基于AT89C52单片机的3D彩色打印配色装置设计
2017-08-08石佩斐潘爱琼
郭 鹤,石佩斐,潘爱琼
(郑州科技学院 机械工程学院,河南 郑州 450064)
基于AT89C52单片机的3D彩色打印配色装置设计
郭 鹤,石佩斐,潘爱琼
(郑州科技学院 机械工程学院,河南 郑州 450064)
主要介绍基于AT89C52单片机的彩色3D打印机配色模块及相关控制装置的设计过程.以12864液晶显示器作为人机交互设备,用矩阵键盘进行颜色代码输入,以专用驱动芯片A4988作为步进电机的驱动,设计蜗杆式减速送丝机构,保证了步进电机的转矩以及定量进给的控制精度.研究表明:从键盘输入颜色代码,经51单片机运算,通过控制I/O端口的脉冲输出频率来控制步进电机的转速,从而控制不同颜色耗材的挤入量,实现了仅使用三原色耗材制造多颜色打印件的目的.该系统可以外挂于传统3D打印机上,适用于单色打印机的多色化改造,对全彩熔融3D打印机的研发有重要意义.
3D彩色打印;单片机;送丝装置
3D打印技术,又称为“快速原型制造技术”或“增材制造技术”,是上世纪80年代末90年代初在美国最先兴起的一项创新制造技术.其主要流程为:先用计算机设计目标产品的三维模型,再用软件对其进行分层切片,最后通过特定的数控成形设备(俗称“3D打印机”),用液化、粉末化或丝化的固体材料逐层“打印”出产品[1-4].相对传统制造而言,3D打印技术是一次重大的技术革命,从技术原理来看,设计师设计的任何复杂的三维产品都可以利用3D打印机直接打印出来.而传统的产品开发方法必须经过模具设计、模具制备及最终样品成形等繁琐步骤,会大大增加新产品研制的时间成本和经济成本.3D打印技术非常适用于复杂化、高难度、个性化产品的制作,而传统制造业擅长规模化、批量化产品的生产.因此,3D打印技术与传统制造业可优势互补,实现传统技术与现代技术的完美结合.
3D打印技术已快速渗透于工业制造、文化娱乐、建筑模型、动漫制作、消费品的个性化定制等领域.这些领域的产品必然需要不同的颜色来增强产品的表现力,色彩信息是产品表达中一个不可或缺的元素.国外彩色3D打印技术发展迅速,在2005年,市场上首个高清晰彩色3D打印机Spectrum Z510由Z Corp公司研制成功[5].2014年1月Stratasys推出世界首款可将彩色打印与多材料结合的3D打印机.在颜色方面,它和 2D 喷墨打印类似,利用3种原色(青、品红、黄)组合出无数种色彩.相比以前的打印机,它在完成度、创意展现方面迈上了一个新的台阶.近年来,虽然我国大力扶持3D打印相关产业并已取得初步成效[4],但目前基于PLA(Polylactic Acid)或ABS(Acrylonitrile Butadiene Styrene)类熔融材料的彩色3D打印机还未见报道.故研究3D彩色打印配色装置具有重大意义.
1 3D打印机配色原理
通过软件将色彩在计算机上的RGB(Red,Green,Blue)表示转换成打印机的CMYK(Cyan,Magenta,Yellow,Black)表示,理论上只要将CMY印刷业三色,即青色(Cyan)、品红(Magenta)、黄色(Yellow)恰当混合就可以得到各种不同的颜色,但由于原料纯度等因素实际上很难得到纯黑色,故加入一纯黑墨盒,用K表示.本研究中,通过软件将色彩的CMY表示转换成三原色耗材的相对用量,即可实现熔融材料的彩色3D打印.在图1所示的3D打印原理中,首先将四色料丝加装到特制的双喷头3D打印机上,其中一个喷头兼具熔融挤压和混合搅拌功能于一体,使青色、品红色和黄色得以高效率充分混合(以下简称为CMY喷头),另一喷头为控制纯黑熔融原料的普通喷头(以下简称为K喷头);然后通过软件将切片的二维色彩信息在计算机中RGB模式下转换成打印机的CMYK模式;再将切片的CMYK色彩信息精确换算为料丝的相对长度.当打印纯黑色彩信息时K喷头“喷墨”,当打印其他彩色信息时CMY喷头“喷墨”.这样,两个喷头配合使用就可以在同一切片层上逐点逐线地打印出特定色彩.

图1 熔融材料彩色3D打印原理示意图
2 配色系统的控制方式及参数
2.1 控制方式
熔融材料配色控制的关键点在于控制各步进电机以不同速度同时运行.这反映在步进电机的控制脉冲上就是各步进电机同时接收不同频率的控制脉冲.
配色系统的控制方式有两种:一是由系统内部生成脉冲进行控制;二是由外部控制板发出脉冲进行控制.由于本系统要求外挂多种机型,故而采用外部脉冲进行触发控制.其具体控制方式如图2所示.将外部脉冲输入控制器,并且输入所需颜色信息进行匹配处理,向各驱动器输入不同脉冲数,进而控制步进电机以不同转速转动,最终送入不同比例的原料,实现产品的彩色打印.

图2 配色系统控制方式
2.2 系统参数
配出颜色的数量S(包括单色)、参与配色耗材的数量k(k=3)、配色系数H的关系为:
(1)
本文要求调配的颜色大于10种,不包括单色,故根据式(1)可计算出H≥4.与单色打印相比,彩色3D打印需要多个步进电机驱动来同时送丝,要保证喷头总的出丝速度不变,则需要减小步进电机的每个脉冲送丝量.每个脉冲送丝量减小后为Q1,每个脉冲送丝量减小前为Q0.则:
(2)
与每脉冲送丝量Q有关的参数有:步进电机的步距角θ、减速装置的减速比i、送丝轮直径D3、驱动器细分数b.Q值可表示为:
(3)
分析可知,减小每脉冲送丝量的途径有:减小步距角;减小送丝轮直径;增大减速比.现阶段步进电机步距角普遍为1.8°,步距角减小倍数小;送丝轮直径过小则传动轴直径小,强力难以保证;提高驱动器细分数使用的专用驱动器性价比太低.因此,可采用增大减速装置减速比的方式,减小每脉冲送丝量.
原有机型参数如表1所示.若θ、D3、b不变,令配色系数H=Q0/Q1=4,结合式(3),则需将减速比增大4倍,即增大后的减速比为i=22.

表1 原有机型参数
在3D打印过程中,单位时间内送丝体积V1与单位时间内出料体积V2相等,即:
可推导出送丝速度v1与打印速度v2的关系:
(4)
式中:打印速度v2为0~80mm/s;r1为打印耗材直径,一般采用1.75~3mm;r2为出料直径,一般设为0.1~0.3mm.
可根据式(4)计算出:v1=0~0.8mm/s.
送丝速度v1取0.2mm/s,则步进电机角速度为:
(5)
42步进电机16细分后步距角为:
(6)
电机的输入脉冲频率为:
(7)
当原有机型的送丝阻力F=20N时,送丝装置输入转矩为:
(8)
3 配色系统硬件设计
由以上参数可进行系统的硬件选型及设计.配色系统的硬件包括机械部分和电子部分.机械部分主要是送丝装置.电子部分为系统控制部分和执行部分.
3.1 送丝装置设计
送丝装置如图3所示.步进电机1带动小齿轮3转动,经大齿轮轴将动力传输给送丝轮,然后在送丝轮和压丝轮的共同作用下送入耗材.送丝装置中减速机构的减速比为22.送丝装置采用圆柱蜗杆传动送丝.
耗材需要外力挤压才能与送丝轮配合送丝.压丝机构的压力可调,运行平稳.为了压丝机构压合力调整便捷,采用了螺母止推方式,即一段螺杆顶入压丝机构,一个螺母作为止推原件,用于连接螺杆和送丝器内壁.通过调整螺栓与压丝轮之间的距离调整压丝力.支撑结构为内壁上方形孔支撑,中间留有空隙,压丝轮可以通过支架往复运动.压丝机构设计效果如图4所示.
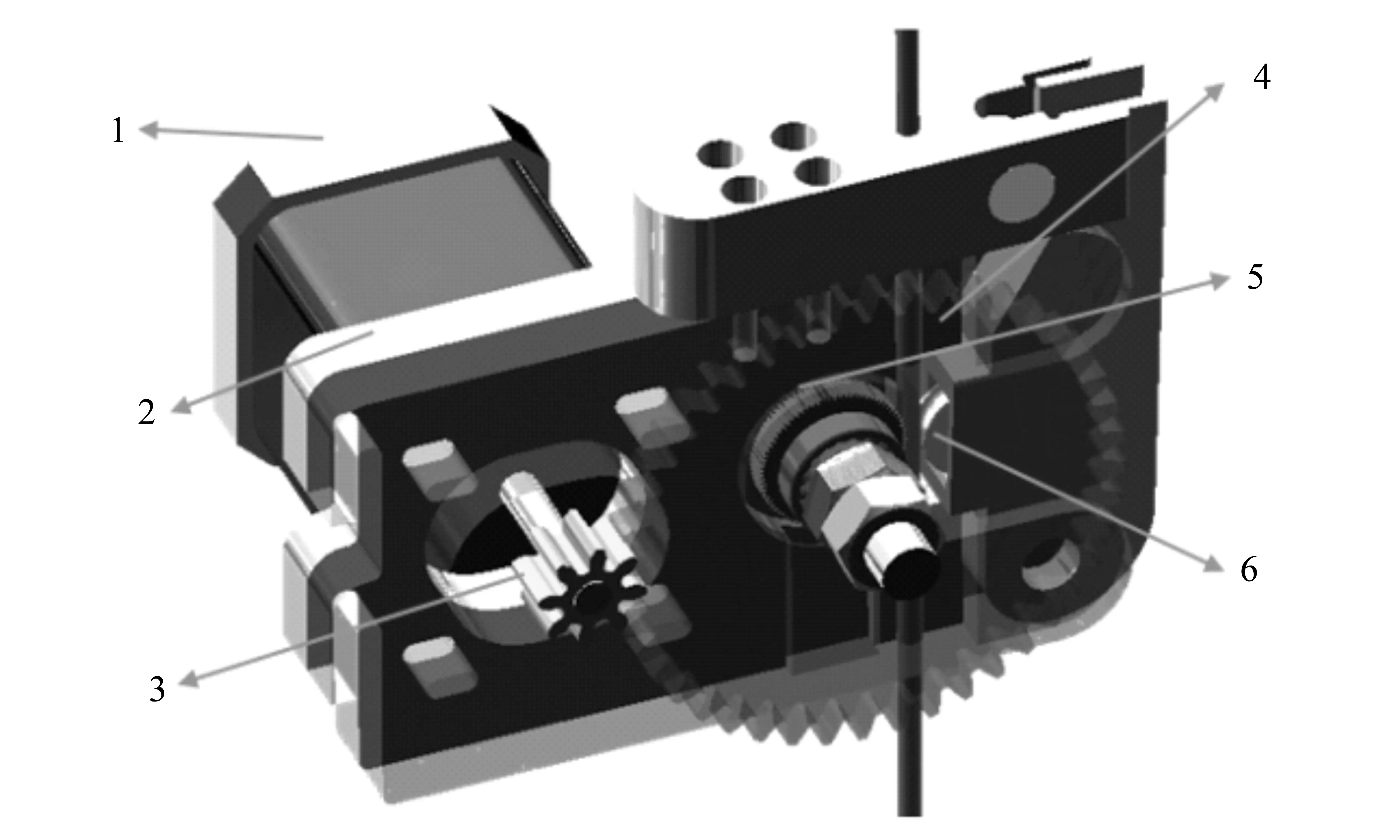
1.步进电机;2.与3D打印机连接装置;3.小齿轮;4.大齿轮;5.送丝轮;6.压丝轮图3 送丝装置

1.顶紧螺柱;2.压丝轮支撑;3.压丝轮;4.送丝轮;5.支撑体图4 压丝机构设计效果图
3.2 驱动控制设计
电子部分硬件主要包括运算控制装置、驱动装置、步进电机、输入和显示装置等.人机交互设备采用矩阵输入键盘和12864液晶显示器.
控制器对每个输入的信号进行解析,根据输入的颜色代码分配输出的脉冲数量.由于外部3D打印机产生的信号为224 Hz,故主控制器的处理频率要求至少为224 Hz.AT89C52单片机是一款高性能CMOS 8位单片机,内含8 kb程序内存(ROM)和256 b运行内存(RAM),兼容标准MCS—51指令系统,内置通用8位中央处理器和Flash存储单元.AT89C52单片机可应用于较复杂的控制场合,本设计使用它进行数据的存储和处理.
步进电机所需转矩为10 N·mm,运行频率最小不能低于224 Hz.依据步进电机矩频特性曲线,选用17H150H-03A型步进电机既可满足运行频率要求,又能够满足转矩要求,并且在频率区间转矩较稳定.
步进电机需专用的控制系统驱动才能正常工作.其工作方式为:控制器产生控制脉冲,脉冲通过环形分配器被分配给电机各相绕组,并由功率放大器放大,从而驱动步进电机[6].A4988是一款带转换器和过流保护的DMOS微步驱动器,该产品可在全、半、1/4、1/8及1/16步进模式时操作双极步进电机,输出驱动性能可达35 V及±2 A,且驱动方便,性价比高.因此,A4988被用作3D打印机步进电机驱动模块.
根据所选软硬件控制系统,完成配色装置的实物装配(图5),与3D打印机连接,完成了3D打印试验.用3D彩色打印机试打印的零件如图6所示.
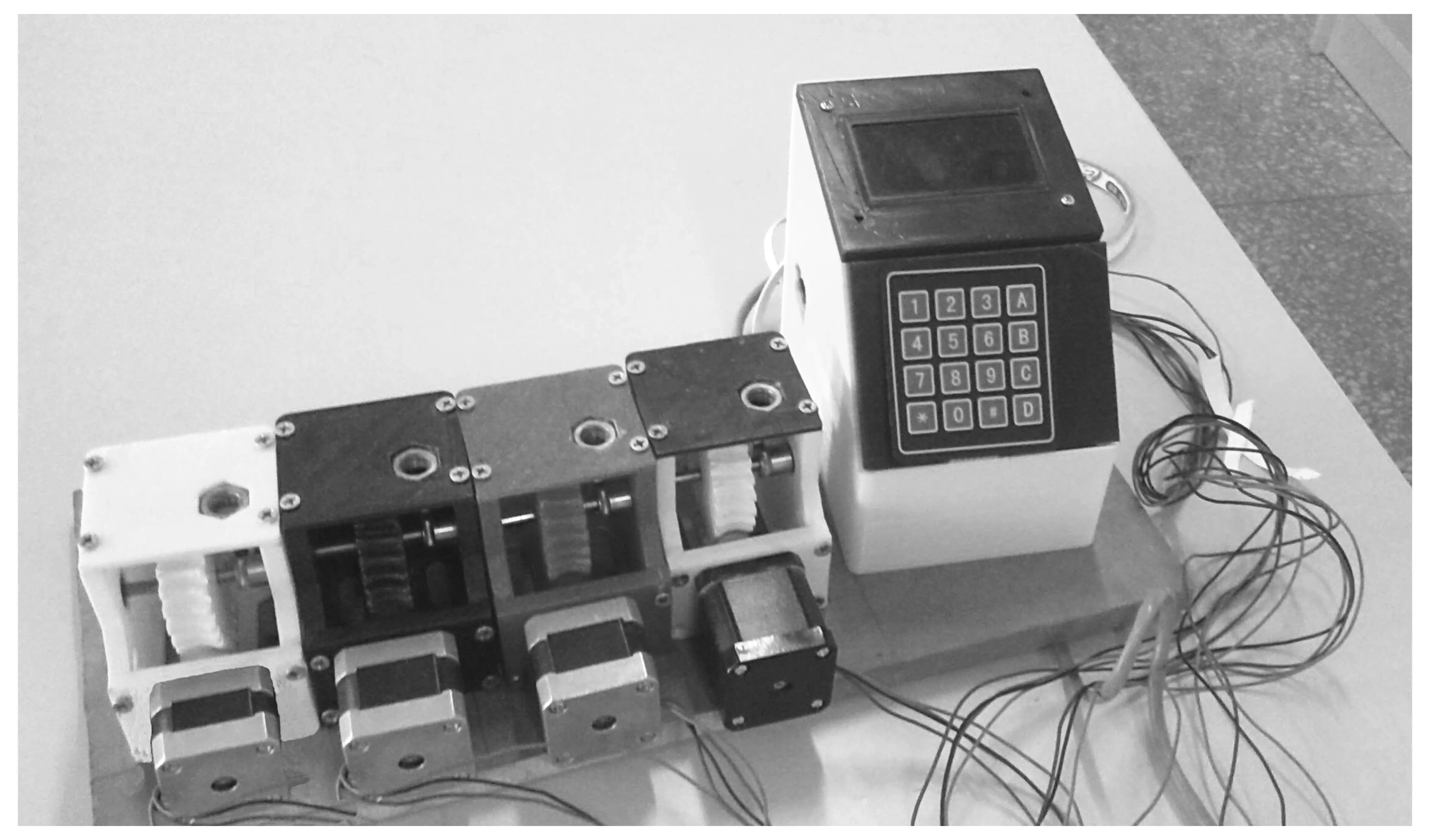
图5 配色装置实物图

图6 3D彩色打印零件实物图
4 结束语
本文主要研究了彩色3D打印配色机制及相关控制装置,通过控制装置软、硬件的设计及选型,完成了3D彩色打印配色控制装置的实物组装.经过调试及试打印,该设计结构合理,参数可靠,为3D彩色打印产业的发展提供了借鉴.
[1] 王忠宏,李扬帆,张曼茵.中国3D打印产业的现状及发展思路[J].经济纵横,2013(1):90-93.
[2] Wang Y S,Dong J,Marcus H L.The use of VRML to integrate design and solid freeform fabrication[C]//Solid Freeform Fabrication Proceedings.Austin:University of Texas at Austin,1997:669-676.
[3] 李涤尘,贺健康,田小勇,等.增材制造:实现宏微结构一体化制造[J].机械工程学报,2013,49(6):129-135.
[4] 江 洪,康学萍.3D打印技术的发展分析[J].新材料新产业,2013(10):30-35.
[5] 王 超.3D打印技术在传统陶瓷领域的应用进展[J].中国陶瓷,2015,51(12):6-11.
[6] 刘亚东,李从心,王小新.步进电机速度的精确控制[J].上海交通大学学报,2001,35(10):1517-1520.
Design of 3D Color Printing Color Matching Device Based on AT89C52 Single Chip Microcomputer
GUO He, SHI Pei-fei, PAN Ai-qiong
(College of Mechanical Engineering,Zhengzhou University of Science and Technology,Zhengzhou 450064,China)
This paper mainly introduces the method and research process of color 3D printer color matching module and related control device based on AT89C52 single chip microcomputer. This device uses 12864 LCD display as a human-computer interaction device,matrix keyboard for color code input, and dedicated driver chip A4988 as stepper motor driver. The worm gear reducer mechanism is designed to ensure the stepper motor torque and quantitative feed control accuracy. The study shows that the color code input from the keyboard is calculated by the 51 single-chip microcomputer, the speed of the stepping motor is controlled by controlling the pulse output frequency of the I/O port to control the squeezing amount of the different color supplies, and only the three primary colors are used to prepare Multi-color print. The system can be plugged outside the traditional 3D printer, monochrome printer for multi-color transformation and full-color melting of the development of 3D printers is important.
3D color printing; single chip microcomputer; wire feeding device
2017-01-21
郭 鹤(1989-),女,河南洛阳人,硕士,助教,研究方向为机电系统控制.
1006-3269(2017)02-0034-04
TP334.8
A
10.3969/j.issn.1006-3269.2017.02.008
