双刀车削在数控立式车床上的应用研究
2017-08-16李汉伟凌鹏飞张振兴赵会波
李汉伟,凌鹏飞,张振兴,赵会波
(烟台台海玛努尔核电设备有限公司,烟台 276000)
双刀车削在数控立式车床上的应用研究
李汉伟,凌鹏飞,张振兴,赵会波
(烟台台海玛努尔核电设备有限公司,烟台 276000)
针对工件的材质以及性能,结合工件结构以及立式车床规格提出了双刀车削的方法。介绍了双刀切削工艺过程中工件装夹方式、刀具和切削参数选择以及双刀车削工艺过程的实施,并结合工件形状和具体尺寸编制车削过程数控加工程序,有效提高工件车削效率。
数控立式车床;双刀;车削;切削参数;效率
0 引言
在进行大直径环形零件端面加工时,多采用数控立式车床车削加工的工艺方式,为有效提高生产效率,提高单位时间金属去除量,传统方式为增加背吃刀量、加大走刀量或是提高切削速度[1],即增大切削工艺过程的“三要素”(ap、f、vc)。但针对难加工材质工件(如奥氏体不锈钢、马氏体不锈钢、双相钢以及超级双相钢),由于机床刚性以及加工行业现有切削刀具的限制,以上方式在实际应用过程中效果并不理想[2]。结合公司现有工件情况,在端面加工过程实施双刀车削的工艺过程,可以较大的提高生产效率,同时可以有效的保证刀片使用寿命。
1 工件产品材质特性
我公司现主产品之一为核电站屏蔽电机主泵泵壳,其材质为ASME SA-351 CF8A,属铸造奥氏体不锈钢,其化学成分如表1所示。
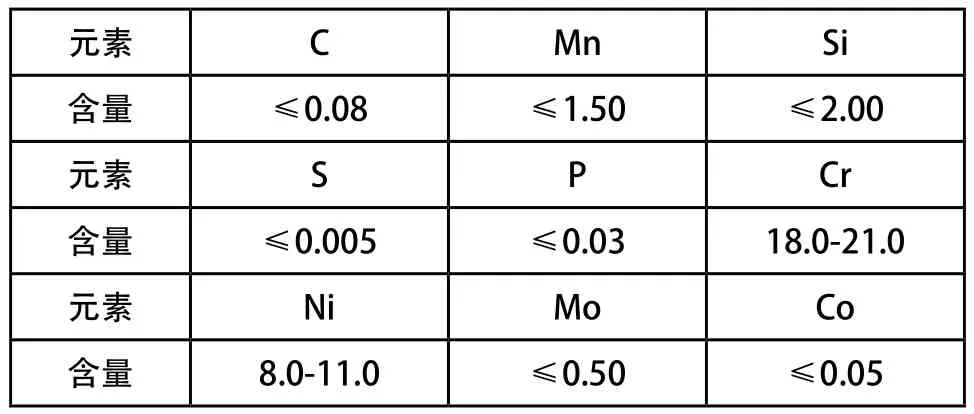
表1 泵壳材料化学成分
其机械性能如表2所示。

表2 泵壳材料机械性能
其硬度值为:HBS230~HBS270。
2 双刀切削工艺过程
2.1 工件装夹
在该工件加工过程中,使用设备为武汉重型机床集团有限公司产数控立式车床C5263E×35/63,其为单刀架结构,工件装夹如图1所示。工件平放在机床回转工作台上,底部四卡爪以及中间部位四加高卡爪夹顶工件,调整工件使其回转轴线与机床回转工作台轴线重合,使用可调支撑(可调千斤顶)支撑工具出水口端。

图1 工件装夹示意图
2.2 刀具以及切削参数选择
根据工件材质、机械性能以及产品结构,以及我公司生产现场刀具实际使用情况,在进行该工件端面车削时选用刀片为SANDVIK公司SNMG190612-MR 2035,其刀片材质、表面涂层、断屑槽结构、角度结构均适用与该工件的车削过程,在生产现场工艺试验过程若单独的增大切削过程ap值或是fn值,刀片的使用寿命会大幅降低,同时机床横梁存在较大震动,对设备影响较大,考虑具体工况最终确定该工具端面加工切削参数为ap=6mm、fn=0.35mm/r、vc=56m/min,即进给f=2.8mm/min,转速S=8r/min,端面车削过程工作台正转(即逆时针旋转)。
2.3 双刀车削工艺过程实施
在屏蔽主泵泵壳端面加工过程,分别将两把车刀依此安装至立车滑枕端刀台两侧,根据选用的切削参数,使用对刀仪调整两车刀刀尖高度差△Z=6mm,同时测量两刀尖距离为△X=205mm,工件端面厚度为H=495mm。如图3所示,以左侧刀尖对刀定X/Z坐标点,工作台旋转S=8r/min,滑枕Z向移动定背吃刀量ap=6mm,滑枕X-向移动进行切削f=2.8mm/min。初始切削过程仅左侧车刀吃刀车削,右侧刀具空闲(如图3(a)所示),当X向移动△X=205mm后,右侧车刀也参与切削,双刀同时车削(图3(b))。由于工件端面厚度H=495mm,两刀尖间距离为△X=205mm,左侧车刀刀尖超出端面后,已加工区域L1=290mm,大于右侧车刀未加工区域L2(L2=205mm),双刀抬刀以及退刀,重新进刀,进行下一刀车削加工(如图3(c)、图3(d)所示)。
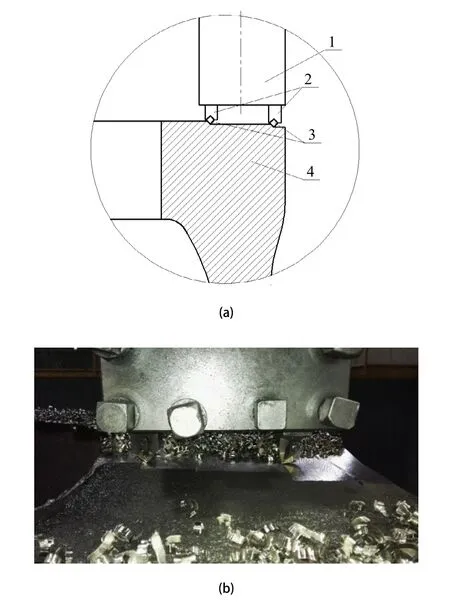
图2 加工示意图
3 数控程序编制
我公司该数控立式车床数控系统为SIEMENS 802DSL,在核电站屏蔽电机主泵泵壳端面加工过程,其端面余量约90mm,端部外圆直径☒2260mm,内孔直径☒1270mm,各尺寸如图3所示,其加工过程数控程序[3]如下:
坐标点:左侧刀尖,工件上端面定Z=0,最大外圆定X=2260mm。

根据双刀车削理论分析以及实际加工工艺过程,在该工具端面加工过程,根据现有程序背吃刀量、进给量,若采用单刀车削其工时计算为:
单层切削时间:

车削总刀数:

端面车削总时间:

若采用双刀车削,共需车削14刀:
第一刀车削时间:

中间十二刀车削总时间:

最后一刀车削时间:

车削总时间:

即在该工件的加工过程,双刀车削为单刀车削效率的1.7倍。
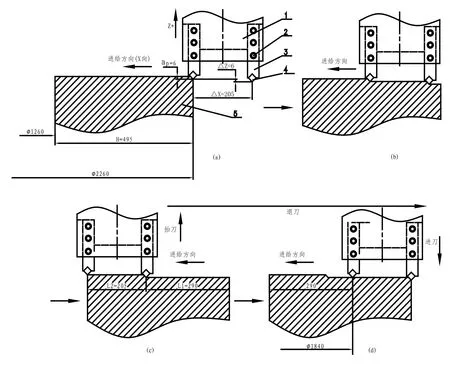
图3 双刀车削原理示意图
4 结论
在特种材质或是难加工材质车削方面,切削参数调整到一定数值后很难再通过参数的提高以提高生产效率。而进一步选用双刀车削工艺方式,相较单刀加工方式,将进一步的提高生产效率,在实际生产过程中有重大意义。
[1] 王毅哲,张育国.普通卧式车床上的双刀切削[J].机械工程师,2007.(5)132-133.
[2] 何耿煌.难加工材料-不锈钢高效车削技术及其刀具研究[J].组合机床与自动化加工技术,2015.(11).25-29.
[3] 邹小飞.数控车床编程与操作[M].北京:机械工业出版社,2014.01.
Research on application of double-cutter turning on CNC vertical lathe
LI Han-wei, LING Peng-fei, ZHANG Zhen-xing, ZHAO Hui-bo
TH162
:A
1009-0134(2017)06-0060-03
2017-03-29
李汉伟(1982 -),男,山东临沂人,工程师,硕士研究生,主要从事机械设计制造及自动化方面的研究。
