喷涂机器人在回转体型工件上的应用
2017-08-16颜兵森田成花
颜兵森,田成花,张 波
(北京机械工业自动化研究所,北京 100120)
喷涂机器人在回转体型工件上的应用
颜兵森,田成花,张 波
(北京机械工业自动化研究所,北京 100120)
随着工业自动化技术的发展,工业控制技术日新月异,工业机器人应用领域随之扩大,这些技术的发展给自动化控制技术与机器人结合应用于自动喷涂行业提供了平台,通过对喷涂机器人在旋转体工件上的工艺算法进行了详细的研究,开发出了一套基于旋转体的机器人喷涂系统。完成对大型、要求精度高的旋转体工件的自动喷涂工作,保证喷涂质量的同时减轻劳作强度;项目实施中证明了该方法的可行性。
喷涂;机器人;回转体型工件
0 引言
在国内制造业中,喷涂是一项非常常用且重要的工序。虽然国内很多企业还是用人工来进行喷涂作业,但是已经有很多公司开始逐渐用喷涂机器人来代替人工作业,相比于传统人工喷涂,机器人喷涂涂料利用率高[1],喷涂效率高,工件涂层均匀、喷涂质量好[2]等,从而得到广泛的工业应用 。
本系统针对回转体型工件,对机器人喷涂方案进行了优化设计,可大幅提高涂层均匀性和生产效率,通过在项目实施中验证,本系统针对回转体工件的喷涂具有良好的效果,喷涂均匀性及喷涂质量得到保证。
1 机器人方案设计
吊装设备将旋转体工件吊装到停放在喷房外的工件旋转运输车的滚轮上,装夹完毕后,将工件旋转运输车移动至喷房内指定喷涂工位,采用工件旋转,工装静止的方式进行回转体工件的自动喷涂作业。
喷涂圆柱段时,工件在旋转装置上按一定的转速自动旋转,防止在喷涂过程中出现易堵枪、喷涂过程时间过长会出现涂料粘度变化,通过缩短喷涂时间,采用机器人伺服移动装置上布置两个独立滑板,由两台机器人实现圆柱段指定区域的喷涂作业;两台机器人工作时,为了避免其中一台机器人重复覆盖另外一台机器人的喷涂表面,因此要求最后一台机器人喷涂螺带应跨越其运动方向的另外一台台喷涂的喷涂螺带,整体喷涂形状为类似三头螺带,因此,要求工件每旋转一周所需的时间内,机器人移动距离为三倍的机器人摆幅距离。如图1所示。

图1 机器人移动距离与摆幅距离
本系统各部分位置如图2所示。

图2 喷涂系统各部分位置示意图
图2 中,两台喷涂机器人分别安装在两个机器人底座上,如图喷涂机器人1、喷涂机器人2、移动底座1、移动底座2所示,两个移动底座可在移动平台上定速、定位、变速等形式携带机器人进行移动,移动底座的移动速度及方式与机器人系统进行协调配合,通过总控系统对机器人的动作及移动底座的移动协调控制。旋转型工件在旋转装置上装卡,并可定速旋转,旋转速度可调节。
机器人喷涂工艺过程描述如下:
1)工件装夹完成,并运送至指定的喷涂位置;
2)当收到系统发出的喷涂工作指令,喷涂机器人1和喷涂机器人2自动寻找零点,同时工件开始旋转,转速平稳后喷涂准备就绪,喷涂机器人1和喷涂机器人2按预先示教好的程序对回转体工件的外表面进行喷涂作业。喷涂完毕,喷涂机器人1和喷涂机器人2自动回到起始位置等待下次生产指令。
3)回转体工件的喷涂作业过程分为四个阶段:
(1)第一阶段为两台机器人陆续开始喷涂的阶段
当收到系统发出的喷涂指令,待喷工件开始旋转,先是喷涂机器人1由等待位置移动到喷涂开始位置,机器人开始喷涂,喷涂过程中移动底座1拖动喷涂机器人1沿着工件的末端开始喷涂,同时喷涂机器人2由等待位置移动到喷涂开始位置,并从工件的另一端开始喷涂。
(2)第二阶段为两台机器人都在喷涂的阶段
喷涂作业开始后,两台机器人在移动平台上从两端逐渐喷涂到中间位置。
(3)第三阶段为三个机器人陆续停止喷涂的阶段
当两台机器人到达交汇区域时,机器人1完成指定的喷涂工作,并停止喷涂返回起始位置,机器人2在完成之前的喷涂作业的同时,并要处理好两端喷涂部分的衔接,确保图层的均匀性及厚度,完成后停止喷涂并返回起始位置。
(4)工件选装装置停止选装,并将喷涂完成的工件进行检测及运送,根据需要可连续装卡工件。
(5)系统等待下次喷涂指令。
两台机器人同时处于初始设定位置,全自动待机。
2 控制系统设计
喷涂系统采用西门子运动控制系统,机器人伺服移动装置和工件旋转运输车共含有三台伺服电机,因此本控制系统采用3轴伺服控制系统,实现各轴间高精度的独立和同步控制。上位采用三台触摸屏,实现在工作区域范围内方便操作,三台触摸屏的功能基本相同,具有控制功能、故障显示功能,便于设备排除故障;总控系统与机器人系统间实时交互状态信息。
喷涂系统原理图如图3所示。
本系统分为如下单元:
1)伺服运动控制系统。本部件主要的作用是控制两台伺服电机在导轨上的直线运动控制,可以分别在速度方式下工作或位置方式下工作,以满足在不同的工作模式下对伺服系统的运动需求。
2)机器人控制系统。主要由机器人本体、机器人控制柜、机器人示教器及机器人清吹系统组成。在需要对机器人进行操作时,操作人员可以通过机器人的示教器对机器人进行工艺编程。在手动方式下或自动方式下让机器人进行再现工作,模拟预定轨迹的程序动作,把设定的运行轨迹重复再现,以完成喷涂作业,满足系统工艺要求。
整套系统出项故障时可以进行自动保护,机器人是采用ABB公司的防爆型机器人系统。机器人本身包含一套完整的防爆系统,当机器人的外部压力不足或无压力时系统是不能工作的,对机器人系统可以进行自动保护,以防止出现不安全因素时对设备和人身造成伤害。机器人故障信息与总控相关联,在有异常情况下,系统可实现即时暂停、停止等。
机器人与总控系统的通信连接采用PROFIBUS-DP通讯方式,采用这种硬件连接方式可以减少现场的接线工作,提高系统的可靠性。
机器人与总控系统通信内容主要包括:指令信号、报警信息、交互信号等。
机器人系统的故障信号主要有两种形式:
(1)机器人故障信号的输出。
(2)外部故障信号的输入。
这两种故障方式的处理均采用机器人系统与总控系统硬件直接连接,连接在机器人系统的安全链上,当任何一方出现故障时,系统可以做到互锁,保证系统在出现故障的第一时间对整个系统进行保护。
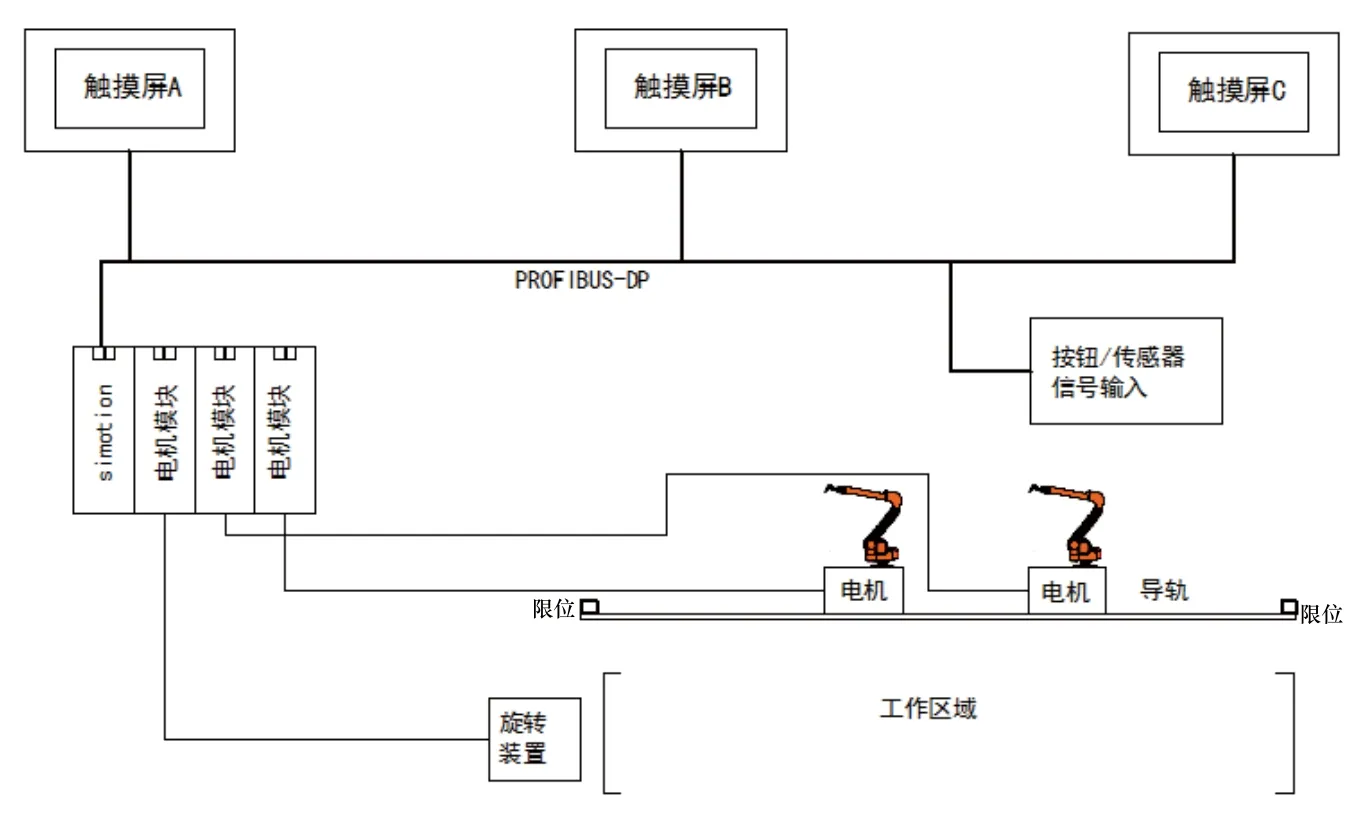
图3 系统原理图
3)系统的扩展I/O信号的作用主要是信号的采集及
【】【】指令的输入,总控系统与其他传感器等的信号传输、交互,各个运动轴上限位信号、零点信号、防撞信号、速度等的处理。
4)扩展I/O信号与主控制系统的连接采用PRIFIBUS-DP的连接,总线连接方式使得外部I/O信号扩展更加方便。
5)系统的主控制器与伺服控制器是合二为一的,同时伺服控制系统采用MCC编程,采用工艺编程的式的图形化编程方式,使用方便易于理解。
6)系统的人机界面采用触摸屏,本系统采用了三台西门子的触摸屏,一台放在平台上总控系统柜。另外两台触摸屏放在喷房外机器人控制柜旁边作为副屏,两台副屏可以完成对旋装装置的控制。
3 系统的实现
本系统主要完成如下功能:
1)协调各轴之间的互锁控制,对机器人移动底座进行实时控制:在工作模式下,机器人移动底座是靠系统程序自动控制。在检修模式下,可单步进行向左或向右操作,系统在检修状态下对移动装置硬件系统进行移动、检修等操作。
2)完成对机器人发送控制命令,以及接收机器人工作过程中返回的状态信息。总控系统与机器人系统间实时交互状态信息,确保机器人与移动装置之间及设备与工件之间协调有序的工作。
3)与上位机的信息交换,接受上位机发来的各种命令并对其进行相应的处理,向上位机发送各种状态信息。
4)对人机界面的输入按钮及输出指示进行控制,对报警指示灯进行控制。
5)对外部的各种输入输出信息(如移动装置的限位信号、零点信号、工件到位信号、故障信号等)进行处理。
6)上位机触摸屏完成系统工作状态监控、参数设定及修改、参数显示、报警信息显示、故障复位等工作。
7)机器人系统,主要完成在自动喷漆过程中对自动喷涂运动轨迹进行控制,可以对开、关枪进行自动控制。对喷涂的工艺程序可采用示教再现的工作方式。对不同的喷涂轨迹可以设置成相应的程序号。在自动运行的情况下,机器人可以接受总控系统发来的程序号命令,并调用相应的喷涂程序对工件进行喷涂。
4 结束语
本文通过对喷涂机器人在旋转体工件上的工艺算法进行了详细的研究,开发出了一套基于旋转体的机器人喷涂系统。通过现场喷涂结果表明,该系统优化了喷涂效果,提高了喷涂质量与喷涂效率,节省了喷涂成本。
[1] 缪东晶,王国磊,吴聊,等.自由曲面均匀喷涂的机器人轨迹规划方法[J].清华大学学报(自然科学版),2013,53(10):1418-1423.
[2] ATKAR P N,GREENFIELD A,CONNER D C,et al.Uniform coverage of automotive surface patch[J].International journal of robotics research,2005,24(11):883-898.
[3] 赵宏剑,王刚,张波,等.飞机尾翼自动喷涂系统[J].制造业自动化,2013,35(2):153-156.
Application of painting robot in revolving workpiece
YAN Bing-sen, TIAN Cheng-hua, ZHANG Bo
TP29
:B
1009-0134(2017)06-0005-03
2017-03-07
颜兵森(1984 -),男,河北人,硕士,研究方向为机械工程。
