生产线平衡方法在水泵转子装配线改善中的应用研究
2017-08-08宗方芳
宗方芳
(1.同济大学 机械与能源工程学院,上海 200092; 2.上海电气上重碾磨特装设备有限公司,上海 200245)
生产线平衡方法在水泵转子装配线改善中的应用研究
宗方芳1,2
(1.同济大学 机械与能源工程学院,上海 200092; 2.上海电气上重碾磨特装设备有限公司,上海 200245)
以工业工程的作业测定和方法研究为基础,用生产线平衡技术对排污泵转子装配生产线进行改善.通过制作工作流程动作时间观测表和山积图,确定改善方向;综合运用作业ECRS原则、动作分析和作业分析构建改善方案;对作业工位进行合并重组,采用U型布局的生产线,实现减少操作人员数量及提高生产线空间利用率的目的.
工业工程;生产线平衡 ;转子装配线;生产线改善
装配线是将零部件按照工艺路线有序组装成产品的一种生产组织形式[1-2],具有高质量、高效益、低成本的特点,在企业中应用广泛.但是,装配线的平衡一直是各国学者积极探讨的问题.经过多年的发展,目前生产线平衡问题的主要解决方法有工业工程法、启发式算法、数学分析法、仿真优化法4类.其中,工业工程法因其能合理有效地解决生产线平衡问题而得到了广泛应用.
工业工程(IE)是综合运用数学、物理和社会学,对人、机、物料、能源和信息组成系统进行设计、改善的一门工程学科,形成于20世纪初泰勒等人进行的科学管理运动[3-4].
本文将基础工业工程方法的程序分析、动作分析和作业测定研究运用到水泵转子装配线中,结合作业ECRS ( Eliminate,Combine,Rearrange,Simplify)原则[5-6],在不增加新投入的前提下,对生产线进行优化,提高企业生产效益.
1 生产线平衡技术
作业测定和方法研究是工业工程的基础技术.秒表时间研究是进行作业测定的主要方法,即利用电子计时器或秒表,对作业工序进行直接、连续的观测,并记录下来,加上政策允许的宽放时间,制定完成工作所需的标准时间,减少空闲时间.方法工程包含程序分析、作业分析及动作分析.在实际应用中,作业测定通常要与方法研究相结合.其具体步骤如下:①将方法研究的作业分析、动作分析与秒表时间研究相结合,做出生产线现有工作流程的时间观测表;②将工作流程的时间观测表转换为可视化的山积图;③对生产线平衡率及瓶颈时间进行分析,确定改善方向;④综合运用ECRS原则与作业分析、动作分析,制定改善方案[3-4].
伴随着制造业大环境的改变,企业的利润不断被压缩,要想获得更多利润,必须从企业内部进行改革.某水泵生产企业为提高经济效益,在企业内部推行精益生产方式,应用包括作业测定和方法工程的生产线平衡技术,对其排污泵转子装配线进行改善.该转子装配线是排污泵整机装配线的重要组成部分.对转子装配线进行改善,可以提高排污泵整机装配线的产能.
2 水泵转子装配线状况
转子装配线现有7个工位,分别为压转子轴、转子车削、转子磨削(对应磨床1和磨床2)、转子动平衡、手工配重、热套轴承.该生产线共有7位操作人员.其中,转子磨削工位设置2台磨床,由2位操作人员进行作业操作.由一年内客户订单需求量确定的生产线节拍为107 s/台.
3 改善前作业流程时间观测表
(1)作业分析: 制作装配线布局图.
(2)动作分析: 将各作业工位分解成可测量的动作单元.
(3)时间观测: 对各动作单元进行时间观测,设定动作观测次数及观测方法, 对瓶颈工位进行详细分析.
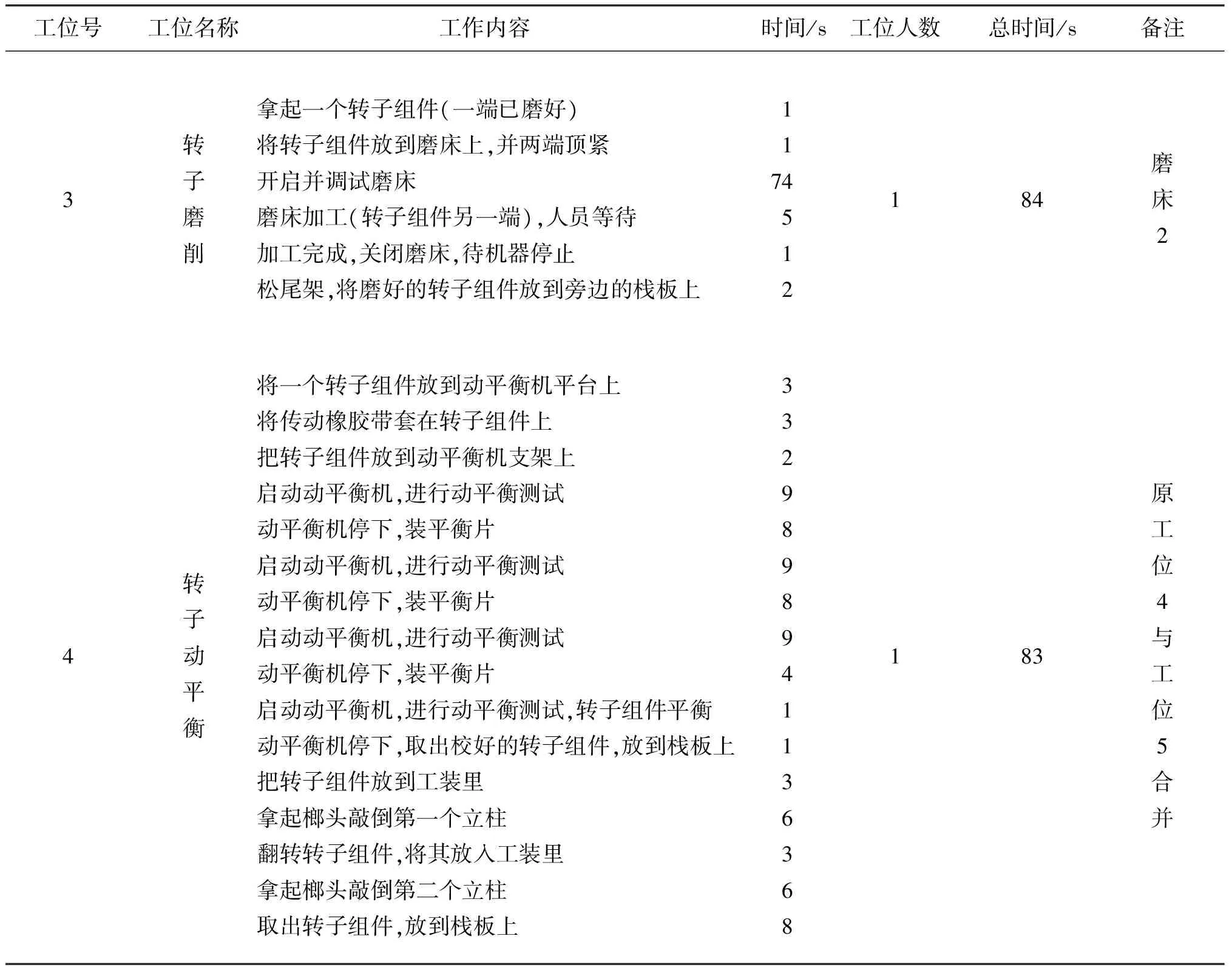
(4) 剔除不合格的测量数据,制作各工位动作时间观测表(表1).
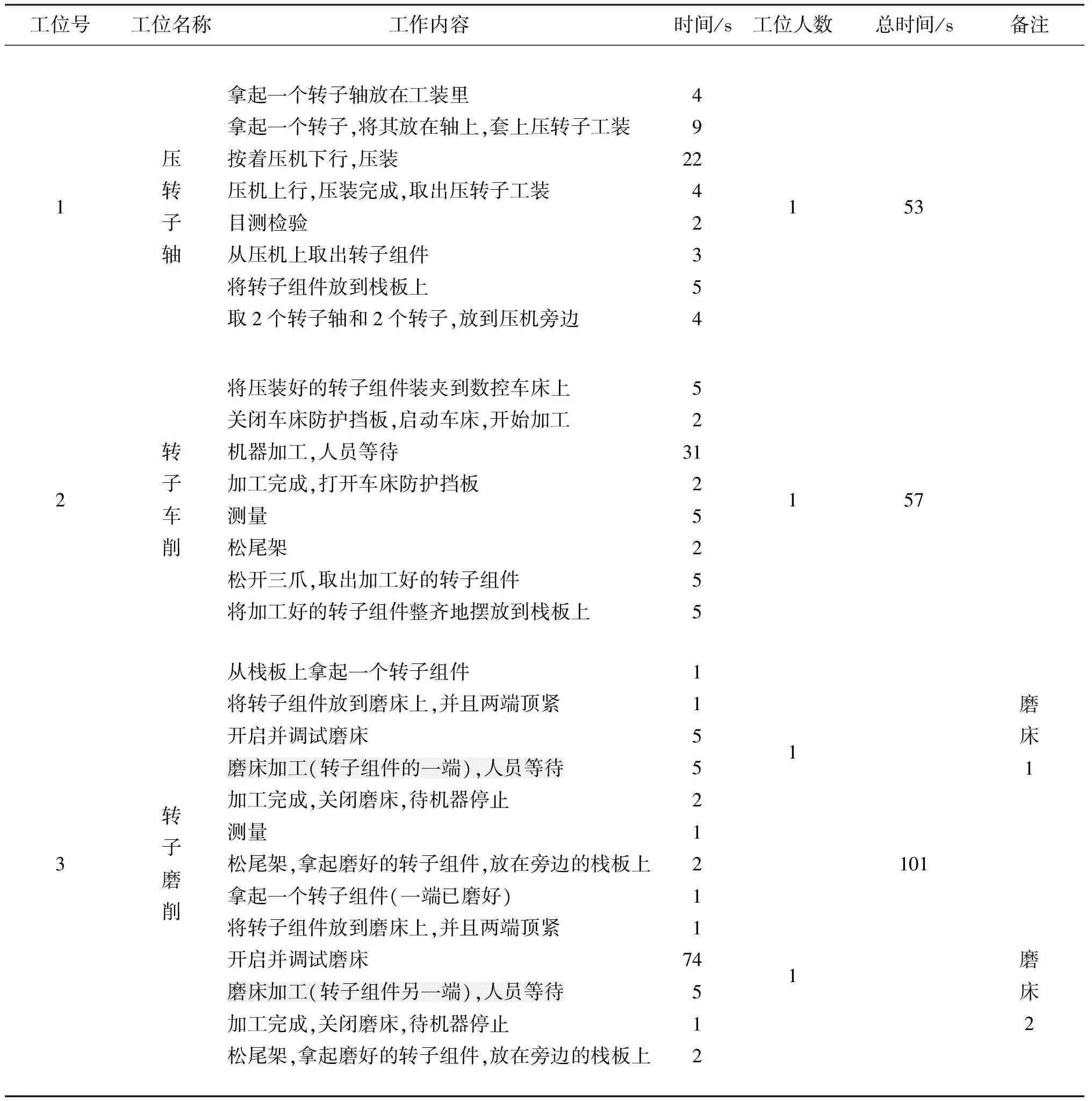
表1 改善前作业流程时间观测表
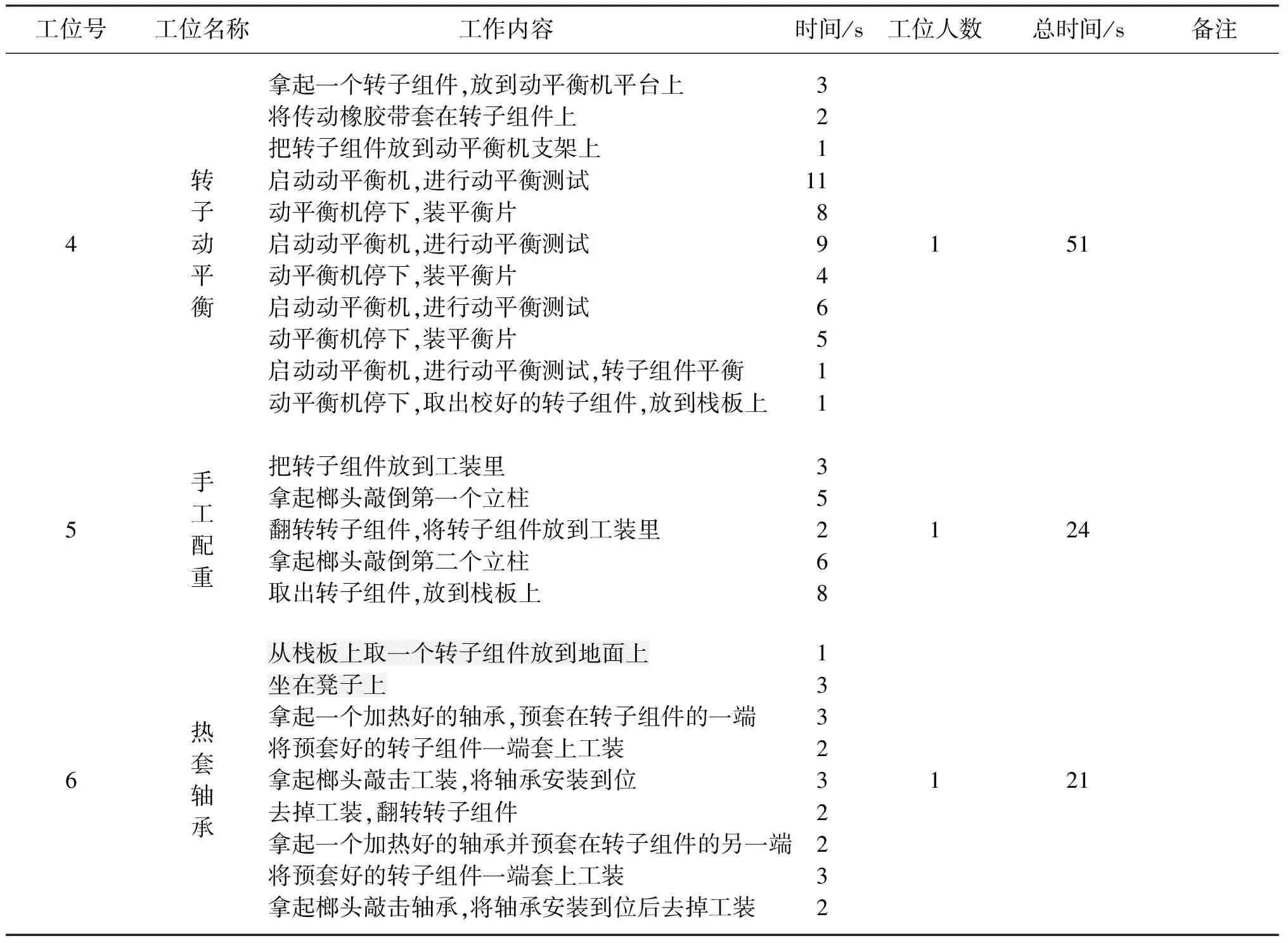
续表1
4 改善前作业流程时间
根据改善前工作时间观测表制作的山积图如图1所示.
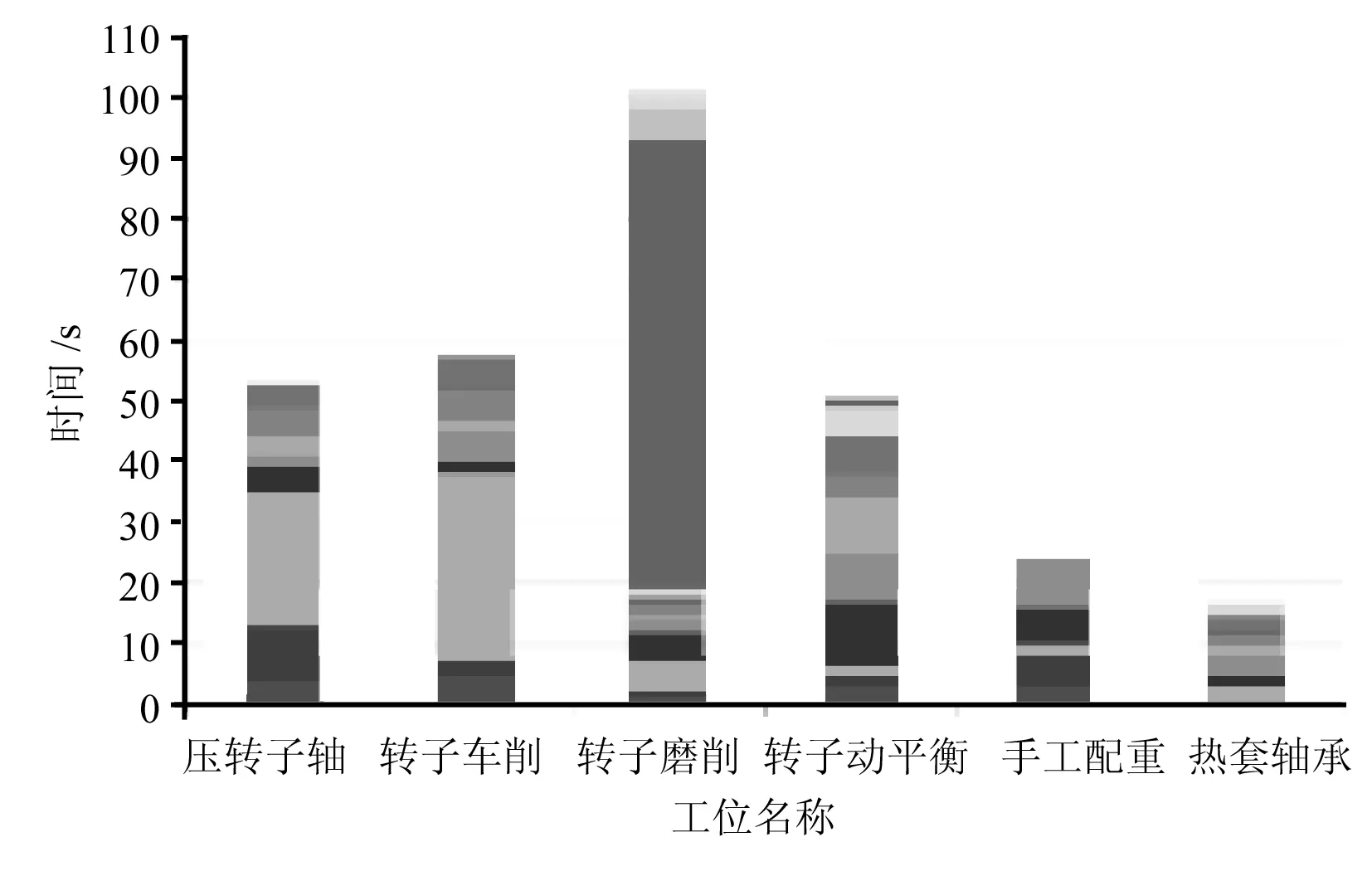
图1 改善前作业流程时间山积图
从图1可以看出,转子磨削工位与其他工位相比,用时过长,达101 s.将转子磨削工位的总时间(10 s)与生产线节拍(107 s)比较,前者小于后者,说明现有生产线内各工位的操作时间在节拍内.这表明生产线的生产能力能够满足客户需求.为了降低成本,增加企业经济效益,需要从其他方面对生产线进行改善.生产线改善的方向是减少作业人员数量,提高空间利用率.
5 运用ECRS原则及作业分析、动作分析制 定的改善方案
分析表1可知,工位3及工位6存在动作浪费(表1中已标出阴影部分).不产生经济效益的浪费在生产线内是不允许存在的.根据设备安全操作规程“在设备运行时,操作人员不得离开”的规定,可将工位3的动作浪费归为辅助时间;工位6“坐在凳子上”动作所消耗的时间也归为辅助时间.故各工位的操作时间几乎不存在动作浪费.
针对操作时间过长的转子磨削工位,将工位内的2台磨床分别放置在其他工位,再对其他工位进行合并重组,降低转子磨削工位的操作时间,调整各工位动作内容的操作时间,使各工位间的操作时间趋于均衡,同时缩短工位间的移动距离,降低产品生产周期.
实施改善方案的具体做法为:将原“一”字型生产线按照U型进行布局;将压转子轴与热套轴承合并,组成新的压转子轴+热套轴承工位,记为工位1;将转子车削与转子磨削的磨床1合并,组成新的转子车削工位,记为工位2;原转子磨削只留一台磨床2,组成新的转子磨削工位,记为工位3;转子动平衡与手工配重合并,组成新的转子动平衡工位,记为工位4.取消在制品堆放区与半成品放置区,在工位之间增加一个小型物料流转平台,加工中尽量做到一件流,以减少在制品堆积.
6 装配线改善方案的实施
经过工位调整重组,转子装配线重新布局,仅4名工人即可完成操作(每个工位1人).表2为改善后工作流程的动作时间观测表.图2为其对应的山积图.
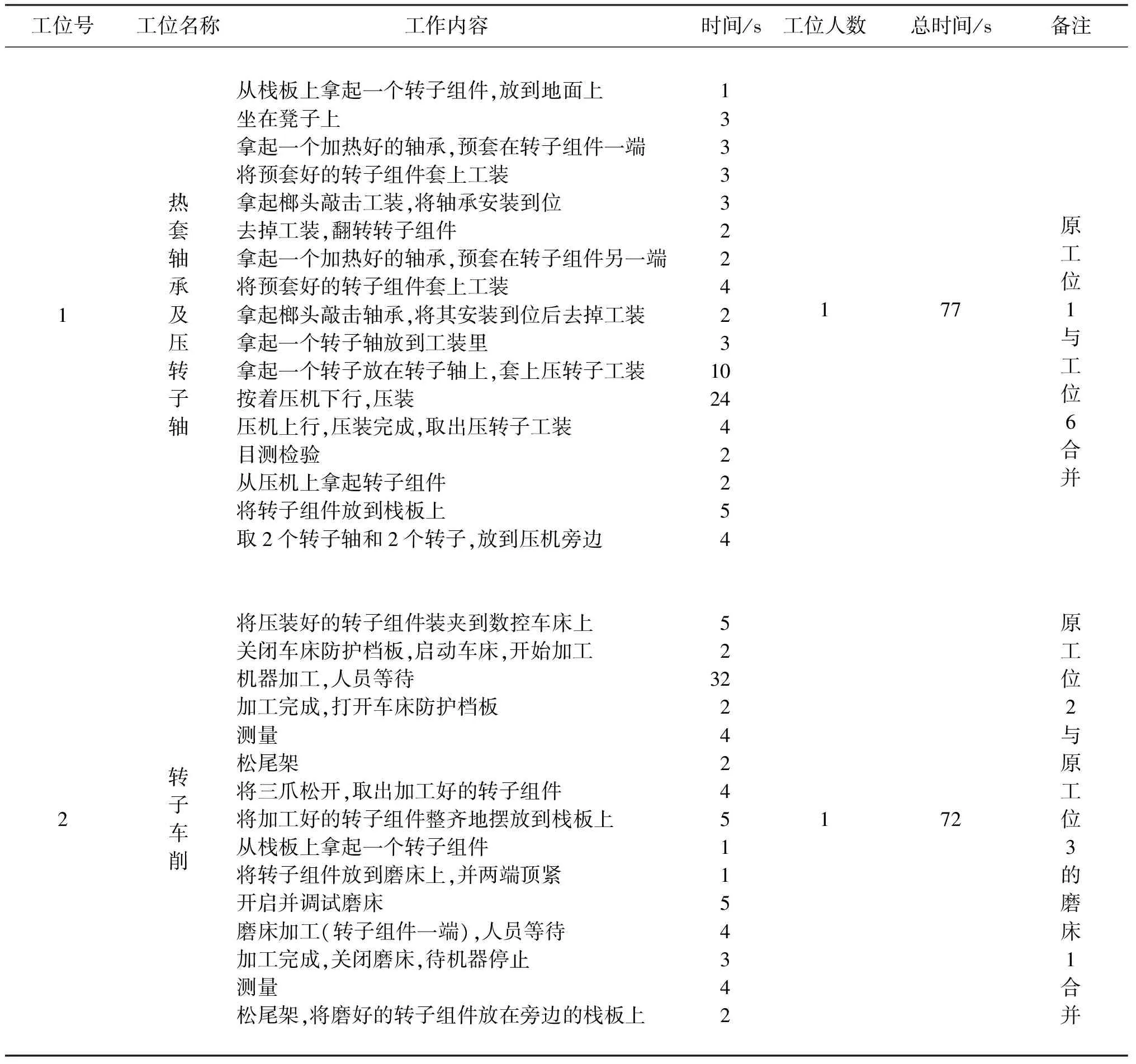
表2 改善后作业流程时间观测表
续表2

图2 改善后工作流程作业时间山积图
7 装配线改善前、后的对比
改善前、后的转子装配生产线布局分别如图3、图4所示.
改善前转子装配线布局占用厂房的面积为91.8 m2,改善后为49.5 m2.改善后比改善前减少使用面积42.3 m2,空间利用率提升46%.
改善前装配线的工位有6个,操作人员有7个;改善后的工位为4个,操作人员为4个.改善后与改善前相比,工位数量减少2个,操作人员减少3个.

图3 改善前装配线布局
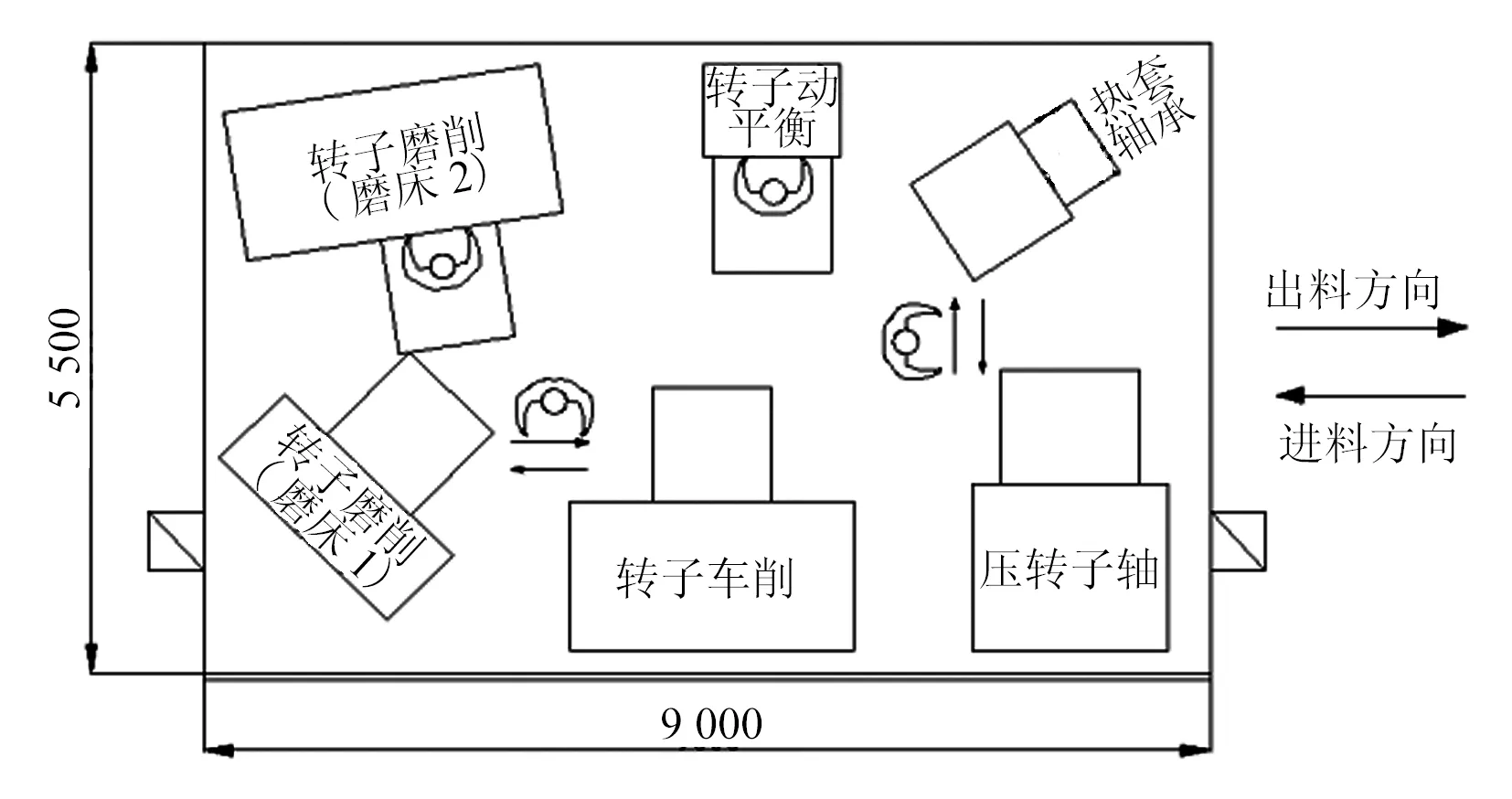
图4 改善后装配线布局(U型布局)
8 结束语
应用工业工程技术和方法研究对排污泵转子装配线进行改善,调整生产线布局,采用U型布局,对工位进行合并及调整,使转子装配线工位数量减少2个,操作人员数量减少3个,空间利用率提高46%.该方法在降低企业成本,提高生产效率方面成效较为显著.应用这种生产线平衡方法对企业内部其他生产线进行改善,可进一步优化企业结构,降低成本,对于水泵制造这种利润率不高的传统制造业有着积极的意义.
[1] 贾大龙,沈丽华,韩玉启,等. 应用工业工程[M].北京:兵器工业出版社,1993.
[2] 朱振杰.机械产品装配线平衡问题优化研究[D]. 济南:山东大学,2010.
[3] 蒋国璋. 工业工程基础[M]. 武汉:华中科技大学出版社,2010.
[4] 李 雷. 生产线平衡技术在自动化装配线改善中的应用[J]. 襄樊职业技术学院学报, 2008,7(3):16-18.
[5] 薛 伟,蒋祖华,梁德丰,等.工业工程概论[M]. 北京:机械工业出版社,2015.
[6] 孙建华,高广章,蒋志强.生产线平衡的手段与方法研究[J].成组技术与生产现代化,2004,21(4):34-36.
Application of Production Line Balance Method for the Improvement of Pump Rotor Assembly Line
ZONG Fang-fang1,2
(1.School of Mechanical and Power Engineering,Tongji University,Shanghai 200092,China;2. Shanghai Electric SHMP Pulverizing & Special Equipment Co., Ltd, Shanghai 200245,China)
In this paper, the production line balance technology of industrial engineering operation measurement and method research is used to improve the production line of rotor pump rotor assembly. Through the creation of work flow action time observation table and mountain plot table, the direction of improvement is determined; Combining the operational ECRS principles and the combination of action analysis and job analysis, the improvement plan is constructed; Work stations are reorganized and using U-shaped layout for production line to achieve reduction of operating personnel and improve the space utilization of production line.
industrial engineering; line balance; the rotor assembly line; improve of the line
2017-01-16
宗方芳(1985-),女,河南唐河人,硕士研究生,助理工程师,研究方向为先进制造技术.
1006-3269(2017)02-0012-06
TP29
A
10.3969/j.issn.1006-3269.2017.02.004
