尿素P1-B机械密封失效的原因及解决办法
2017-08-09郭威
郭威
(重庆云天化瀚恩新材料开发有限公司,重庆 401221)
尿素P1-B机械密封失效的原因及解决办法
郭威
(重庆云天化瀚恩新材料开发有限公司,重庆 401221)
尿素P1-B水解给尿泵自更换国产新泵后一直不能正常运行,主要表现为机械密封泄露量大,需频繁更换,针对该泵机械密封出现的问题,文章对机械密封的结构和原理做了介绍,同时对机械密封的失效形式做了详细的分析,有针对性地对该泵进行了改进,按改进方案进行了检修维护,后期该泵机械密封运行效果良好。
机械密封;换热器;聚四氟乙烯;碳化硅陶瓷
1 设备介绍及故障情况
尿素P1-B水解给尿泵,系由西德蒂森公司制造,VLT80/7型,电机驱动七级立式离心泵,现已国产化,附属设备配有冷却器,用来冷却泵出口去机械密封腔内的工艺流体。
泵技术参数:流量:50.4m3/h;转速:2960r/min;扬程:399m;入口压力:0.57MPa;出口压力:4.23MPa;入口温度:135℃;出口温度:135℃;入口温度下的流体密度:935kg/m3;介质:0.5%的NH3,0.1%的尿素。
自从该泵更换为国产新泵后,机械密封经常发生泄漏,由于该泵是深井泵,无法从其介质的泄漏形式来判断机械密封的失效部分,只能将其解体检查,但是每当更换新机封后运行不到一天就会再次发生泄漏,这样不仅严重污染环境、影响生产,也浪费了大量的人力物力,为尽快从根本上解决泄漏的问题,需要先对机械密封失效的形式进行了详细的分析,再结合检修情况查证具体原因并制定了对策,最终解决了该问题。
2 机械密封
(1)机械密封的定义。机械密封(mechanical seal)是由至少一对垂直于旋转轴线的端面在流体压力和补偿机构弹力(或磁力)的作用下以及辅助密封的配合下保持贴合并相对滑动而构成的防止流体泄漏的装置。
(2)机械密封的结构。机械密封结构(如图1所示)主要由以下组成:①静环;②动环;③弹性元件;④弹簧座;⑤紧定螺钉;⑥静环辅助密封圈;⑦动环辅助密封圈;⑧压盖与机体辅助密封圈;⑨压盖;⑩防转销。
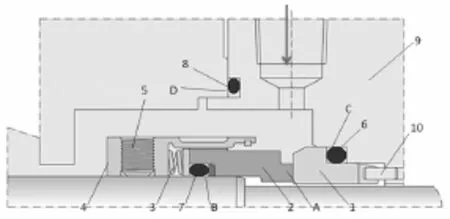
图1 机械密封结构图
机械密封具有密封性能可靠、泄漏量小、使用寿命长、功率损耗少和适用范围广等优点,被广泛应用于各个技术领域,尤其适用于高转速、高压差的工作条件和昂贵或有毒及强腐蚀性的工艺介质中。
(3)机械密封的组成及工作原理。尽管机械密封种类繁多,但是无论哪种结构都由以下及部分组成:①动环和静环组成的密封端面(简称摩擦副);②由弹性元件为主的缓冲补偿机构,其作用是使密封端面紧密贴合;③辅助密封圈,包含动、静环密封圈;④使动环随轴旋转的传动机构。
机械密封是靠动环与静环的接触面在运动中始终贴合,实现密封。机械密封通常由动环、静环、压紧元件和密封元件组成,其中动环和静环的端面产生适当的比压和保持一层极薄的液体膜而达到密封的目的。
3 机械密封实效的原因分析
无论那种型号和结构的机械密封,其主要泄露点有以下六处(如图1A、B、C、D处):①动环与静环之间泄漏;②动环辅助密封圈处的泄漏;③静环环密封圈处的泄漏;④机体与压盖接合面之间的泄漏;⑤轴套与轴之间的泄漏;⑥密封件本身具有渗透性。
(1)动静环端面之间泄漏。动静环端面之间的泄露是机械密封失效的主要形式。首先,端面不平、端面平面度、粗糙度未达到要求,或者在使用前受了损伤,都可能导致泄漏;其次,端面间存在异物也可能导致泄漏;再次,安装不正确,比如安装尺寸未达到工作要求而使端面接触紧力不够从而导致端面分离,或者非补偿环安装倾斜等也可以导致泄露;最后,运行过程中端面磨损也是导致泄露的常见原因。
(2)动环辅助密封圈处的泄漏。辅助密封圈本身质量有问题,如橡胶密封圈常见的凹凸缺陷、错位,修边过量、开模缩裂等均会造成其泄露。安装时导致密封圈受损,如橡胶密封圈表面刮痕、聚四氟乙烯V型环唇口割伤等。轴套与补偿环密封圈的接触部分有缺陷,如麻点,凹坑等,对此,应更换合格的轴套。密封圈材质与介质不相容导致密封圈变形、腐蚀、老化等,对此,应选用适宜材质的密封圈。轴套的尺寸公差,粗糙度未达到要求也可能导致密封圈泄露。
(3)静环密封圈处的泄漏。压盖尺寸公差不符合设计要求。安装错误,如聚四氟乙烯V环安装方向错误。密封圈质量不合格或者与介质不相容。
(4)机体与压盖接合面之间的泄漏。垫片或者密封圈受到损伤。机体与压盖的配合端面有缺陷,如凹坑,划痕等。螺栓力太小,垫片压缩量不够,此时需要加大螺栓力。安装时清洁不到位,有异物进入其中,此时应及时更换受损的垫片或者密封圈。压盖变形,主要是压盖刚度不够产生的变形,或者是压盖使用年限太久而产生的微小变形。紧固螺栓时未对称紧固导致螺栓受力不均匀,单边压盖锁紧。
(5)轴套与轴之间的泄漏。安装过程不当、垫片或者密封圈损伤或者达不到要求均会造成轴套与轴之间的泄露。
(6)密封件本身具有渗透性。碳制品易于渗透,这种渗透主要是浸渍与固化后参数未控制好,导致产品性能指标未达到要求,或者是碳材料浸渍处理后加工切削量太大,内部微孔疏通而形成泄漏通道。通常,经机械加工后的成品都会进行一次浸渍处理,目的是为确保密封件不渗透。这一项是在分析泄漏最容易被忽视的,也是检修过程中最难发现的,需多加注意。
4 P1-B机封失效的形式和原因分析
(1)P1-B机封失效的形式和原因。经过多次对该泵进行机械密封更换,发现该泵机械密封失效的原因主要有以下2点:补偿环与非补偿环变形失效(动环与轴套之间的V型四氟环,静环和静环座之间的V型四氟环);摩擦副表面细小裂纹(摩擦副材料为碳化硅陶瓷)。
经检查,用四氟制造的V型密封圈与轴套接触的部位已经发生了变形,具体表现是轻微卷曲,这主要是因为密封腔内发生气蚀,动环和密封圈沿轴向滑动,从而使V型四氟环唇部发生了卷曲。摩擦副表面的细小裂纹则是由于气化或者机封冷却液温度过高起不到冷却效果而导致的结果。
通过工艺流程及工艺参数得知:此泵机封冷却采取的是自冷却模式,冷却液由泵出口流体单独引出(135℃),经过其附属设备换热器冷却到55~60℃后,再流入机械密封对其进行冷却,然后流入泵的进口,这样的一个循环过程。经过手持测温仪检测,机封冷却液进口管温度为110℃,而工艺要求的温度则为55~60℃,故有理由确信,冷却液温度过高是导致此机械密封长期失效的主要原因,而造成冷却液温度过高则是由于泵本身自带的冷却器由于使用年限过久导致换热效果不佳引起的。
当冷却液温度在110℃左右时,显然冷却液不能及时将机封摩擦产生的热量带走,从而导致机封持续高温运转,进而使机封聚四氟乙烯V环变形失效,经查《机械密封设计制造与使用》一书得知,聚四氟乙烯热变形温度为121℃。同时,高温也会使碳化硅陶瓷表面出现热裂纹,这也是摩擦副失效的主要原因,解决机封温度过高最好的办法是降低机封冷却液的温度,使其达到工艺的要求,笔者根据工艺的要求将冷却液温度目标值假定为55℃。
(2)冷却器换热效果差的主要原因分析。①使用年限过久,冷却器结垢,导致总传热系数K值降低,如图2所示。②回流孔堵塞或者回流孔孔径太小导致回流流量不够,如图3所示。③换热器换热面积可能不够。现根据工艺车间工艺参数对所需理论换热面积进行初步估算。

图2 结垢的冷却器

图3 回流孔
各数据如下:冷却液为进入换热器的热流体,走管程,其流量约为qm=500kg/h,热流体进换热器入口温度为120℃(实测所得),出口温度为55℃(工艺需求值),冷水走壳程,用手持测温仪测得进口温度约为20℃,出口温度约为55℃,逆流流动。
计算过程如下:
热流体温度:T1=120℃,T2=55℃
平均温度为:Tm=(120+55)/2=87.5℃
查液体比热容共线图得热流体比热容:
Cp≈4.1×103J(kg·K)
热流体流量:qm=500kg/h
热负荷:Q=qm·Cp(T1-T2)=500×4100×65/3600=37013.9W
平均温度差:
逆流:120℃→55℃ △t1=120-55=65℃
55℃←20℃ △t2=55-20=35℃
因为:△t1/△t2=1.86<2
故:△tm=65+35=50℃
总传热系数 K估=1150W/m2·K
(查《化工原理》表4-7-换热器总传热系数经验值)
传热面积:
A=Q/K·△tm=37013.9/(1150×50)=0.64m2
考虑到实际工作时换热器至少应该有10%~25%的面积裕量,所以实际选型时换热器面积应该至少≥0.71m2,而此时所用旧换热器换热面积仅为0.6m2,既确定了该换热器换热面积不够。
5 解决措施
①更换新的机械密封。②扩大回流孔,将回流孔由3mm扩大到5mm。③选取新型号的换热器,换热面积由0.6m2更换为为0.9m2,如图4所示。④定期对换热器进行除垢处理,并将换热器由卧式改为立式,以增大壳程流体的湍流程度,从而增大总传热系数,增强传热效果。
图4 新冷却器
6 结语
通过以上措施,P1-B机械密封泄露问题得到彻底解决,目前该泵运行效果良好。
[1]刘志斌.基于微尺度效应的也液体非接触式机械密封研究[D].镇江:江苏大学,2014.
[2]蒋元琭.化工设备机械密封性能的探讨[J].城市建设理论研究,2015,(7).
[3]薛为亮.预膜泵机械密封改进及维护[J].化工机械,2010,(3).
[4]刘彦军.机械密封泄露原因及原因分析[J].黑龙江科技信息,2011,(21).
[5]刘建华.水泵机械泄漏原因分析及措施[J].科技与生活,2011,36(14).
[6]韩广玲.石化釜用机械密封失效问题的探讨[J].科技资讯,2015,(14).
[7]刘宏伟,李伟,林勇刚.“水下风车”主轴机械密封失效分析及改进[J].润滑与密封,2007,32(6).
[8]鲁洪涛.机械密封泄露与对策[J].化学工程与装备,2010,(9).
[9]王天全,李泽,等.阿特拉斯压缩机自动卸载分析及处理[J].石油和化工设备,2011,(3).
[10]彭瑞芳.干气密封在丙烷泵上的应用[J].石化技术,2010,(3).
Reasons and Solutions of Urea P1-B M echanical Seal Failure
GUO Wei
(Chongqing Yuntianhua Han En New Material Development Co.,Ltd.,Chongqing 401221,China)
Urea P1-B hydrolysis urine pump has been unable to operate normally since the replacement of new domestic pump,mainly showing themechanical seal leakage,needing to be frequently replaced.The paper introduces themechanical seal structure and the principle,and analyzes the failure ofmechanical seal in details,improves the pump accordingly and maintain according to the improvementprogram,which isgood for themechanicalsealoperation of the pump.
mechanicalseal;heatexchanger;polytetrafluoroethylene;silicon carbide ceramic
TH136
A
2095-980X(2017)05-0019-02
2017-04-23
郭威(1985-),男,湖北武汉人,大学本科,助理工程师,主要从事设备相关工作。
