基于三管水压试验机的试压工艺过程探讨
2017-08-07李培力薛菲菲刘维鸽马海宽
隋 健,李培力,薛菲菲,刘维鸽,马海宽
(1. 中国重型机械研究院股份公司,陕西 西安 710032;2. 金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
基于三管水压试验机的试压工艺过程探讨
隋 健1,2,李培力1,2,薛菲菲1,2,刘维鸽1,马海宽1,2
(1. 中国重型机械研究院股份公司,陕西 西安 710032;2. 金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
为提高水压试验的效率,本文研发了一台同时对三根钢管进行压力试验的水压试验机。文章就三根钢管同时进行压力试验提出合理有效的方案,对试压的工艺过程进行分析,针对管径Φ48.3~Φ194 mm定尺钢管在提高生产效率上的实用性进行探讨,满足设计要求。
三管;水压试验机;工艺过程;链式输送机;效率
0 前言
钢管生产企业为提高市场竞争力,在保证质量的前提下通常会提高生产效率以降低生产成本提高产量。尤其对小口径钢管而言,生产效率更至关重要。在小口径钢管精整生产线中,钢管的水压试验是生产线的瓶颈,为匹配整条生产线的生产能力,有时会设置两台或多管钢管水压试验机组来满足前后工序的要求。目前针对多管水压试验的设备管径范围较小(通常在Φ73 mm以下),试验压力较低,上料形式多以上部进料、步进式为主,由于设备主体结构限制,钢管试压过程中的夹持点少,无法对高钢级、更大管径的钢管进行试压。
为此,开发研制出适合油套管生产线的三管水压试验机,其管径范围Φ48.3~Φ193.7 mm,最大试压能力70 MPa,最高节奏达280根/h 。该设备采用自动控制,具有调整、手动、半自动、自动功能,上位机具有工艺参数的设定、记录、储存、调阅,设备现场的运行状态图,并具有自动诊断故障等功能。
其试压工艺过程的难点主要集中在三根钢管如何快速的进行进出料动作,对钢管两端的密封抱紧和钢管整长的夹紧固定也提出了快速可靠的要求。
1 设备主要参数
试验压力/ MPa max.70
试验压力精度/ PSI 0~50(最大试验压力时)
压力传感器的检测精度/% 0.2
管端密封型式 U型密封
保压时间/s 可调范围5~300
保压形式 增压器连续保压
充水方式 水泵直接充水
进料方式 四梁中部进料
最高频次/根·h-1280
2 试压工艺过程
前端台架存储至少三根以上的待试钢管-水压试验机通过链式输送机从前端台架取料,每经过一个取料挡板接进一根钢管-链式输送机固定转速旋转,将三根钢管分别上料进入各自试压工位-上部压紧装置将钢管分别压紧在各自的试压中心上-充水头、排气头前进到管端U型密封位-各工位的充水阀开启,钢管充水,直至空气排出,充水阀、排气阀关闭-三台增压器分别开始工作,给各自的钢管内的水加压-达到设定压力后按需要的时间保压-完成试压后,三台增压器通过比例控制斜坡卸压,并回退至初始状态-当钢管内部压力达到一定安全值时,排气阀打开,U型密封松开管端-各工位的充水头和排气头试压头回到初始位-上部压紧装置松开钢管,钢管回弹到链式输送机辊道面上-链式输送机旋转将已经完成试压的钢管逐根送出,同时将待试钢管逐根送入各自试压位,对试压不合格钢管发出信号,如图1所示。
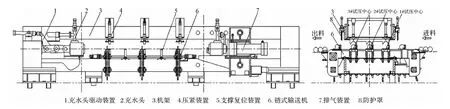
图1 三管水压试验机的立面图
3 进出料方式
为满足三根钢管同时试压的要求,就必须将钢管同时送入三个试压工位。对比不同水压试验机的进料方式,选择更适合快速、便捷的进出料方式。3.1 链式输送机进出料中部进出料方式的水压试验机采用链式输送机进出料,在钢管轴线上布置三组链式旋转机构组成链式输送机。链子沿圆周进行运动,链子上装有挡板用于钢管上下料,链子由马达或电机减速机驱动链轮带动。链子运动时,每经过一个取料挡板接进一根钢管,随着链子的圆周运动,将三根钢管分别上料进入各自试压工位。试压后的钢管,随链子运动逐根送出,同时前端逐根进料。钢管随链子进行滚动,进料和出料动作一次完成,机构动作简单、运送距离短。该装置结构相对简单,能耗低,占地小,适合多工位快速进出料的要求,如图2所示。
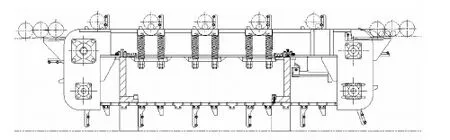
图2 链式输送机的断面图
3.2 步进装置进出料
下部进出料方式的水压试验机采用小步进机构和大步进机构结合的方式,首先小步进机构将钢管单根送至依次布置的三个待料位,当三个待料位排满钢管后,大步进机构一次性将三根钢管同时送入各自的试压工位。步进机构根据平行四连联杆原理,大、小步进机构分别由两组油缸驱动,实现钢管的升起-平移-落下-退回。因为有三个试压工位,为满足三根钢管同时进出,故步进距离较长,因此装置占地面积较大,机构刚性和各平行四连杆的同步性是关键点。该装置结构简单,能耗高,占地大,制造成本和安装精度要求较高,节奏较慢,如图3所示。
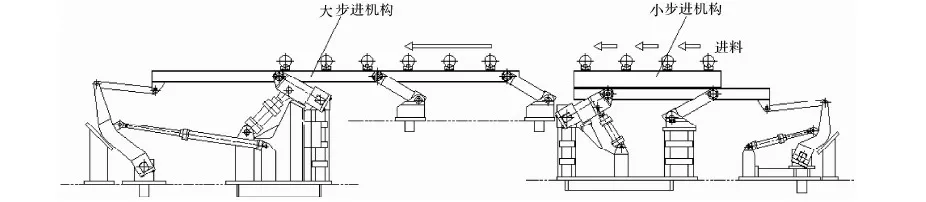
图3 步进装置的断面图
3.3 送料翻转装置进出料
上部进出料方式的水压试验机采用送料翻转装置进料,送料装置由电机减速机驱动齿轮带动齿条移动,逐根接料进行移动,当三根钢管接入送料翻板后,送料装置一次性送入试压区域,翻转装置在摆动油缸驱动下翻转90°将三根钢管后送入试压工位,送料装置退回后翻板翻起等待接料。因为有三个试压工位,为满足三根钢管同时进料,故送料距离较长,送料装置悬臂较大,不适用Φ114.3 mm以上的钢管进出料。机构刚性和各送料臂的同步性是关键点。该装置结构复杂,能耗高,制造成本和安装精度要求较高,如图4所示。
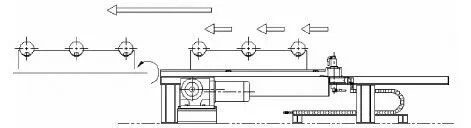
图4 送料翻转装置的断面图
对比上述三种不同形式的进出料结构和方式,链式输送机进出料具有更好的适用性,在工作效率、节能减排、占地布置、安装检修上具有明显优势。
4 夹持装置
根据上述的链式输送机进出料方式,钢管的夹持采用多组压紧装置完成,压紧装置由油缸驱动向下同时压紧三根钢管,不同规格的钢管更换不同的夹具,夹具为上下半圆形。钢管通过运输链传送时,沿平面轨道滚动,当三根钢管同时到达试压位时,压紧装置下压。
下部支撑装置采用弹簧复位机构,当压紧装置压下时,支撑装置随钢管下移至下半部夹具内,上下夹具合为整圆时即为钢管的试压中心;当压紧装置松开后,钢管下面的支撑装置在弹簧作用下顶起钢管至平面轨道高度,满足链式输送机进出料要求,如图5所示。
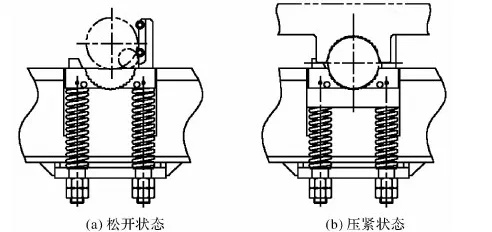
图5 支撑装置结构图
5 管端结构及密封
根据试验的管径和压力要求,管端密封适合采用径向U型密封,通过水泵充水压力即满足初始两管端的密封,减少使用大间隙密封时的预密封压力,简化水系统结构。使钢管在充水后迅速升压,提高升压速度,如图6所示。
充水端采用分体式充水头,三部分统一安装在充水移动小车上,整体移动,便于维护和拆装。
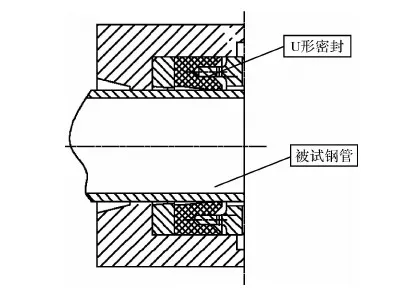
图6 U型密封结构图
排气端采用各自独立的排气头,分别由油缸单独驱动前后移动,满足定尺管在±500 mm范围内的试压、定位要求。排气端可以根据管长变化整体移动,通过四个插销固定在四根大梁上。
6 结速语
对三管水压试验机的研制主要集中在进出料装置上,通过对比分析已有的多种进出料方式,确定合理简便的结构形式,进而确定了整个三管水压试验机的试压工艺过程,最高试验节奏达280根/h。相应选择压紧夹持装置,满足钢管轴向上的固定,并采用U型密封来提高密封抱紧钢管的速度。整体工艺满足管径Φ48.3~Φ194 mm定尺钢管在生产线上的试压节奏要求,提高了整个生产线的生产效率,对提高相关企业的经济效益具有显著效果。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2008.
[2] 国家机械工业局.JBT 2001.73-1999水系统零部件[S].北京:中国标准出版社,1999.
[3] 美国石油学会. 中国石油天然气集团公司管材研究所(译)套管和油管规范API Spec5CT[Z]. API Publishing Services.2006.
[4] 杨宝光.锻压机械液压传动[M].北京:机械工业出版社,2000.
[5] 俞新陆.液压机的设计及应用[M].北京:机械工业出版社,2006.
[6] 俞新陆.液压机[M].北京:机械工业出版社,1982.
[7] 王仲仁,苑世剑,胡连喜.弹性与塑性力学基础[M].哈尔滨:哈尔滨工业大学出版社,1997.
[8] 李培力,侯永超,刘继高.超高压水压试验机高压缸体的有限元分析[J].机械工程与自动化,2006(04):48-50.
[9] 刘继高.国产首台全自动高压水压试验机[J].重型机械,2001(01):9-11.
[10]王海红,刘继高,王钊,等.双管全自动水压试验机组的开发[J]. 钢管,2007(05):22-26.
[11]寇永乐,刘慧超,谷瑞杰.大口径高压水压试管机充水质量的研究[J]. 机械工程与自动化,2011(02):100-103.
[12]寇永乐,刘继高,隋健,等.大口径水压试管机端面密封形式研究[J]. 机械工程与自动化,2013(01):120-121.
[13]李培力,侯永超,隋健,等.大口径钢管水压试验机试压节奏分析[J]. 机械工程与自动化,2011(01):112-113.
[14]寇永乐,刘继高,隋健,等.大口径水压试管机端面密封形式研究[J]. 机械工程与自动化,2013(01):120-121.
[15]马海宽,李培力,刘继高,等. 高压水压试验机车体有限元拓扑优化分析[J]. 机械工程与自动化,2013 (05):70-71.
[16]寇永乐,李培力,隋健,等.往复式增压器在大口径高压水压试管机中的应用[J]. 机械工程与自动化,2013(06):172-173.
[17]马海宽,李培力,张一凡,等.40 MN内高压胀形机机架有限拓扑优化分析[J]. 重型机械,2014(4):66-69.
Discussion in craft process of pipe pressure testing of three-pipe hydrotester
SUI Jian1,2,LI Pei-li1,2,XUE Fei-fei1,2,LIU WEI-ge1,MA Hai-kuan1,2
(1. China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032,China;2.State Key Laoratory of Metal Extrusion and Forging Equipment Technology,Xi’an 710032,China)
This article put forward a reasonable and effective plan, and carried out a three pipe pressure hydrotester to improve the efficiency of the hydraulic pressure test. It analyzed the technological process of the pressure testing, the efficiency practicability of the diameter ofΦ48.3~Φ194mm length of steel tube is discussed, it showed that which could meet design requirement.
three-pipe;hydrotester;technological process;chain conveyor;efficiency
2016-09-26;
2016-10-19
陕西省科技统筹创新工程计划项目 (2014ZS-06); 中国重型院科研项目(K1505405)
隋健(1976-),男,中国重型机械研究院股份公司高级工程师,主要从事冶金锻压设备的研究与应用。
TP393
A
1001-196X(2017)03-0067-04
