W—25旋槽机电气系统的改造设计
2017-08-17张玉林
张玉林
摘 要:旋槽机是管件加工机床中的新生儿。它与传统的端末机相比具有精度高、效率快、机床体积小等特点。并且在加工方式由以前的冷冲压加工转变为灵活性很高的旋转压轧式加工,是机电一体化技术集成度很高的产品。
关键词:旋槽机;三菱FX1N-40MR;中间继电器;滚轮机构;PLC;梯形图。
本机为管端成型机一种,其工作原理是将材料固定在夹模上,使用连接油缸的旋转滚轮在管端旋转压入成型;主要由夹模、旋转滚轮、机座、管料定位等组件构成。管材加工技术在汽车工业、空调工业、航空航天工业中具有举足轻重的地位。旋槽机是在管材加工中运用最广的机械。旋槽机凭其加工精度高,机型体积小、经济性高的特点在未来管型加工领域是未来发展的方向。本文就针对W-25系列旋槽机的原理对其系统进行改造设计。
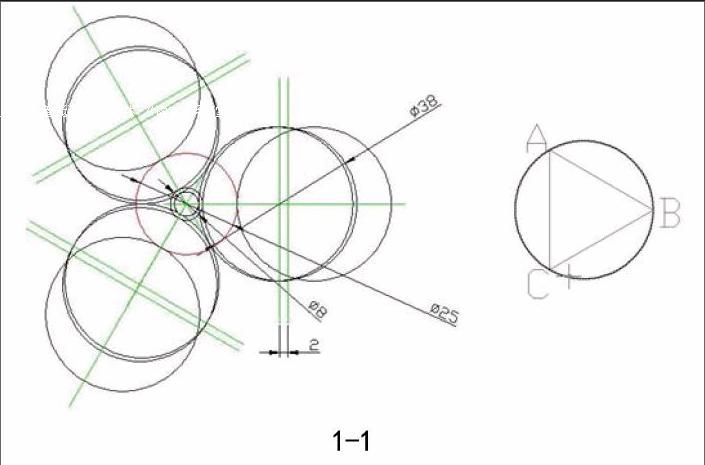
1 旋槽机工作原理:
旋槽机的工作机构如图1-1所示:
旋槽机主要靠滚轮机构即图中φ25的模具旋转、挤压定位在中心的铝管从而达到加工成型的目的。
它是一种数学极限思维的一种实际应用。因为三个滚轮与管件相接触的是三个点--- ---三个切点。连接这三点则形成一个三角形,而三角形的中心点为管件的中心点。当一个三角形绕这它的中心点以无限的速度旋转的时候这个三角形就近似的看成一个圆。因为 A,B,C三个点是滚轮与管件相切的三个点,所以这时候可以近似看成圆。
2 旋槽机的结构
旋槽机的实物图它是由机械结构、液压系统、气动控制系统、电气控制系统等部分组成。
3 旋槽机的电气系统的设计
3.1 电气控制系统的电器选型
旋槽机是采用PLC进行控制,相对于传统的接触器继电器控制而言它可以减少接线量减少人的工作强度。便于根据生产的实际情况调整生产的控制流程。与单片机控制而言除了便于根据实际生产情况调整生产的控制流程外而且更加便于进行系统的维护。因为普通的电气技术人员就可以对PLC进行编程调试。而在中国目前而言三菱的PLC运用相对而言比较广泛点。所以我们就选用三菱的PLC。考虑到企业的生产成本问题。和实际控制中所占有的I/O口点数。我们选择了三菱的FX1N-40MR。
变频器的选择:在旋槽机工作时候。我们要通过改变那台三相异步电机的转速从而达到控制卡盘的转速。所以我们要选择一台变频器来进行对三相异步电机的变频调速。 根据我们的工况条件。和我们输入输出的电压。以及三相异步电机的功率(1500W)考虑到公司的经济成本我们选择了台湾东元的7200MA JNTMBGBB7R50AZ变频器。
变压器的选择:由于我们PLC选择的是FX 1N-40MR。而我们的输入电压为三相380V 50HZ 因此我们要有一个变压器让三相380V 50HZ的电源转变成两相220V 50 HZ的电源。考虑经济性和稳定性我们选择正泰的JBK5-1K (功率为1KW的变压器)。
中间继电器的选择:在市面上由很多国产的和国外的中间继电器。我们考虑到经济性和产品的稳定性我们选择OMRON MY4N220V他的额定电流为4A,额定电压为220V。
空气开关的选择:由于我们电源的供电为380V50HZ 我们电器控制柜内的电器总功率为4800W 而三菱NF30-CS/3P 30A的额定功率为11400W的额定功率。而且产品的稳定性比较高。
短路器的选择:由于我们从主干路上我们分了两个干路一个是三相另一个是两相。考虑到我们每条线上所承受的电流值。我们选择正泰的NZ47-1P 3A 。五个。
交流接触器选择:我们要考虑到为液压泵的电机的保护考虑到电机的实际功率,我们要选择三菱S-N12/AC 220V的接触器。
传感器的选择:博大T L-W5MC1的传感器的感应距离为30MM符合我們实际的要求。而且只对Fe有感应作用。避免了干扰。
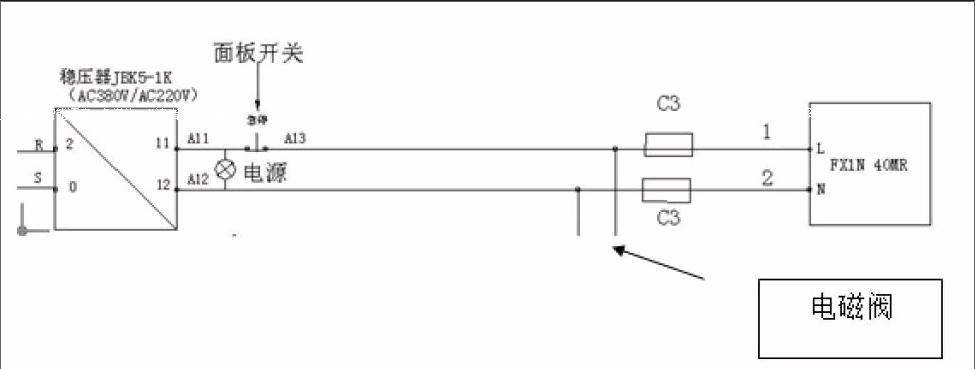
3.2 主供电电路的设计
在旋槽机的电气系统中,我们可以把电器分为两大类,一类是三相380V供电的液压电机,和变频器。另一类是两相220V供电的PLC等
在干路上我们用空气开关来对整个电路进行保护。在380V一线上我们分别并连了变频器和油压马达。
在220V一支路上我们通过变压器来进行变相、变压连接变压器。
3.3 急停开关的设计
我们在220V支路上设计了一个急停开关在紧急情况下我们按下急停后PLC、电磁阀断电。这样液压系统和机械系统会停止工作。就起到了对机械结构保护的作用。
3.4 输入输出端口的分配
根据实际应用中我们所涉及到的开关点和传感器的输入输出。我们把输入端口分布如图。在分配得时候我们主要考虑到强电与弱电的干扰。因为输入口的接线都是弱电。而电气柜里有很多强电电路。他们会对这些信号线产生干扰。
3.5 PLC程序
我们根据上面的端口分配和机器的动作流程图来。编译该机器的程序。(见程序附录)
我们在三菱的GPPW的软件上选择监视模式。根据实际情况进行调试。
4 对机器加工管材样品的实际情况进行调试(参照实物):
我们对旋槽机实际加工的管子进行调试。(样品为例)
我们测量A管的扁平率为8丝。整个管子加工成三角形。表面粗糙度不符合实际加工要求。
分析:
表面的粗糙度是由于我们模具表面有很多以前试样残留的铝粉。
管子截面呈三角形主要原因是滚轮进给速度快,导致而成的。
解决方案:
我们用煤油清洗模具表面,去除残留的铝粉。
我们调节回转油缸来调节卡盘的进给速度。来达到我们加工的管材的要求。
参考文献
[1]刘守勇 机械制造工艺与机床夹具第二版 北京; 电子工业出版社 、 2014.1。
[2]气力可株式会社 气力可气动控制元件综合目录 台湾:气力可株式会社、2014.1。
[3]三菱电气株式会社 三菱PLCFX1N使用手册 日本; 三菱电气株式会社,2012.1。
[4]三菱电气株式会社 三菱FX系列PLC编程手册 日本; 三菱电气株式会社,2012.1。
[5]W-25旋槽机图片资料库。
