关于板材辊式矫直机辊数的分析研究
2017-08-07马菽聪
马菽聪
(中冶赛迪工程技术股份有限公司, 重庆 401122)
关于板材辊式矫直机辊数的分析研究
马菽聪
(中冶赛迪工程技术股份有限公司, 重庆 401122)
从理论计算的角度,给出了大变形、小变形矫直方案辊数确定流程图,并以5辊和7辊为例,从矫后残余曲率、达到的最大塑性变形率、矫后钢板厚度方向的残余应力、矫直力、功率等多方面深入分析辊数多少的区别,为板材辊式矫直机辊数选取时提供依据。
矫直机;辊数;曲率;塑性变形率
0 前言
板材在轧制生产的过程中,会因为外力作用、温度变化等原因发生弯曲、扭曲变形,造成板材平直度上的缺陷。矫直机就是解决这一问题的专用设备,其结构参数和力能参数是设计和使用矫直机的主要依据,参数的合理与否,直接影响矫直机的使用性能。辊数少了达不到预期的矫直效果,辊数多了则会使一次投入成本、使用维护成本增加,造成浪费,所以有必要确定板材矫直的最佳辊数[1-3]。本文以5辊和7辊矫直机的对比计算为例,详细说明辊数多少的区别,为辊数最佳选取时提供依据。
1 辊数的确定
传统的大变形、小变形矫直方案确定辊数的方法是以残余曲率为目标,板材经过几次反弯后,当残余曲率控制在允许范围内时停止增加辊数。大变形、小变形矫直机方案确定辊数的流程如图1和图2所示。
从理论计算的角度来看,7辊辊系完全可以满足高精度矫直需求,且辊数超过7之后,对提高矫直精度的效果减慢。但实际使用中若要得到高精度的板形要求,常见到9辊及以上的矫直机,其原因之一为小变形压下值易算而不易调,算的很准而调整却较难,尤其在机架刚度较低的情况下,调准之后工作时各辊互相影响,便会失去准确性。原因之二为材质不匀及尺寸公差会造成理论值与实际值之间有差距。原因之三为侧弯及扭曲对矫直效果有影响。为此常用增加辊数的办法来弥补上述的不足[4-15]。

图1 大变形确定辊数流程图
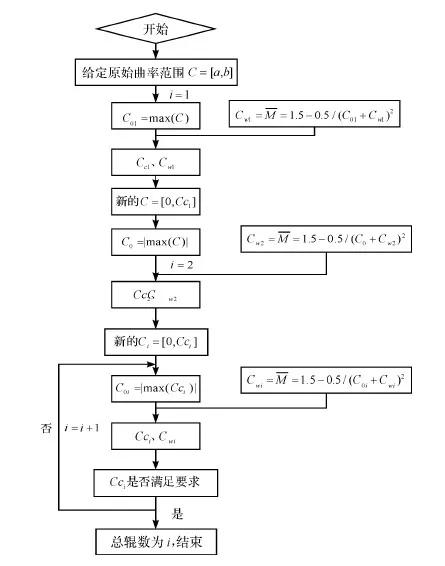
图2 小变形确定辊数流程图
图中,CWi为第i辊的反弯曲率比;C0i为第i辊的原始曲率比;Cci为第i辊的残余曲率比;[a,b]为原始曲率比范围;[c,d]为第三辊的残余曲率比范围,也是第四辊的原始曲率比范围;
2 5辊和7辊的比较
单纯从理论计算的角度,不考虑设备本身刚度、来料尺寸误差及特殊板形等情况的影响,以5辊和7辊为例,在来料板材参数和除辊数外辊系其他结构参数相同的情况下,分别计算了多组数据(即不同板材规格、不同辊系大小),从矫后残余曲率(即矫后平直度)、达到的最大塑性变形率、矫后钢板厚度方向的残余应力、矫直力、功率进行计算对比,发现规律一致,鉴于篇幅限制,本文只举出两组计算数据示例。计算前提见表1来料板材参数和表2设备参数,具体计算结果如表3和表4所示。
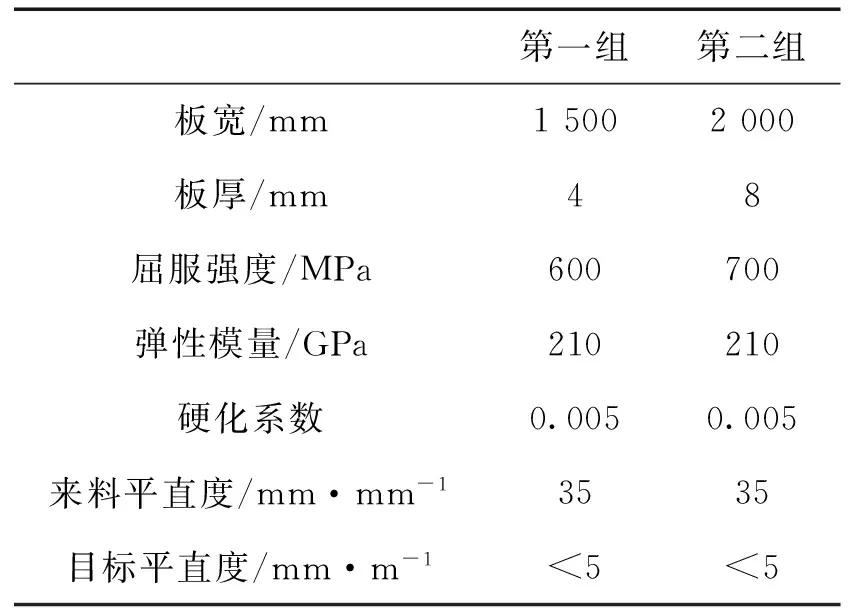
表1 来料板材参数
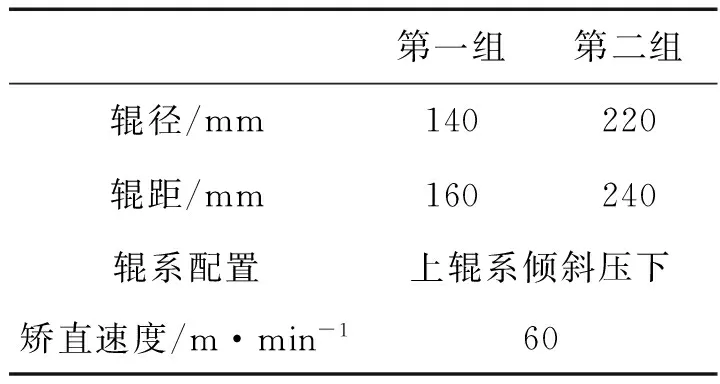
表2 设备参数
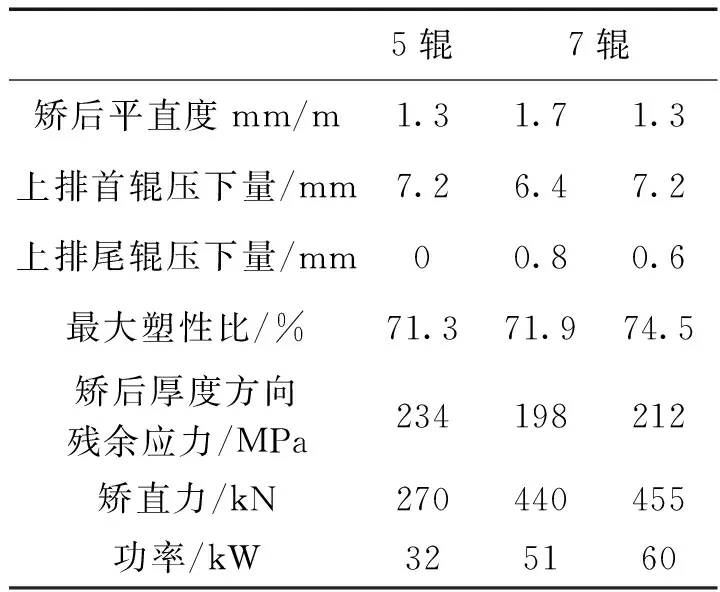
表3 第一组数据计算结果

表4 第二组数据计算结果
3 结论
(1)对相同规格的带材,只要压下量设定的合适,5辊矫直机和7辊矫直机均能达到矫后平直度的目标值;
(2)达到相同最大塑性比的情况下,5辊矫直机各辊压下量大于7辊矫直机的;
(3)压下量相同时,7辊矫直机比5辊矫直机产生的最大塑性比大;
(4)达到相同最大塑性比的情况下,矫后厚度方向的残余应力值7辊矫直机比5辊矫直机下降约17%;
(5)达到相同最大塑性比的情况下,7辊矫直机比5辊矫直机所需矫直力和功率提高约63%。
以上结论能够为矫直机辊数选择时提供判断依据,在综合各项指标后确定既经济又合理的辊数。
[1] 胡国栋, 赵炳利. 板材辊式矫直机辊数研究[J]. 佳木斯工学院学报, 1994, 12(01): 37-41.
[2] 邹家祥,施东成主编. 轧钢机械理论与结构设计[M]. 北京: 冶金工业出版社, 1993.
[3] 黄华清. 轧钢机械[M]. 北京: 冶金工业出版社, 1980.
[4] 崔甫. 矫直原理与矫直机械[M]. 北京: 冶金工业出版社, 2005.
[5] 邹家祥. 轧钢机械[M]. 北京: 冶金工业出版社, 1988.
[6] 邹家祥. 轧钢机械(修订版)[M]. 北京: 冶金工业出版社, 1989.
[7] 蒋维兴. 轧钢机械[M]. 北京: 冶金工业出版社, 1981.
[8] 王海文. 轧钢机械设计[M]. 北京: 机械工业出版社, 1983.
[9] 刘宝珩. 轧钢机械设备[M]. 北京: 冶金工业出版社, 1984.
[10] 边金生. 轧钢机械设备[M]. 北京: 冶金工业出版社, 1998.
[11] 桂万荣. 轧钢机械设备[M]. 北京: 冶金工业出版社, 1980.
[12] 李茂基. 轧钢机械[M]. 北京: 冶金工业出版社, 1998.
[13] 潘慧勤. 轧钢车间机械设备[M]. 北京: 冶金工业出版社, 1994.
[14] 栗林. 辊式矫直机的发展趋势及其结构特点[J]. 现代制造技术与装备. 2006(03):39-41.
[15] 苏联A·3·斯洛尼姆,A·π·索宁. 辊式矫正机基本参数的确定[J]. 太重技术导报. 1990(03):44-52.
Analysis and research on the roller number of plate leveler
MA Shu-cong
(CISDI Engineering Co.,Ltd.,Chongqing 401122, China)
From the theoretical perspective, the calculation flow charts of roller number are given for the large and small deformation straightening scheme. Take 5 rolls and 7 rolls for example, this paper has analyzed the differences of roller number from five aspects, including the residual curvature, the maximum plastic deformation rate, the residual stress on the direction of plate thickness, straightening force and power, which paves the basis for plate roller number selection.
straightener;roller number; curvature; plastic deformation rate
2017-01-18;
2017-02-16
马菽聪(1982-),女,汉族,河北石家庄人,工程师,主要从事冶金设备设计和开发工作。
TG333
A
1001-196X(2017)04-0075-03
