含能材料3D打印系统及控制技术研究
2017-08-08韩瑞鑫曾鹏飞郝永平
韩瑞鑫,陶 泽,曾鹏飞,郝永平
(1.沈阳理工大学 机械工程学院,辽宁 沈阳 110159;2.沈阳理工大学 辽宁先进制造技术与装备重点实验室,辽宁 沈阳 110159;3.沈阳理工大学 兵器科学与技术研究中心,辽宁 沈阳 110159)
含能材料3D打印系统及控制技术研究
韩瑞鑫1,2,陶 泽1,2,曾鹏飞1,2,郝永平2,3
(1.沈阳理工大学 机械工程学院,辽宁 沈阳 110159;2.沈阳理工大学 辽宁先进制造技术与装备重点实验室,辽宁 沈阳 110159;3.沈阳理工大学 兵器科学与技术研究中心,辽宁 沈阳 110159)
针对含能材料液体3D打印的特点,搭建含能材料增材制造系统,设计了可根据需要变换喷出直径的喷头,并采用新型的气压方式控制含能材料的挤出速度,使气压大小与喷头直径相配合.该方法能有效保证含能材料打印的安全性.针对打印线不容易测量问题,提出基于视觉图像处理的打印线宽度测量方法,并在此基础上进行了乳化炸药类似物的打印试验,打印的模型各层黏结良好且基本符合形状要求,该系统用于液体增材制造可行.
3D打印;含能材料;气路控制
增材制造的前身是快速成型(Rapid Prototyping,RP)技术[1].分层制造法的形成以及立体激光快速成型装置的出现为各种原材料、各种快速成型装置的发展奠定了坚实的基础.
目前,火炸药增材制造领域的主要研究方向在于含能油墨配制、传爆网络打印等[2].2003年,许迪将快速成型技术应用于化学芯片的研究,首次按照光造型(Stereo Lithography Appearance,SLA)成型原理,设计组装了硬件平台[3].2006年,王建研究了基于喷墨的快速成型技术[4].2012年,张晓婷制备了含能材料油墨,并采用喷墨打印装置在基底上喷墨打印了成型模[5].2015年,王景龙按照3DP快速成型原理,利用3D运动平台和紫外光固化光源组装了3DP打印系统[6].
Fletcher R A等采用含高能炸药或拟高能炸药的生物降解聚合物进行喷墨打印研究,论证了喷墨打印的可行性[7].Ihnen A C等将高分子溶剂和经过细化的纳米级环三亚甲基三硝胺(RDX)混合, 进行了含能油墨的制备工艺研究,并用制得的含能油墨材料打印出含有纳米级RDX的图形[8].
1 含能油墨增材制造系统的搭建
1.1 增材制造系统工作原理
增材制造系统如图1所示.

图1 增材制造系统框图
增材制造系统工作原理为:通过三维软件对要打印的产品建模,将建好的模型保存为STL文件格式;由模型处理程序(本研究采用cura切片软件)对绘制的三维模型进行分层,生成运动指令,由运动控制程序读取指令并控制运动平台的x,y,z三轴的运动;同时气路控制系统提供液体从喷头挤出的动力,并且对其进行压力控制.
1.2 喷头设计
1.2.1 压电式喷头
基于压电技术的喷头有两种:一种是“按需给墨型”(droplet-on-demand)喷头;一种是连续喷头.根据压电技术原理,两种喷头在工作时都需要施加电压脉冲,而最终打印的材料为含能材料,因此使用压电式喷头存在极大的危险性.
1.2.2 热气泡式喷头
20世纪80年代初,HP公司和CANON公司分别开始研究热气泡喷射技术[9].其工作原理为:喷头上方有液体腔,液体腔上方有加热器,电流通入加热器即可对液体加热,使液体腔内靠近加热器的液体温度迅速升高汽化而形成液滴.关闭电流,气泡消失,液体得到补充.但是,热气泡式喷头以含能材料为原料打印时,加热产生气泡过程中很可能会引燃或引爆含能材料.
综上原因,本研究拟设计用气压提供动力源的针头式喷头,进行含能材料的喷墨打印.该喷头零件及组装如图2所示.

图2 液体打印喷头零件及组装示意图
喷头由打印液体输入口、输出口及针头固定装置组成.输出口可根据打印需要安装不同型号即不同内径的打印针头.固定装置用来固定针头,防止针头因压力较大而脱落.
1.3 气路控制设计
以空气压缩机提供的压缩空气作为液体喷出的动力源,用气路控制模块对压力进行实时控制,给储液器内部供压,使含能材料从打印针头均匀流出.该供压装置能安全控制供压的开关.其气路工作原理如图3所示.气路元件包括过滤减压阀、电气比例阀、电磁换向阀、调速阀、真空发生器和微型气体压力传感器.

L1—过滤减压阀;L2—电气比例阀;S—微型气体压力传感器,与电气比例阀配合,构成闭环系统控制;Z—真空发生器;F—调速阀;V1、V2—电磁换向阀.图3 气路原理图
气路的控制原理为:采用数据采集卡和信号调理模块获取上位机发出的指令信息,通过信号调理模块控制电磁阀,同时采集气体压力传感器的压力信息,并根据这些信息,通过信号调理模块调节电气比例阀.气路控制流程如图4所示.
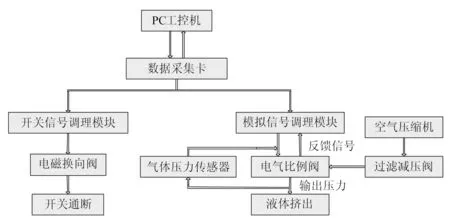
图4 气路控制流程
真空发生器为气路系统的真空源.其主要性能参数包括吸入口压力、真空度、响应时间和吸入流量.真空发生器的作用是防止系统打印结束时产生拖尾现象.产生拖尾现象的主要因数是响应时间.打印系统的响应时间是指从换向阀响应到气路产生使喷头出口液体有回流趋势的真空度所需要的时间.换向阀响应后气路内真空度与响应时间的关系曲线如图5所示.

图5 真空度与响应时间的关系曲线
从图4可知,当真空腔内真空度为65%时,喷头出口处液体有回流趋势,所需时间为T;真空度达到92%所需时间为T1=3T.
咱应时间为:
(1)
式中:V——真空发生器到储液罐的配管容积;
Q——真空发生器的平均吸入流量Q1和配管的平均吸入流量Q2中小者[10].
真空发生器的平均吸入流量为:
Q1=Cq·Qe
(2)
式中:Qe——真空发生器的最大吸入流量;
Cq=1/2-1/3.
配管的平均吸入流量为:
Q2=Cq×1.11S
(3)
式中:S——配管中有效截面的面积.
经计算,响应时间T=0.062s.这一响应时间可以满足防止发生拖尾现象的打印要求.
2 打印试验
2.1 打印材料制备
本研究选用的乳化炸药类似物打印材料由NaNO3、S-80、液蜡、石蜡和水按一定比例配制而成,为一定浓度和黏度的类似乳化炸药液体.其配比如表1所示.

表1 乳化炸药类似物配比 wt%
硝酸钠与水按1.5∶1的质量比例混合后放在80 ℃的水浴锅中保温30 min,使硝酸钠充分溶于水.将S-80、液蜡、石蜡按表1所示比例混合,装入三口瓶中,在加热状态下使用搅拌器以600 r/min的速度搅拌10 min,硝酸钠溶液充分溶解后,边搅拌边从侧口将其倒入上述装有部分混合液的三口瓶中,然后用搅拌器从中间口以1 100 r/min的速度搅拌5 min,最终得到的乳状黏稠液体即试验需要的含能油墨类似物.
2.2 打印线宽测量
2.2.1 标准直线的轮廓提取及测量
在编写的gcode命令文件中,喷头打印时运动速度的指令为G1 F1800,即速度为1 800 mm/min,用规格为18G(内径为0.84 mm)的针头,在0.2 MPa的压力下打印一条短直线,测量该条件下打印线的宽度.
打印出的直线是乳状材料,而且粘贴在平台上,不容易直接测量.因此,本研究采用非接触测量法,用CDD工业相机及轮廓提取程序分别对打印线和标准宽度的直线,采用Canny算法[11]提取轮廓,再用JRulerPro像素尺测量各轮廓的像素值,以测得打印线宽度.打印线和标准直线的轮廓提取与测量如图6所示.
测量原理是根据已知标准直线宽度对应的尺子像素值,换算出打印线对应像素值所代表的实际线宽.本次测量所用的标准直线宽度为0.7 mm,打印线与标准直线对应的像素分别为49和41.由此可计算线宽d.
(4)
2.2.2 不同针头及压力下打印线宽的测量
如同直线的打印及测量,在同样的喷头运动速度下,可测量出不同内径的针头在不同压力下打印出的直线宽度(表2).
2.3 喷头挤出速度计算
本次试验的喷头、储液罐及简易连接如图7所示.
单位时间内液体流出的体积为:
(5)
喷头挤出液体的速度为:
(6)
式中:H1——打印初始的液体高度; H2——打印结束的液体高度; t——打印所用时间; R——储液罐内径; D——喷头直径.
在不同加载压力条件下,测量不同型号针头时喷头液体挤出的速度,最终绘制出图8所示的液体打印时喷头挤出速度——压力曲线.
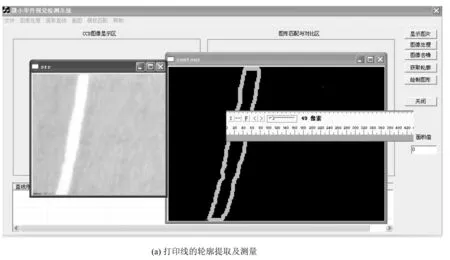

图6 打印线和标准直线的轮廓提取及测量
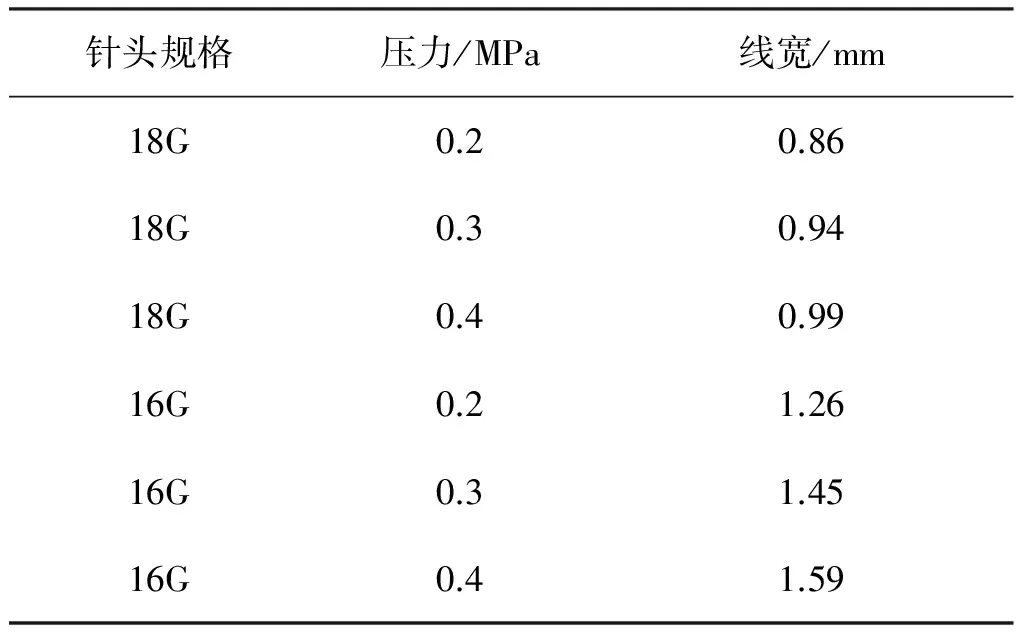
针头规格压力/MPa线宽/mm18G0.20.8618G0.30.9418G0.40.9916G0.21.2616G0.31.4516G0.41.59

图7 液体输送的简易结构
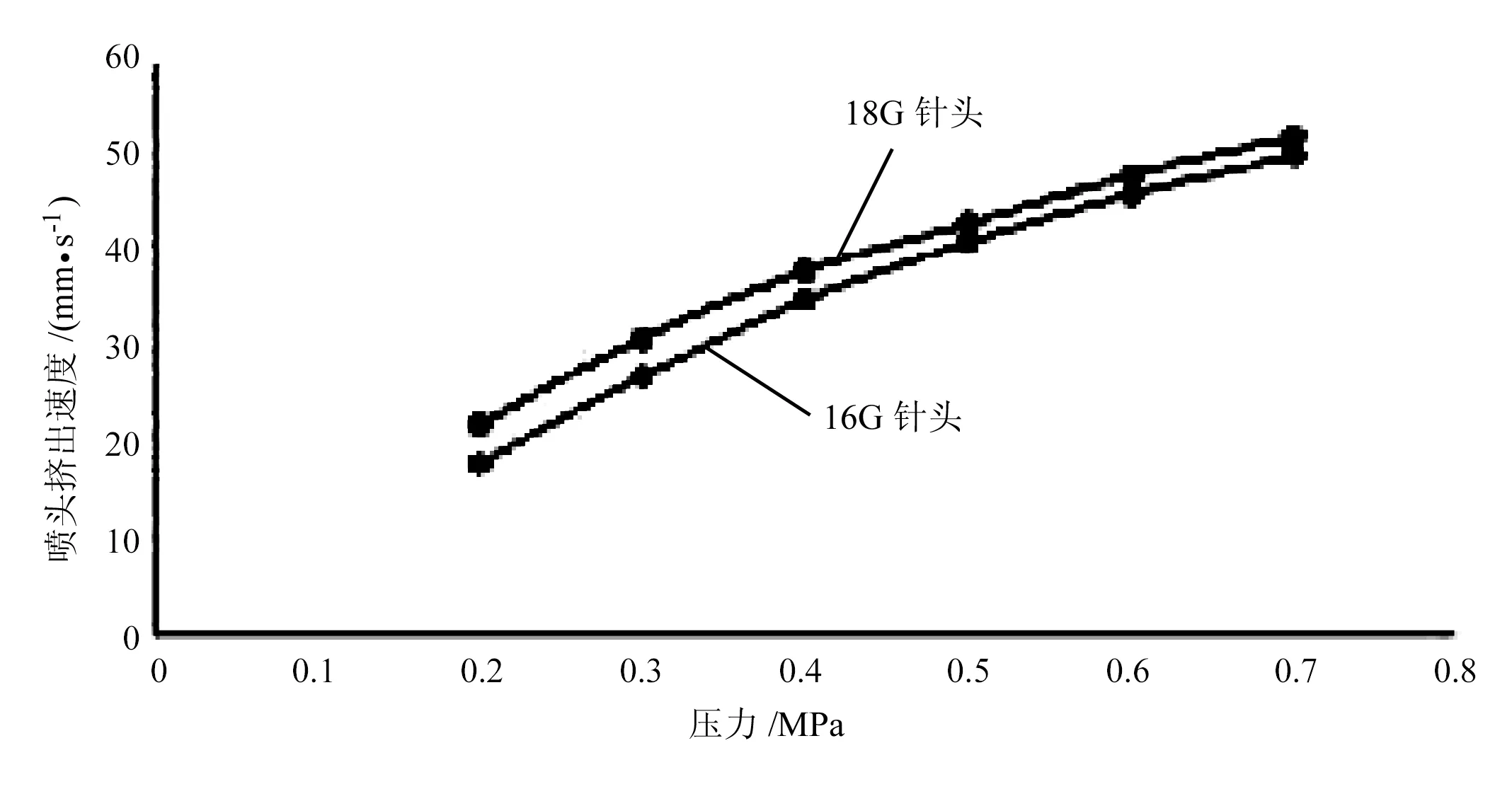
图8 液体打印时喷头挤出速度——压力曲线
从图8可以看出:相同压力下针头的内径越大,液体挤出的速度就越大;同一型号针头加载压力越大,液体挤出的速度也越大.
分析可知:相同的喷头挤出速度及压力时针头内径越大,打印出直线宽度就越大;相同针头内径时,压力越大则打印出直线宽度越大;当气压大于0.7 MPa时,气管与储液罐及喷头接口处容易漏气;针头尺寸越大,挤出则越容易,挤出量越大,线宽越大,打印相同模型所耗时间就越少;针头尺寸越小,线宽则越小,打印耗时越多,打印精度越高,但相同黏度液体所需要的供给压力也就越大,从而对设备的要求越高.
2.4 乳化炸药类似物打印效果
用Solidworks软件画出一个长为100mm、宽为60mm、高为0.3mm的薄片,将建好的模型保存为STL格式,再用cura切片软件生成gcode文件.将gcode命令文件导入打印机,用规格为18G(内径为0.84mm)的针头,在0.2MPa的压力下打印.3层打印的效果如图9所示.

图9 多层(3层)打印效果
由打印试验可知,以含能油墨液体为耗材的打印,在一定程度上可以得到符合所建立模型的打印实体,但精度特别是打印体边缘的精度不是很高,需要进一步对设备或工艺进行改进.
3 结束语
(1)3D打印以液体(如乳化炸药类似物)为耗材打印的模型基本符合建模的模型形状,打印多层时各层之间也黏结良好,虽然表面精度不是很高,但在很大程度上与模型一致.这验证了以液体为原材料三维打印的可行性.
(2)含能油墨液体增材制造的打印程序应根据实际需求进一步改进,提高气路及液体输送部分的承压能力,以便进行更小内径针头、更高黏度液体的打印,得到更高精度的打印件.可根据实际应用,采用多针头同时成型打印,以打印不同组分的含能材料,并提高打印效率.
[1] Kruth J P.Material incress manufacturing by rapid prototyping techniques[J].CIRP Annals-Manufacturing Technology,1991,40(2):603-614.
[2] 张金勇.异形结构传爆药装药工艺研究[D].太原:中北大学,2006.
[3] 许 迪.化学芯片的快速成型技术研究[D].南京:南京理工大学,2004.
[4] 王 建.化学芯片的喷墨快速成型技术研究[D].南京:南京理工大学,2006.
[5] 张晓婷.用于喷墨打印快速成型技术的纳米铝热剂含能油墨研究[D].南京:南京理工大学,2013.
[6] 王景龙.3DP炸药油墨配方设计及制备技术[D].太原:中北大学,2015.
[7] Fletchera R A, Brazin J A, Staymates M E et al.Fabrication of polymer microsphere particle standards containing trace explosives using an oil/water emulsion solvent extraction piezoelectric printing process[J]. Talanta, 2008,76(4):949-955.
[8] Ihnen A C, Petrock A M, Chou T, et al. Crystal morphology variation in inkjet-printed organic materials[J]. Applied Surface Science, 2001,258(2):827-833.
[9] 邢宗仁.含能材料三维打印快速成形技术研究[D].南京:南京理工大学,2011.
[10] 赵萍萍.流量自调式射流真空发生器的研究[D].南京:南京理工大学,2006.
[11] Gonzalez R C, Woods R E.数字图像处理[M].2版.阮秋琦,阮宇智,译.北京:电子工业出版社,2007:463-491.
Study on 3D Printing System and Control Technology of Energetic Materials
HAN Rui-xin1,2,TAO Ze1,2, ZENG Peng-fei1,2,HAO Yong-ping2,3
(1.School of Mechanical Engineering, Shenyang Ligong University, Shenyang 110159,China;2.Liaoning Provincial Key Laboratory of Advanced Manufacturing Technology and Equipment, Shenyang Ligong University, Shenyang 110159,China;3.The Center of Weapons Science and Technology Research,Shenyang Ligong University,Shenyang 110159,China)
According to the features of the 3D liquid printing with energetic materials, this paper sets up an additive manufacturing system of energetic materials, designed the nozzle which can be changed according to the needs, and used pneumatic control to control the extrusion speed of energetic material.By controlling the air pressure size and to match the nozzle diameter,this method can effectively ensure the safety of the printing of energetic materials. Aiming at the problem that print line is difficult to measure, this paper put forward the method based on visual image processing proposing to measure the wire diameter which can effectively measure the width of printed lines. Besides,conducted a printing experiment of the emulsion explosive analogues. The model layers of print out bond well and basically conform to the model shape. Indicate that the liquid printing is feasible.
3D printing;energetic materials;pneumatic control
2017-04-21
辽宁省自然科学基金资助项目(201102182)
韩瑞鑫(1990-),男,河北邯郸人,硕士研究生,研究方向为含能材料3D打印.
1006-3269(2017)02-0024-06
TH443
A
10.3969/j.issn.1006-3269.2017.02.006
