电解加工钛合金异型腔薄壁流场仿真分析及实验研究
2017-08-09姚冶冰张永俊刘桂贤詹顺达
姚冶冰,张永俊,刘桂贤,詹顺达,黄 榕
(广东工业大学机电工程学院,广东广州510006)
电解加工钛合金异型腔薄壁流场仿真分析及实验研究
姚冶冰,张永俊,刘桂贤,詹顺达,黄 榕
(广东工业大学机电工程学院,广东广州510006)
针对电解加工钛合金型腔过程中出现的两侧薄壁易形成鼓形的加工现象,对工具阴极结构进行了改进。用Comsol Multiphysics 5.0对其流场进行了仿真分析,根据仿真结果确定了改进后的阴极结构,并进行了工艺实验。仿真与实验结果表明:改进后的阴极能对加工过程中的流场进行约束,达到加工表面流体速度分布均匀及提高加工精度的要求。
钛合金;异型腔;电解加工;流场仿真
钛合金作为一种新型功能型结构材料,具有一系列优良特性,如:重量轻、比强度高、综合力学性能良好、耐低温性能突出、耐蚀性优异、无磁性、无毒性、工作区域温度宽、加工成形性能好等,此外还有储氢、超导、形状记忆、超弹和高阻尼等特殊性能。其在石油、宇航、电力等工业领域和生物医药等高新科技领域得到了广泛应用,在国防、国民经济建设和社会发展方向上具有非常重要的战略意义,被誉为仅次于铁、铝的正在崛起的第三金属、未来金属、空间金属和海洋金属[1]。
钛合金产品应用广泛,但其价格较昂贵,其原因是多方面的,其中加工成本高是一个重要原因。目前,常采用的加工工艺主要分为传统的机械加工和特种加工。传统机械加工主要是切削加工,但切削钛合金时产生的摩擦力大、温度极高、刀具在加工过程中磨损非常严重;同时,钛合金表面因高温发生改变,最终会影响其应用性能,且机械加工常用于普通钛合金工件,对于本研究的薄壁件其加工成本更高。
电解加工具有加工速度快、表面质量高、能加工所有金属材料且不怕材料硬、韧,加工时无宏观机械切削力、工具阴极无损耗、可用同一个成形阴极作单方向进给而成批加工复杂型腔、型面、型孔等优点[2-4]。因此,本研究采用电解加工来解决钛合金机加工所面临的难题。
在型孔电解加工阴极优化试验研究的基础上,本文针对TC4钛合金型腔加工中两侧薄壁易形成鼓形的问题进行了研究,通过对流场进行仿真分析得到流速云图,分析了不同正流式结构的阴极在加工过程中对流场的影响,设计了一种基于群孔式薄片阴极的加工装置,并进行了工艺实验。
1 流场模型的建立
如图1所示,要求通过对钛合金材料进行大量去除得到侧壁为薄壁的加工件。

图1 加工对象示意图
在型腔电解加工中,流场决定电解加工的稳定性、精度及表面质量。流场设计是电解加工得以成功的基础,首先需确定其流动形式。流动形式是指电解液流向加工间隙、流经及流出加工间隙的流动路径、流动方向的几何结构描述。电解液的流动形式可概括分为侧向流动和径向流动二类,径向流动又可分为正流式和反流式二种。因此,电解加工的电解液流动形式可分为三种:侧流式、正流式、反流式。
侧流式加工间隙内的流道横截面积沿电解液流动方向大致保持不变,适合叶片的加工,若用侧流式加工型腔,电解液易从侧面间隙流出加工区域,导致底面加工间隙内的电解液不足而发生短路,且侧流式夹具设计复杂。正流式夹具设计制造简单,但加工精度较低。若用反流式加工型腔,虽然流场分布可控性好,加工精度高,但夹具和工具电极设计制造复杂,不适合型腔的粗加工[5]。因此,本研究选择正流式加工。
图2是正流式型腔电解加工原理图。工具电极向工件进给,电解液从通液槽进入加工间隙,在外加电场作用下,工件表面金属按工具电极形状溶解,得到与工具电极形状相似的型腔。
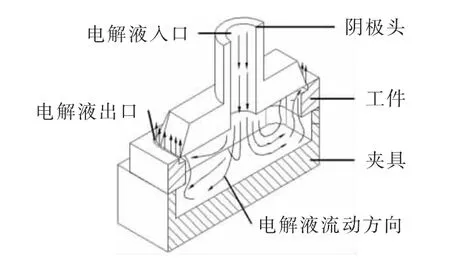
图2 稳态电解加工示意图
为了解决两侧薄壁易出现鼓形的问题,需对流场进行优化。通过查阅文献得知,对于正流式加工,正向供液的流场呈发散形,由出液口至棱边的流程短,至四角的流程长,角部流量相对不足,边角流量不均,故出水口可采用狭缝状设计使流场收敛[5]。对于本实验共设计了三种不同形式的一字槽结构,并建立了与其相对应的三维流场模型(图3~图5),未修改阴极及其流场结构见图6。

图3 第一种阴极结构及其流场模型

图4 第二种阴极结构及其流场模型
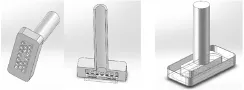
图5 第三种阴极结构及其流场模型

图6 未修改阴极结构及其流场模型
2 三维流场模型的仿真
在电解加工过程中,高速流动的电解液流过加工间隙,阳极溶解产生电解产物,工具电极析出氢气。由于电解液流速高,电解液在加工间隙内更新快,电解产物和气体对电解液的影响一般可忽略不计,故可将加工间隙内的介质简化为单相流体。
为简化问题,结合实际条件作出如下假设:
(1)加工间隙流场中的电解液为单相理想不可压液体,不含气泡、固体颗粒等杂质,流场不受温度的影响。
(2)电解加工处于平衡加工状态,各项参数不随时间变化而只是几何位置的函数,阳极溶解速度与工具电极进给速度相等,加工间隙已达到平衡间隙,不再随时间而变化[6-7]。
本文利用Comsol Multiphysics 5.0对流场进行仿真分析,采用标准κ-ε湍流模型,计算方程与湍流模型参数见图7。
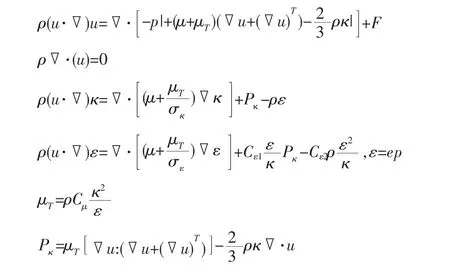
式中:u为速度场;κ为湍流动能;p为压力;ep为湍流耗散速率。

图7 湍流模型方程及参数
对仿真模型划分网格、添加材料、确定边界条件:加工间隙为0.2 mm,电解液入口压力为2 MPa,出口压力为0,材料密度为1000 kg/m3。利用软件求解,得出流体速度流线图。
图8是阴极未修改的流体速度流线云图,截取加工面的速度线(图9),绘制出一维速度线图(图10)。可知,对于未修改的阴极结构,电解液流经加工面时,阳极工件的长边与短边流速不均匀,主要表现为中部电解液流速较慢,两边靠近四个角的位置流速逐渐增大,四个角区域由于相邻两侧边的电解液相互干扰,造成流速不均。

图8 阴极未修改流体速度流线云图
图10 未修改阴极一维速度线图
同理,可得方法一、方法二、方法三的流体速度流线云图(图11)和一维速度线图(图12)。可知,三种方法都未能解决四个角流速不均匀的问题,但方法三能有效约束长边的电解液流速,故选择第三种结构进行工艺实验。

图11 三种方法的流体速度流线云图

图12 三种方法的一维流体速度线图
3 工艺实验
为了验证仿真结果的合理性,用304不锈钢制作了上述工具阴极(图13a),未修改的工具阴极见图13b。

图13 工具阴极实物图
在表1所示实验参数下进行TC4钛合金型腔电解加工工艺实验,加工装置见图14。图15是阴极修改前、后的实际加工效果。实验结果表明,阴极修改后的加工效果优于修改前,主要表现在加工面杂散腐蚀明显改善,且加工轮廓完好,侧壁出现鼓形的问题得到解决,提高了加工精度。
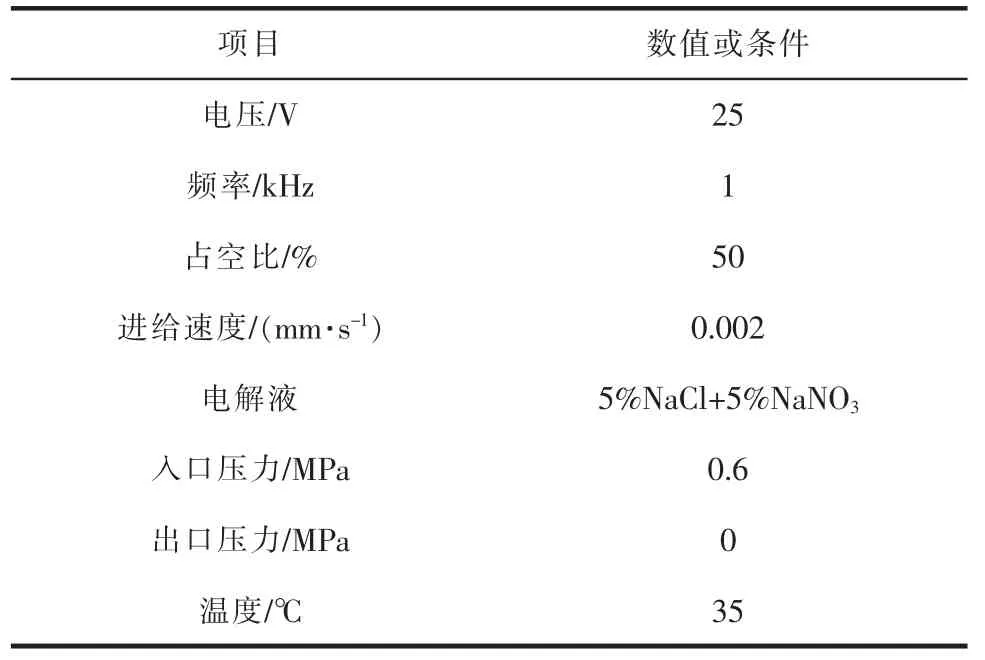
表1 电解加工实验参数

图14 加工装置
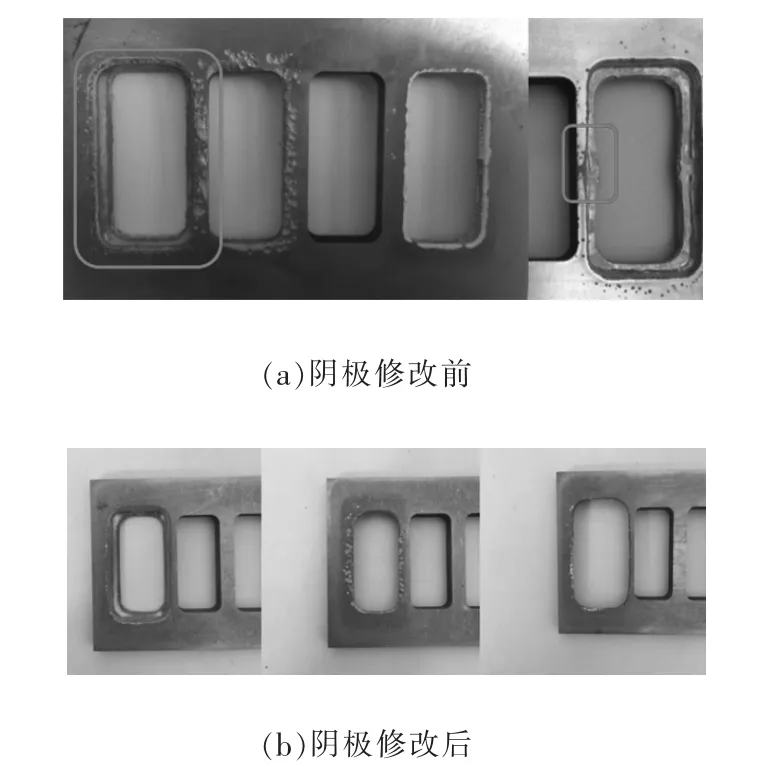
图15 实际加工效果图
4 结论
(1)流场设计是电解加工中的难点,根据型腔电解加工的特点,确定了正流式的电解液流动方式,并设计出三种工具电极通液槽的布局。
(2)建立了流场仿真模型,利用仿真软件对加工间隙流场进行仿真优化,得到加工间隙中的流速分布,并通过分析可能的缺陷,优选出中间一字形群孔形式的工具电极。
(3)制造设计工具电极并进行型腔电解加工,对加工结果进行检测,发现一字形群孔形式的工具电极加工面杂散腐蚀明显改善,且加工轮廓完好,侧壁出现鼓形的问题得到了解决,验证了仿真结果的可靠性。
[1] 赵永庆,奚正平,曲恒磊.我国航天用钛合金材料研究现状[J].航空材料学报,2003(S1):215-219.
[2] 王振龙.微细加工技术 [M].北京:国防工业出版社,2005.
[3] 朱荻.国外电解加工的研究进展 [J].电加工与模具,2000(1):11-16.
[4] RAJURKAR K P,ZHU D,MCGEOUGH J A,et al.New developments in electrochemical machining [J].CIRP Annals-Manufacturing Technology,1999,48(2):567-579.
[5] 范植坚,李新忠,王天赋.电解加工与复合电解加工[M].北京:国防工业出版社,2008.
[6] 赵建社.整体构件异形型腔组合电解加工关键技术研究[D].南京:南京航空航天大学,2007.
[7] 赵建社,徐家文,云乃彰,等.异形型腔组合电加工数字化制造技术研究[J].航空学报,2006,27(1):157-160.
Simulation Analysis of Flow Field and Experiment Study on Electrochemical Machining Abnormal Cavity of Titanium Alloy
YAO Yebing,ZHANG Yongjun,LIU Guixian,ZHAN Sunda,HUANG Rong
(School of Electro-mechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
The tool electrode is improved to solve the problem about the drum structure in the side of titanium alloy cavity during the process of electrochemical machining.By using Comsol Multiphysics 5.0,we have done some simulation analysis of flow field,according to the simulation result we improved the electrode structure and do some experiments.The simulation result and experiments shows that the new electrode can constraint the flow field during the process of electrochemical machining and let the the distribution of fluid speed uniformity,improved the machining precision.
titanium alloy;abnormal cavity;ECM;simulation of flow field
TG662
A
1009-279X(2017)03-0047-05
2017-02-18
广州市重点实验室资助项目(201605030007)
姚冶冰,男,1992年生,硕士研究生。