次氯酸钠生产装置改造
2017-08-01侯凤银
侯凤银
(唐山三友氯碱有限责任公司,河北 唐山 063305)
【氯氢处理】
次氯酸钠生产装置改造
侯凤银*
(唐山三友氯碱有限责任公司,河北 唐山 063305)
次氯酸钠;生产装置;废氯气;吸收装置;改造方案;运行
原次氯酸钠生产装置用来吸收废氯气,存在的不足是:①主废气塔日常检修和维护较难;②装置用碱液运输过程长;③成品次氯酸钠不能实现远程控制。新增次氯酸钠生产装置,实现了吸收碱液配制、进氯气以及吸收过程监控、产品外排等各个环节的远程自动化。
唐山三友氯碱有限责任公司(以下简称“三友氯碱”)隶属于唐山三友集团,首期装置于2005年投产,2012年烧碱产能达到50万t/a。目前国家对氯碱行业安全生产越来越重视。为提高生产装置的氯平衡能力,减轻氯产品销售价格波动对公司整体经营的影响,三友氯碱积极调整氯产品结构,拓宽销售市场,提高企业竞争力,在第1期氯氢处理工序新增1套4万t/a次氯酸钠生产装置,并结合现有废氯气吸收装置经常出现问题之处进行了改造。现将有关情况介绍如下。
1 新增次氯酸钠生产装置的必要性
随着国民经济水平的提高,次氯酸钠类消毒剂产品市场需求逐步增长。次氯酸钠溶液是一种真正高效、广谱、安全的强力灭菌、杀病毒药剂,它同水的亲和性很好,能与水以任意比互溶,不存在安全隐患,消毒效果好,投加准确,操作安全,使用方便,易于储存,对环境无毒害,不存在跑气泄漏,可于任意环境工作状况下投加。商品次氯酸钠广泛用于包括自来水、中水、工业循环水、游泳池水、医院污水等各种水体的消毒。次氯酸钠还能用于含氰废水和一些工业重度污染废水的高级氧化,以及纸浆等漂白[1]。
三友氯碱拥有生产次氯酸钠的便利条件,但现有产品均为系统废氯气处理副产物,不能大规模生产。从经济角度来看,提高次氯酸钠装置产能有利于开拓市场,规避风险,使次氯酸钠不仅仅是作为生产的副产品出售,而是作为可控产能的主产品出售,大大提高了整个系统装置的平衡能力[2]。同时,从安全角度来讲,三友氯碱产能不断扩大的同时,不可忽视的是废氯气吸收系统等配套安全设施对系统开停车、负荷调整等应对能力,和处理检修期间废氯气吸收系统的安全保障。
2 改造前工艺流程及运行中存在的问题
2.1 改造前工艺流程
三友氯碱的第1、2、3期离子膜法生产装置共用一套废氯气吸收装置,用于处理开停车氯气、事故氯气及各工序的废氯气;废氯气从一级废氯气吸收塔底部进入,在填料层与上部下来的约18%稀碱液充分接触,尾气由一级废气吸收塔顶部进入保护塔底部,并在填料层与上部下来的约16%稀碱液充分接触,由顶部引风机抽出排入大气。真空度由引风机变频及PICA-5308调节。一级废气吸收塔吸收碱液由碱液循环泵送回吸收塔顶部,反应热量则由一级塔碱液冷却器带走,吸收废氯气用烧碱来自液氯工序,当次氯酸钠的指标合格时,现场人员手动开启次氯酸钠泵送至成品罐区。保护塔吸收碱液由碱液循环泵送回吸收塔顶部,反应热量则由碱液冷却器带走,循环碱液定期由次氯酸钠泵送至一级废气吸收碱液循环罐。
改造前废氯气吸收工艺流程简如图1所示。
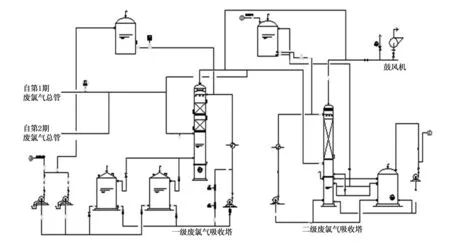
图1 改造前废氯气吸收工艺流程简图
Fig.1 Diagram of unimproved process flow for absorbing waste chlorine
2.2 改造前运行情况
废氯气吸收装置自2005年投入运行以来,一直运行比较稳定,2014年更换一二级废氯气吸收塔及配套碱液循环罐,同时进行设备更新扩容及自动化升级改造,发现流程上仍有如下3方面不足之处。
(1)主废气塔日常检修和维护较难,检修时单塔运行存在安全隐患。
(2)现装置碱液来自液氯配碱流程,须简化岗位及装置运行方式,便于管理优化流程。
(3)成品次氯酸钠输送不能实现远程控制,须增加次氯酸钠输送泵P-508远程启动停止,实现排次氯酸钠远程控制。
3 改造方案及效果
3.1 改造方案
在现有废氯气装置附近新建1台氯气吸收塔,配套建设1台碱液配制循环槽、1台碱液换热器和2台碱液循环泵。设备材料见表1。

表1 新增次氯酸钠装置主要设备一览表Table 1 Main equipment used in newly added sodium hypochlorite plant
从去液氯氯气管线接引氯气进新装置进行次氯酸钠生产,减少开停车对前系统影响;另外,连接2个废氯气吸收塔的进气管路,实现特殊情况下主废气塔倒换运行,实现主备切换,便于日常检修和维护。
改造后新增次氯酸钠装置流程图见图2。
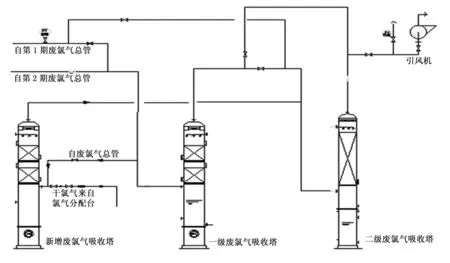
图2 改造后废氯气系统主体工艺流程
Fig.2 Main process flow of improved waste chlorine gas system
3.2 配套自动化设置
为实现新增次氯酸钠装置吸收碱液配制、进氯气以及吸收过程监控、产品外排等各个操作环节实现远程和自动化,此装置做了以下设计。
3.2.1 自动配碱
首先,增加配碱流程,取消液氯配碱流程,简化岗位及装置运行方式,便于管理,碱液来自第2期电解装置成品碱罐2D-330处。同时预计未来进一步技改后连接第2期D-290流程利用碱性废水,其中D290内碱性水来自电解槽停槽排液洗槽水和树脂塔再生碱性水,实现物料的多级优质利用。并且烧碱、生产水管线分别设置流量计,调节阀通过自动串级控制配碱浓度。混合器使其混合均匀,安装过滤器控制产品次氯酸钠质量。配碱时选择相应进罐切断阀。
自动配碱流程见图3。
碱液循环罐加碱顺序是:现场确认打开V-521进碱手动阀门,DCS确认FICA-5322设定值,确认生产水与烧碱配比系数正确。启动V-521一键配碱程序:①V-521碱液进口切断阀HV-5322C开,碱液切断阀HV-5322开,FCV-5322、FCV-5323自动串级;②当LT-5321=70%时,程序执行HV-5322关,HV-5322C关,FCV-5322关, FCV-5323关,配碱结束。
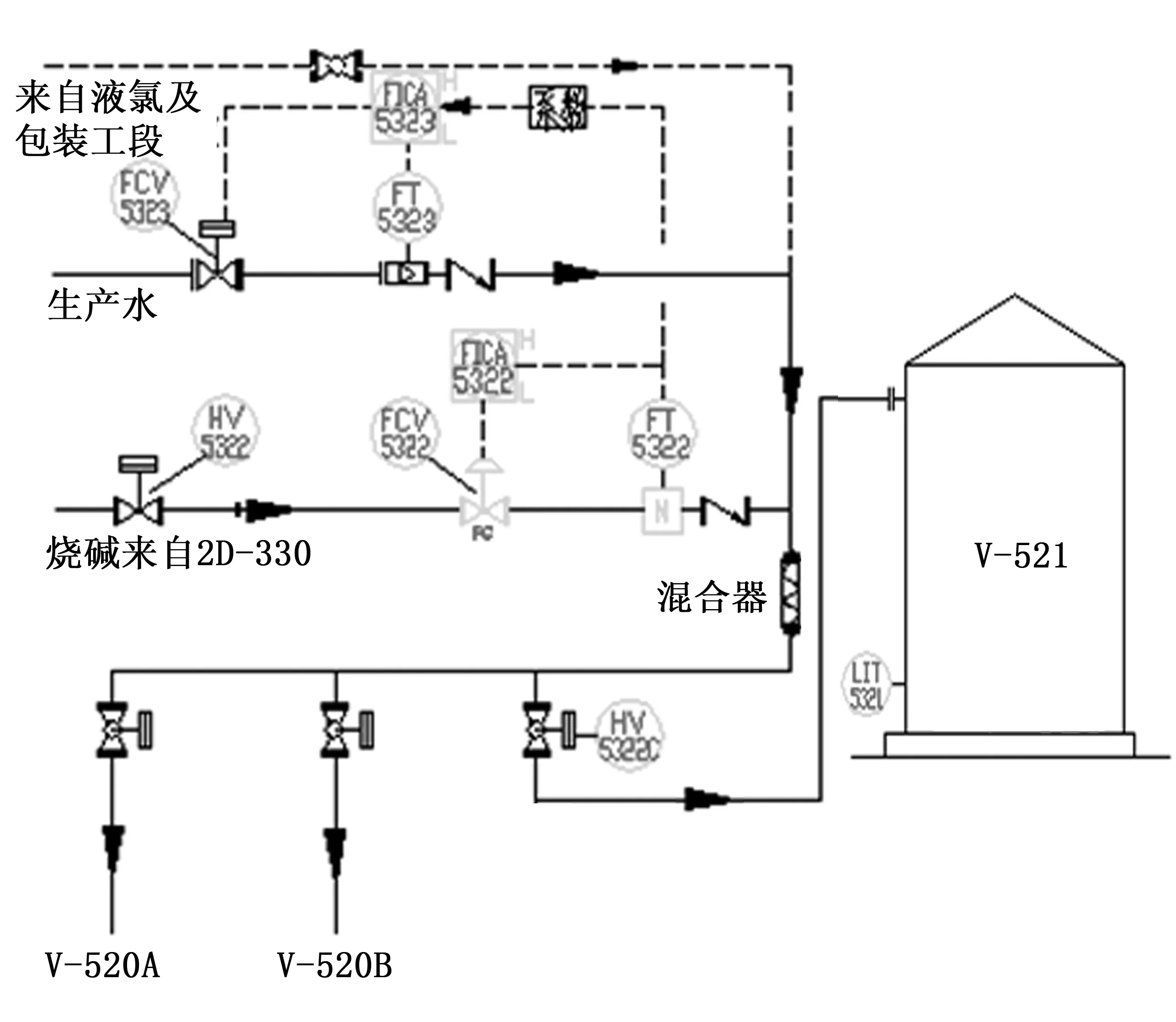
图3 自动配碱流程Fig.3 Process flow of automatic preparation of alkali solution
3.2.2 反应过程温度控制
吸收原理为:
2NaOH+Cl2=NaCl+NaClO+H2O[3]。
由于吸收反应是放热反应,必须及时移出热量。及时调节碱液冷却器的循环冷却水或冷冻水阀门,控制反应温度低于35 ℃,以免因温度过高使循环碱液的温度继续升高,一方面造成循环碱液对废氯气吸收能力下降,另一方面造成次氯酸钠分解;因此在反应过程中必须及时移走热量。温度低于35 ℃时,可以提高吸收能力和漂水产品的质量[4]。循环碱液温度调控采用自动阀与温度组成的控制回路实现(见图4),增加原废氯气吸收流程两级塔循环液温度自动阀门控制。
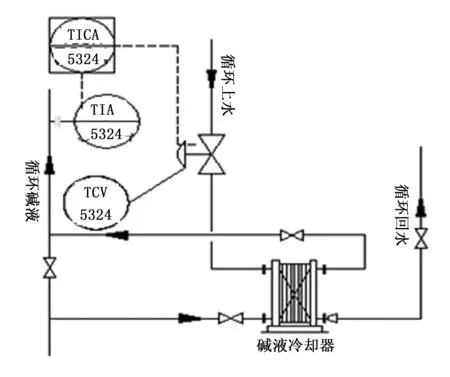
图4 温度控制回路Fig.4 Temperature control loop
3.2.3 增加在线仪表实时监测
氯气吸收反应过程分析仪表图如图5所示。
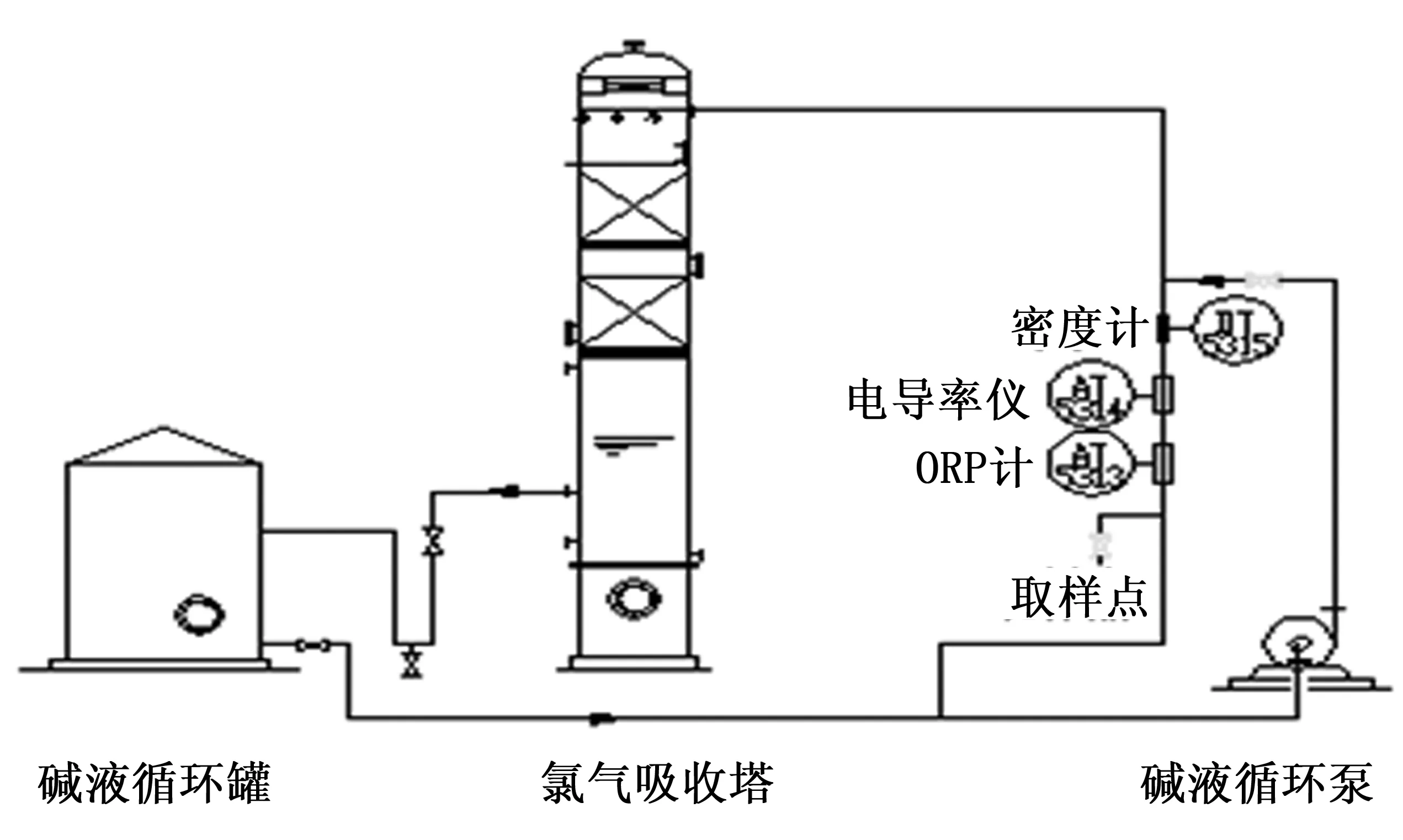
图5 氯气吸收反应过程分析仪表图Fig.5 Analysis instrument for chlorine absorption and reaction
废氯气吸收系统吸收的是吸收系统开停车、正常生产时各岗位产生的废氯气,检修和清理时的废氯气,以及处理突发事故的氯气等。可以说废氯气吸收系统就是离子膜法烧碱系统的安全屏障。鉴于该流程在系统中的重要性,实时监控吸收用碱液浓度和确认反应终点成为关注的重点。传统做法是由现场人员定期做样分析,碱液浓度低时加大人工分析频率。这种方法比较滞后,劳动强度大且次氯酸钠品质也得不到精细化的控制。因此该装置设置了ORP计、电导率仪和密度计,分别检测循环碱液的游离氯、电导率和吸收氯气后的密度。
经过一段时间的摸索和总结,发现分析仪表在实时监测保障安全的同时极大程度保障了次氯酸钠产品的品质(见表2)。
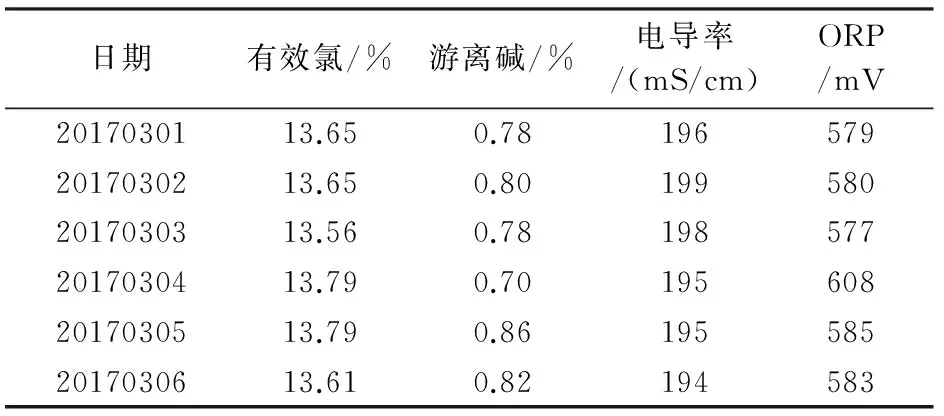
表2 分析仪表显示及分析数据对比Table 2 Comparison between instrument display data and analysis data
3.2.4 产品外送
设置循环泵远程启动停止,成品次氯酸钠输送由远程切断阀控制。同时设置低液位连锁。待循环罐V-521罐内游离碱质量分数≤0.8%时,关闭进塔氯气调节阀、切断阀,停止生产次氯酸钠。通知罐区接收产品,打开排次氯酸钠切断阀HV-5325,待液位到15%后,连锁关闭排次氯酸钠切断阀。
3.3 改造后效果
新增次氯酸钠装置投用后,正常生产时,T-521及其附属设施主要用来生产次氯酸钠,T-521进口与废氯气主管甩头阀门处于关闭状态;一级废氯气吸收系统停车检修时,次氯酸钠生产装置可临时代替一级废氯气吸收装置。如此大大提高整套废氯气吸收装置的自身风险防控能力,保障生产安全稳定。该项目投用后使针对不同的用户生产不同的产品成为可能,无论是产量还是质量控制方面,均能更好地满足用户需要。
总之,在保障系统安全稳定,提高系统整体氯平衡能力的同时,创造了尤为可观的经济效益。
4 结语
从装置投用后的效果来看,改造后的装置运行效果很好,能达到预期目标。随着科学技术的日新月异,在流程和自动化优化控制方面仍然有较大的提升空间。
[1] 中国石化集团上海工程有限公司.化工工艺设计手册上册[M].北京:化学工业出版社2003 :149-150.
[2] 梁诚.氯碱行业“十三五”发展机会探析[J].氯碱工业,2016,52(1):1-16.
[3] 陈殿彬,陈伯森,施孝奎.离子膜法制碱生产技术[M].北京:化学工业出版社,1998:65.
[4] 韦其兴.氯碱生产中废氯气的处理方法[J].中国氯碱,2009(8):36-37.
[编辑:蔡春艳]
Modification of sodium hypochlorite production plant
HouFengyin
(Tangshan Sanyou Chlor-Alkali Co.,Ltd., Tangshan 063305, China)
sodium hypochlorite; production equipment; waste chlorine gas; absorption device; reform scheme; operation
The original sodium hypochlorite production plant was used to absorb waste chlorine gas, and had the following deficiencies:①it was difficult to routinely overhaul and maintain the main exhaust tower; ②the transportation distance of alkali liquor used for the plant was long;③sodium hypochlorite could not be remote-controlled. A new sodium hypochlorite production plant was added and thus remote and automatic control of every linkwas realized, such as preparation of absorption alkali solution, feeding of chlorine gas, absorption process, and product conveyance.
侯凤银(1987—),女,助理工程师,2011年毕业于华北理工大学化学工程与工艺专业,现为唐山三友氯碱有限责任公司烧碱一车间技术员,从事生产技术管理工作。
2017-02-02
TQ028.2
B
1008-133X(2017)06-0021-04
