铁路货车地板冲孔模具设计
2017-08-16程大堂齐齐哈尔轨道交通装备有限责任公司冷工艺部
文/程大堂·齐齐哈尔轨道交通装备有限责任公司冷工艺部
铁路货车地板冲孔模具设计
文/程大堂·齐齐哈尔轨道交通装备有限责任公司冷工艺部
阐述了一套冲孔模具实现孔尺寸相同、孔距部分相同的多种工件冲孔的设计理念。通过地板工艺分析,计算冲裁力,结合地板尺寸选择合适冲床,设计一套铁路货车地板冲孔模具,实现3种地板的冲孔;设计模具柔性定位挡,实现3种地板冲孔时的定位;设计模具滑料板结构,解决冲孔废料无法排出的问题。
地板工艺分析
图1~3为铁路货车3种地板的工件图,材质为Q345NQR2的扁豆形花纹钢板,孔距公差要求±0.5mm。地板1数量1件/辆,地板2数量2件/辆,地板3数量2件/辆,共计104个孔。该件的制造难点是孔数量多、孔距精度高。在产品试制及小批量生产时,我公司采用数控转塔冲床单孔冲制而成,效率低,工人操作难度大。为此,设计地板冲孔模具,保证工件质量,提高生产效率,降低工人操作难度。同时,为了降低成本,需要1套模具兼顾3种地板的生产。

图1 地板1工件图
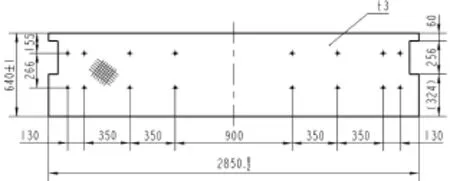
图2 地板2工件图
冲床选择
模具各种受力的计算
考虑到模具的刃部被磨损、凸模与凹模间隙不均匀和波动、材料的力学性能波动及材料的厚度偏差等各种因素的影响。实际计算冲裁力,经计算P约为1720kN。模具卸料力可按经验公式:P卸=K卸P进行计算,K卸取4%。经计算,P卸=69kN。模具总冲裁力的计算,针对该模具,P总=P+P卸=1720+69=1789kN。
冲床压力吨位和工作台的选择
冲床压力吨位可按P0=1.3P总计算,P0=2326 kN。因此冲床压力吨位应大于2326kN,即250t以上冲床。我公司符合该要求的冲床有400t、800t及2000t三种。结合3种地板尺寸,最长地板2850mm长,最宽地板1000mm宽,考虑导柱、导套及定位挡所占空间,工作台长应在3200mm左右,宽应在1500mm。我公司符合该要求的冲床只有2000t冲床。综合以上分析,地板冲孔模具选择2000t冲床。
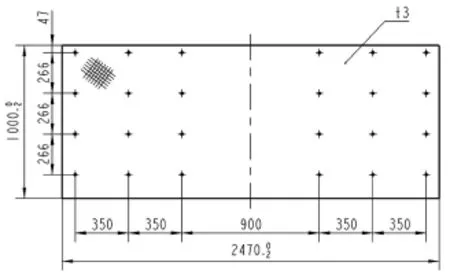
图3 地板3工件图
模具结构设计
模具冲裁方向选择
模具设计在2000t冲床上使用。若冲裁方向向上,冲孔废料从上模排出,生产既不方便,也存在废料在生产过程中因振动随时从上模中落下的可能,发生安全事故。若冲裁方向向下,冲孔废料从下模排出,既便于生产,又可避免废料从上模中落下造成安全事故的发生。因此冲裁方向选择向下。
冲裁间隙的确定
冲裁间隙值是否合理,将直接影响到冲裁件的断面质量、尺寸精度、模具的寿命、设备的能耗等。间隙选择的基本原则是“按工件要求”确定间隙。在满足工件要求的前提下,采用较大的间隙,可以提高模具的使用寿命。根据材料性能,结合经验数据,冲孔时本模具单边间隙取板厚的8%。
地板冲裁排布的设计
详细模具结构排布如图4所示。将地板1按实线排布,使用下侧2个及左侧第二个定位挡定位,使用下方4行6列凸、凹模冲孔;将地板2按虚线排布,使用上侧2个及左侧第二个定位挡定位,使用上方4 行6列凸、凹模冲孔;将地板3按双点划线排布,使用上侧第二行2个及左侧第一个定位挡定位,使用上方第二、三行8列凸、凹模冲孔。地板1、2共用中间2行凸、凹模,地板2、3共用上方第二、三行凸、凹模。24孔的地板1、2与16孔的地板3,仅需40个凸、凹模即可满足三种地板冲孔需要。
卸料板组成设计
卸料板组成由卸料板、聚氨酯弹簧、卸料螺钉和压块组成。在孔的位置安装压块,压块通过螺钉与卸料板紧固,当更换凸模时,仅需拆卸压块。根据卸料力,在孔之间布置适当数量的聚氨酯弹簧,设计合适的冲孔结束时的压缩量,保证地板从凸模上卸下,聚氨酯弹簧通过卸料螺钉与上模紧固。聚氨酯弹簧初始压缩量设计为2mm,保证在凸模接触地板时,地板受压保持固定。
定位挡组成设计
定位挡组成由定位挡、定位挡座、弹簧、螺钉、螺母等组成。定位挡组成通过4个螺钉与下模紧固。定位挡上下可调,当地板2冲孔时,将上侧第二行2个定位挡向下调整到凹模以下,螺钉螺母固定,防止干涉;当地板3冲孔时,螺钉螺母松开,弹簧自动将定位挡向上复位。此种柔性定位挡结构可以避免反复拆卸的麻烦。
滑料板设计
冲孔的废料通过凹模正下方下模体的圆孔落入到底板上的接料板上,当接料板上废料收集较多时,将其取出倒入废料斗中,重新放回。然而,该模具地板3左右两侧最外侧孔按照其他孔设计相同接料结构时,下模体上与工作台紧固的U形槽与底板干涉,而U形槽位置无法调整。在该孔位置设计安装滑料板,将该孔的废料滑入到里侧相邻的接料板上,可解决地板3左右两侧最外侧孔废料排出问题。
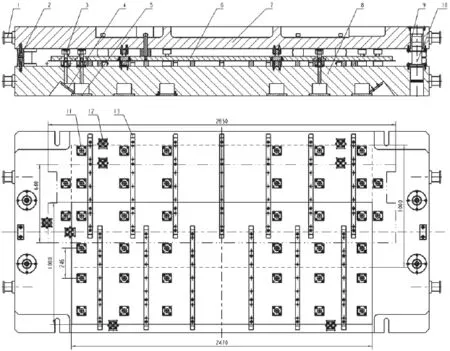
图4 模具结构
结论
⑴多种工件孔尺寸相同、孔距部分相同时,可以用一套冲孔模具实现。
⑵多种工件冲孔时,柔性定位挡结构可以避免反复拆卸的麻烦。
⑶冲孔模具通过滑料板结构,可以解决冲孔废料无法排出的问题。
