城轨车铝合金地板焊接压紧力仿真分析
2017-07-31孙英时臧德光
孙英时,臧德光
(大连交通大学 机械工程学院,辽宁 大连 116028)
城轨车铝合金地板焊接压紧力仿真分析
孙英时,臧德光
(大连交通大学 机械工程学院,辽宁 大连 116028)
为减小地板在焊接过程中的变形,以及减小焊接时由于地板变形对夹具造成的损伤.采用Ansys分析软件,以城轨车铝合金地板的焊接过程为研究对象,通过理论分析、以高斯热源作为热源模型对工件进行模拟以及焊接测试试验相结合的方法,对夹具工艺提出要求,并对夹具夹紧力大小的确定进行分析.研究可为大型薄壁件的仿真分析提供仿真模型,该方法得到的结果对柔性化自动工装具有较大的推广应用价值.
铝合金;焊接;地板;夹具;高斯热源
0 引言
铝合金地板的焊接过程采用自动焊接技术,在夹具夹紧位置会产生非稳定循环应力周期,长期的周期累计会使夹具工件产生疲劳破坏[1-2].在焊接过程中容易出现夹紧器变形较大或是夹紧器过早失效的情况,这既影响加工精度又降低了工装设备的使用寿命.
本文基于ANSYS热力藕合功能模块,对城轨铝合金车体地板部件焊接过程进行有限元模拟.焊接热源采用瞬态热分析方法模拟,利用己有的地板模型和工艺参数,得到焊接过程中电流、电压、传导系数,然后提取各时间步的地板温度场,采用热力藕合方法,对由地板温度场变化而引起的地板焊接过程中压紧力的变化过程进行有限元分析.
1 城轨车铝合金地板建模
地板不是实体材料,而是采用镂空的设计,长宽为211 680 mm×2 955 mm,上下板厚度为5mm,肋板的厚度为4 mm.铝地板由5块(3种)型材通过插接接口组焊而成[3].
首先根据地板参数进行Pro-E建模.因为地板是左右完全对称的构件,其约束和加载都是对称的,故在仿真过程中可以对一半模型进行仿真.然后采用 Hypermesh 建立构架地板的有限元模型,单元总数为1 249 500个,节点总数是2 134 581,零部件组3 个,焊接线组2个,约束节点组22个.
2 地板焊接压紧力仿真分析
2.1 地板工艺分析
地板是板类件,焊缝是一条水平线,为提高焊接效率、保证焊接质量稳定,一般采用焊接机器人焊接生产.在进行组队地板时,先将地板中间板放入工装,之后吊入四块侧板.其次将一端对齐,插接严密后,检测组队尺寸,确认尺寸在公差范围内,后将地板组件压紧,并使用卡兰卡住.
按照图纸要求,对地板的尺寸和外形轮廓进行检测.利用样板对地板的轮廓进行检测,对于地板间隙超过2 mm的部位要进行火焰调修.地板最终质量标准为每隔500 mm检测一次,地板与样板间隙不超过2mm[3].
地板工装夹具采用人工夹紧,夹紧器均匀分布,左右各排布11个.
2.2 焊接温度场分析
焊接时,由于焊件局部受热而存在很大的温度差,因此,不管是在焊件内部还是在焊件与周围介质之间都会发生热能的流动[4].焊接过程中,由热源传给焊件的热量,主要是以辐射和对流形式为主.当地板与焊丝获得热量后,热的传播形式则主要以热传导为主.
焊接是一个局部快速加热到高温随后快速冷却的过程.随着热源的移动,整个焊件的温度随时间和空间急剧变化,材料的物理性能也随温度的变化而变化,同时还存在熔化和相变时的潜热现象.因此,焊接温度场分析属于典型的非线性瞬态热传导问题[5].
非线性瞬态热传导问题的控制方程为:

影响温度场的因素很多,如:焊接热源、焊接速度、边界条件、材料热物理性能等.因此在计算温度场时应综合考虑以上因素[6].本文中采用氩弧焊,热源选择时考虑氩弧焊的焊接工艺,其最常用的是高斯热源,因此本文采用高斯热源模型模拟,材料的热物理性能如表1所示.

表1 焊接温度场铝合金参数数值表
对于加热中心任何一点A的热流密度可表示为:
式中,qm为加热斑点中心最大热流密度,R为电弧有效加热半径,r为A点距离电弧加热斑点中心的距离.对于移动热源
为确保热源的准确性,利用ANSYS程序对上
述高斯热源各参数进行校核.取焊件的初始温度为 20℃,焊接速度5 mm/s,电压10 V,电流241A,热输入效率 85%.地板焊接位置如图1所示.
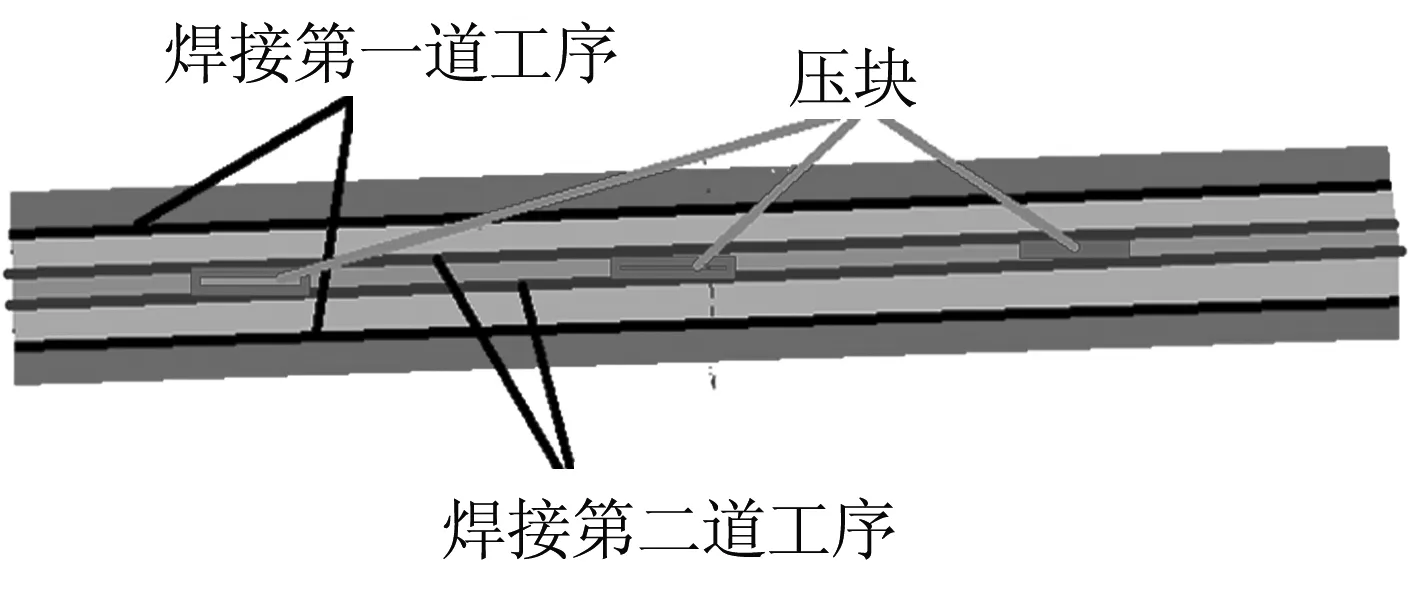
图1 地板焊接位置
2.3 焊接应力和变形的分析
由于高度集中的瞬时热输入,在焊接过程中和焊接后将产生相当大的焊接应力和变形.焊接应力和变形计算以焊接温度场的分析为基础.
本文研究四个载荷工况,其载荷工况和位移边界条件如表2所示.表中X方向是水平垂直于焊接方向,Y方向是焊接方向,Z方向根据右手定则确定.

表2 地板载荷工况和位移边界条件
注:X方向为地板宽度方向;Y方向为地板长度方向;Z方向垂直于地板方向
2.4 焊接模拟结果
四个工况取每个工况的最大变形和最大应力的图进行分析.工况一的作用下,热源温度保持2526℃;其最大变形发生在20 s,最大变形量为0.249 7 mm;应力最大发生在80 s,最大应力为276.446 MPa,如图2所示.

(a)热分析图
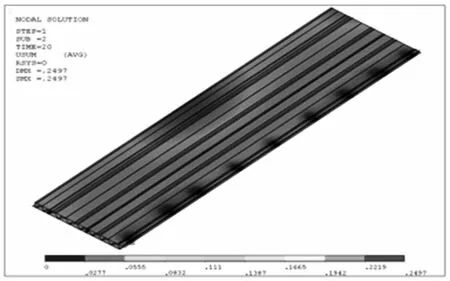
(b)变形云图
工况二的作用下,热源温度保持2 436℃;其最大变形发生在80 s,最大变形量为0.351 2 mm;应力最大发生在20 s,最大应力为296.11 MPa,如图3所示.

(a)热分析图

(b)变形云图

(c)Von. Mises应力云图
工况三的作用下,热源温度保持2 526℃,此时温度和工况一是完全一样的;其最大变形发生在80 s,最大变形量为0.247 1 mm;应力最大发生在80 s,最大应力为190.865 MPa,如图4所示.

图4 计算工况三作用下地板氩弧焊构件的分析图
工况四的作用下,热源温度保持2436℃,此时温度和工况二是完全一样的;其最大变形发生在20 s,最大变形量为0.253 5 mm;应力最大发生在80 s,最大应力为190.865 MPa,如图5所示.

图5 计算工况四作用下地板氩弧焊构件的分析图
Ansys仿真后,提取夹具位置的支反力,得出地板变形夹紧力求解结果如表3所示.本文提取八点支反力,其分布位置如图6所示.

图6 夹具分布图

表3 地板变形夹紧力求解结果
由表3分析可以看出,焊接第一条焊缝的时候,在释放垂直于夹具方向上的约束后,地板的变形要减小17.5%,夹具位置支反力减小12%;在同样的约束和载荷作用下,适当增加夹具个数,地板的变形要减小33.5%,夹具位置支反力减小28%.
在焊接第二条焊缝的时候,无论是变形还是支反力都比焊接第一条焊缝的时候小,可以看出,焊缝离夹具越远焊接变形也会减小.在顺序焊的时候,变形和支反力变化比较大.可见,第一条焊缝焊接完后,可对工件适当的冷却可以降低工件的变形,同时支反力也会减小.
通过对城轨车铝合金地板焊接过程进行仿真模拟,针对地板高度集中的瞬时热输入,在焊接过程中和焊接后将产生相当大的焊接应力和变形,得到焊接过程中夹具位置的支反力.进而得到地板压紧力的变化情况.由焊接模拟过程可以得到:
对城轨车地板四个工况进行热、力仿真分析得到焊接模拟过程中,最大温度为2 526℃,最大变形量为0.351 2 mm,最大应力值为296.11MPa,最大压紧力为6 379 N.
2.5 焊接测试结果
本文对工况一进行现场测试,其测试点与仿真观察点的位置是统一的.测试采用传感器测试,测试时,先测出焊接前夹具给地板的力即预紧力的大小, 之后将数据清零, 焊接开始后可以测出支反力的变化,正值表示夹紧力增大,负值表示夹紧力减小.最后测试结果如表4所示.

表4 测试结果
从测试结果可以看出,仿真结果出现的最大值位置的数值与实际测试的结果基本一致,误差为7.2%,可以验证理论的正确性.
通过对工况一的现场测试,其测试结果与仿真结果压紧力的变化趋势一致,验证了仿真模型的正确性.
3 结论
通过本文的研究分析,可以得到该仿真模型可以推广到大型薄壁件的仿真分析中.仿真计算结果表明,适当增加夹具个数、适当释放夹具位置的压紧力,对地板变形减小有一定的帮助.该方法得到的结果对柔性化自动工装具有较大的推广应用价值.
[1]王文静.高速列车设备舱支架疲劳裂纹机理研究[J]. 机械工程学报,2007(2):142-147.
[2] 梁军.基于ANSYS的舰船桅杆振动半主动神经网络控制仿真[J]. 船舶力学,2011(2):160-168.
[3]PATEE F M.Buckling distortion of thin aluminum plates during welding[D]. England:Cambridge,1975.
[4]强伟, 王克鸿, 林祥礼. 铝合金双面双弧同步立焊工艺特征与接头组织性能分析[J]. 机械工程学报, 2015, 51(24): 82-89.
[5]蔡洪能,唐慕尧. TIG焊接温度场的有限元分析[J]. 机械工程学报, 1996, 32(2): 34-39.
[6]姚君山,张彦华,张崇显,等. 有源强化传热控制薄板焊接压曲变形的研究[J].机械工程学报, 2000, 36(9): 55-60.
Simulation and Analysis of Welding Compaction Force of Aluminum Alloy Floor
SUN Yingshi ,ZANG Deguang
(School of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028,China)
In order to reduce the deformation of the floor in the welding process, as well as to reduce the damage caused by the deformation of the floor during the welding process. Ansys analysis software is used to study the welding process of aluminum alloy floor of city rail vehicle. Through the theoretical analysis, the Gauss heat source is used as the heat source model to simulate the work piece and the combination of welding test. The requirements on the fixture process is proposed, and the determination of the size of the clamping force of the clamp is conducted. The research can provide the simulation model for the simulation of large thin wall parts, and the results obtained from this method have great application value for flexible automatic tool assembly.
alufer; welding; floor; clamp; gauss heat source
1673- 9590(2017)04- 0041- 04
2016-06-23
孙英时(1965-),男,副教授,硕士,主要从事机械设计以及工程图学的研究E- mail:dlsys2006@163.com.
A
