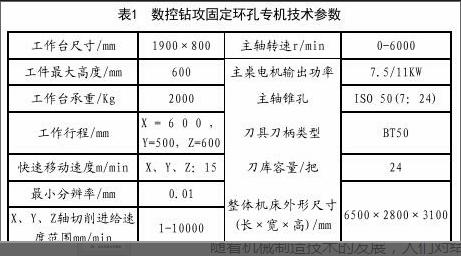
在精度指标方面,该数控钻攻固定环孔专机包含定位、切削等精度。在对机床数值精度进行实际检验时,满足机床位置精度验收标准、数控龙门铣床技术条件及金属切削机床的技术条件等标准。对上述各指标综合考虑,从技术、资金、人员、设备等方面入手,考虑用户需求,对本机精度指标及技术参数进行拟定,作为用户对机床选择的依据。主要参数如表1所示:
1.3 控制系统设计
数控钻攻固定环孔专机整体上可分为机械、数控及道具选择几部分。对于机械控制系统而言,包含主轴、床身、进给、润滑、气动及冷却几个系统。主轴系统融合了高速刀具、直接电机等技术,实现了试件的高速加工,所以在主轴的选择上要保证高可靠性。进给系统由交流伺服电机驱动,通过滚珠丝杠与波纹管弹性联轴器直接连接,对工作台进行拖动,使其产生移动,包含自动控制方式与手动控制方式。床身系统包含床身底座、主轴箱、鞍座、滚珠丝杠、夹具工作台面及弹性联轴节等部件;启动系统的工作介质为空气,排气过程简单,没有成本介质,对环境污染小,使用方面。冷却系统装置加多,包含自然冷却、液体冷却及风冷等,该专机系统采用液体冷却,可循环使用冷却液,实现降低成本的目的。数控系统主要包含以下组成部分:两套FANUC Oi-MD数控系统、两套进给电机、两套额定功率7.5KW主轴电机、两套刀库、其它辅助电机、操作面板、彩色LCD显示器、电控箱密封等,系统主要具备的功能有监控功能、零件公共坐标系编程功能、子程序调用及编辑功能、中英文显示功能、报警功能等。
2 数控钻攻固定环孔专机夹具设计
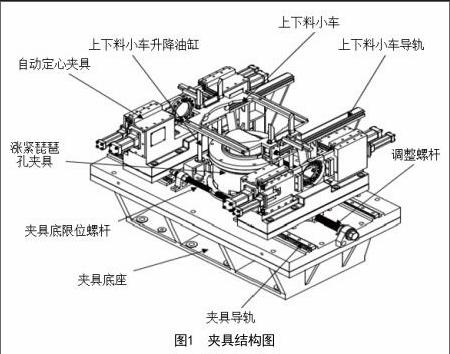
随着机床的发展,在夹具设计中,结构、形式更加复杂,对精度的要求也越来越高。本专机夹具总装图如图1所示,包含多个组成部分。
2.1 夹具组成设计及功能
夹具组成如图1所示,夹具主要由夹具座、升降架及涨紧琵琶孔夹具、自动定心夹具几部分组成。各部分功能如下:在实际工作过程中,在上下料小车上放置车桥,琵琶孔向下放置。下车此时位于上下料小车导轨,将小车推至夹具中心,然后上下料小车升降油缸下降,至自动定心夹具处夹紧,在桥壳大平面抚平后对零件利用涨紧琵琶孔夹具涨紧,然后自动定心夹具松开零件,上下料小车升降油缸上升,将上下料小车手动拉至上下料小车导轨上,对完成的工件卸下。由于产品的规格、长度等不尽相同,如果法兰盘位置不适合,可调整调整螺杆、松开限位螺杆,使两端的自动定心夹具在夹具导轨上滑动,并在合适的位置停留后固紧。
2.2 机床夹具的特点
利用固定环外径对桥壳两端进行定位压紧,夹具径向定位精度不超过0.025mm,夹具为自定心夹紧结构,可调整夹具方向、长度。采用涨芯夹具结构作为桥壳中心琵琶孔定位夹具,对夹具的通用性要进行考虑。该机床上要配置与后桥壳工件加工所需的定位、工装、夹紧装置。如果钻具刚性较弱,可使用钻模板辅助钻孔。机床配备上料架,在上料架移动小车后放置桥壳,人工将小推至夹具上方,在油缸下落带动小车时,桥壳进入夹具夹紧位置。在控制桥壳角相位时,夹具对桥壳压夹紧后,桥壳大平面抚平后,对零件利用涨心装置涨紧,两端自定心夹具高压夹紧。对夹具采用液压方式控制,采用油温冷却系统对油温进行控制。机床与夹具安装方便快捷,容易操作。
2.3 夹具结构说明
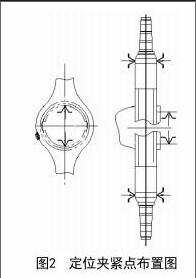
数控钻攻固定环孔专机结构的优势在于,床身刚性比较强,双主机共用床身,外形简单,在毛坯铸造方面,难度大大降低,两个床身在装配与加工中的难度也极大的降低。本夹具针对车桥加工设计,主要用于在双卧式加工中心进行车桥两侧法兰盘螺纹孔口倒角、底孔及攻丝工序的夹紧与定位。因此定位、夹紧、液压站是重要的构成系统,直接对工价加工产生影响,定位夹紧如图2所示:
在夹具组成部分中,定位系统非常关键,由自定心与涨芯两套夹具组成。自定心夹具布置在两端,中心布置涨芯夹具。涨芯夹具涨块在油缸带动下,在滑块上下移动的时候进行左右移动,实现夹紧后桥壳止口的目的,对工件的轴向尺寸定位也能保证。通过前后两个夹紧油缸,对自定心夹具钳口前后移动进行带动,实现夹紧的目的。通过工件垫与涨芯夹具涨块的组合,对涨芯夹具在更换产品时进行调整;通过对法兰盘距离桥壳止口的距离进行轴向调整,实现自定心夹具在产品更换时的调整。两套夹具的操作都比较简单,省时省力。
3 结语
本文通过对数控钻工固定环孔专机及夹具进行设计研究,在软件三维建模基础上对专机总体及夹具进行设计,通过研究得到以下结论:首先,与同类机床相比,本专机设计具有加工精度高、工作效率高等优势,可对车桥两端同时实现钻攻;其次,机床结构布局比较先进,结构相对简单,并且可提升加工效率;电主轴的采用,使主轴转速达到6000rpm,实现了快速切削的目的;最后,为满足实际使用需求,对机床进行测试,测试结果与设计要求相符。数控钻工固定环孔专机项目属于新的研发项目,其中也存在一些不完善的地方,如刀庫无法自主研发、产品工序集约化以及产品外观造型还有待进一步完善等,这些不足之处还需要在以后的研究中不断进行改进。
参考文献
[1]朱敏.数控加工中的工艺与夹具设计若干问题探讨[J].科技风,2016,04(32):41-42.
[2]张余.数控机床钻孔加工用快速夹具的设计[J].现代制造技术与装备,2016,05(22):53-54.
[3]王志鑫,聂赞.数控机床加工中空叉架轴工艺及工装夹具设计[J].现代商贸工业,2016,14(11):224-225.
