中高碳钢宽钢带卷形的优化与改进
2017-07-31郝帅
郝 帅
(山钢股份莱芜分公司)
中高碳钢宽钢带卷形的优化与改进
郝 帅
(山钢股份莱芜分公司)
针对热轧钢带经常出现扁卷现象,以碳素结构钢50Mn为代表的中高碳钢热轧钢带为研究对象,通过在不同温度下进行卷取,测试卷取后在卷筒上停留与否的扁卷率和硬度,研究得出此类优质碳素结构钢的热轧钢带需在600 ℃时进行卷取,并且卷取后需在卷取机卷筒上停留30 s~60 s时间,从而避免扁卷现象。
中高碳钢 扁卷 温度 停留时间 硬度
0 前言
碳素工具钢因其生产成本低,冷、热加工性能好,热处理工艺简单,热处理后有相当高的硬度,切削热不大时具有较好的耐磨性,而在生产上获得广泛的应用[1]。莱钢1 500 mm热轧宽钢带在生产45、50、50Mn、65Mn等中高碳钢的过程中,经常出现热轧卷扁卷现象。热轧卷扁卷会导致后续开平板、冷轧酸洗等工序出现开卷机上卷困难,需要对钢卷进行掏卷,致使钢带使用率低,增加生产成本,同时降低工厂的生产效率和产能[2]。为保证此类产品卷形的稳定控制,特对此类产品的生产工艺进行优化改进。
1 产品试验
1.1 试验产品
本试验产品使用优质碳素结构钢50Mn,化学成分见表1。

表1 50Mn钢化学成分
1.2 试验前特征
钢带卷取后卸出卷取机,整个钢卷逐渐松卷、塌陷,呈现椭圆状。钢卷垂直方向的内径较短,称之为短轴;水平方向的内径较长,称之为长轴[3],主要表现特征如图1、图2所示。

图1 钢卷优化前扁卷特征
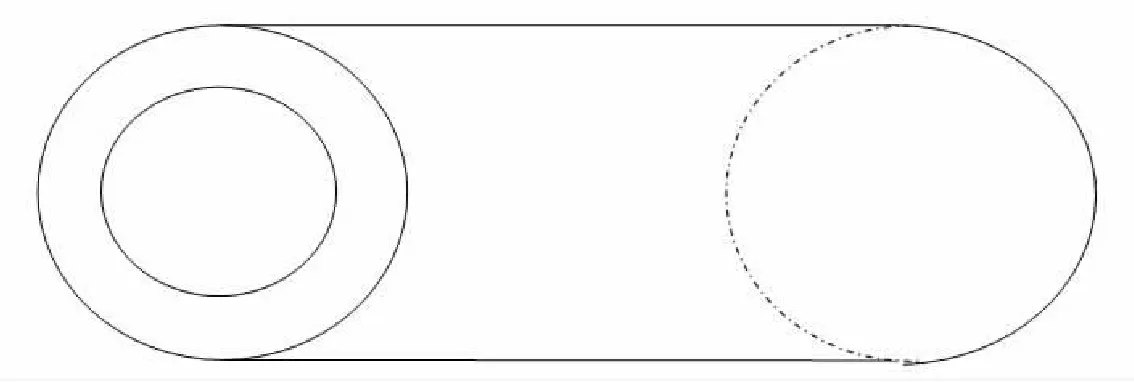
图2 钢卷扁卷示意图
1.3 生产工艺过程
热轧生产流程:铸坯加热—出炉—粗轧—热卷箱—精轧—层冷—卷取—成材。连铸坯经分段式加热保温出炉,再经5道次往复式粗轧,中间坯在热卷箱卷取保温除鳞,经6机架精轧层流冷却后卷取成材。
1.4 原理分析
50Mn奥氏体相变温度为690 ℃。在室温状态下,由于空冷冷速过慢,钢卷从卷取机卸卷后,转变过程可近似为一种等温转变过程。奥氏体在这种冷却过程中,体积发生膨胀,低于690 ℃卷取,钢卷整体处于相变,相变膨胀造成的长度方向上的膨胀量相当可观,导致钢卷各层之间产生层间错动,造成松卷,使钢卷处于不稳定状态,在重力作用下,发生扁卷。
在690 ℃以上卷取时,由于钢卷内、外层温度差异,钢卷始终处于部分相变状态。因此,当钢卷从卷取机卸卷后,由于内、外圈温度较低,内、外圈处于相变,而钢卷中部温度还处于相变温度之上,虽然内、外圈相变引起体积变化,但由于钢卷中部未发生相变,起到紧固的作用,钢卷不会产生松卷;在钢卷传送过程中,温度下降,钢卷中部开始相变,出现体积变化,然而由于内、外圈已经相变结束,内外圈钢带又起到紧固作用,也不会使钢卷出现松卷,使得卷型得到保证。
2 试验方法
根据现场生产环境、收卷速度造成的钢带温降及卷筒耐热程度,将卷取温度设定为710 ℃、690 ℃、670 ℃、630 ℃、600 ℃进行卷取试验。试验结果分别如图3、图4所示。
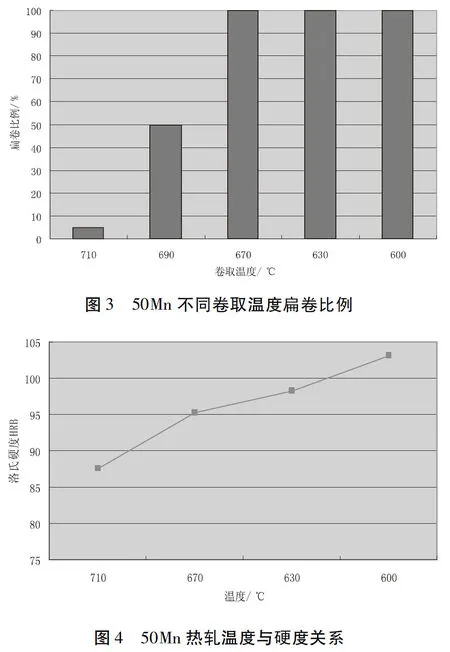
从图3、图4可以看出,卷取温度对热轧卷扁卷影响很大,卷取温度越高,卷型扁卷率越低。虽然提高卷取温度可以较好的控制卷型,但是热轧硬度却偏低。当卷取温度为710 ℃时,50Mn热轧硬度低至HRB86,远低于要求HRB98。同时,提高卷取温度对卷取机冷却系统带来巨大负担,并且采用高卷取温度,钢带硬度降低了约HRB15。所以,为了保证钢带性能需要采用低卷取温度。因此,综合各方面因素将卷取温度设定为600 ℃并采取相应保证措施。
试验过程发现,采取低卷取温度,虽然能够达到热轧硬度要求,但钢带的扁卷率很高(如图3所示)。因此,通过钢带卷取后暂不取下钢卷,在卷取机卷筒上停留一定时间,反而避免了扁卷现象,见表2。原因是在此期间钢卷的卷型完全由卷取机卷筒进行支撑,钢卷本身不受重力影响,可使钢卷在卸卷之前完成绝大部分相变以及相变引起的膨胀,因此即便在卸卷后,钢卷中相变导致的膨胀也非常轻微,由此增强了钢卷的稳定性,从而能保持卷型稳定,从而获得卷型合格的热轧钢卷。但时间不宜过长,卷筒受热时间过长,同样给卷取机冷却系统带来巨大负担,且影响后续钢带卷取进程。通过试验,该时间约为30 s~60 s。
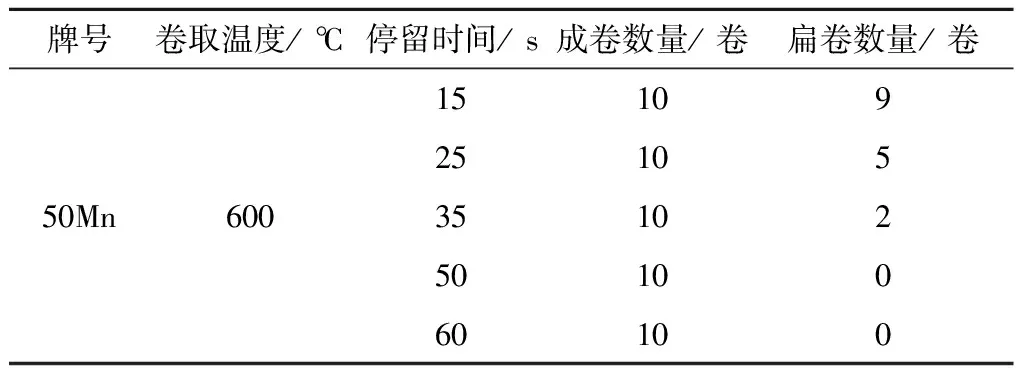
表2 卷取温度600 ℃下50 Mn热轧钢卷不同停留时间的扁卷情况
3 结论
(1)钢卷扁卷是由于钢卷从卷取机卸卷后,奥氏体冷却过程中体积膨胀,在长度方向上发生明显变化,导致钢卷各层之间产生层间错动造成松卷,钢卷受重力作用发生扁卷;
(2)卷取温度高于奥氏体相变温度,钢卷扁卷率降低;
(3)为保证钢带硬度要求采用低温卷取,卷取后需在卷取机卷筒上停留30 s~60 s时间,从而避免扁卷现象。
[1] 崔忠圻,覃耀春.金属学与热处理(第二版)[M].北京:机械工业出版社,2007:337.
[2] 日本钢铁协会编.王国栋,吴国良译.板带轧制理论与实践[M].北京:中国铁道出版社,1990:27-28.
[3] 张明金.热轧宽钢带塌卷缺陷分析与控制[J].2010年全国轧钢生产技术会议论文集,2010:154-158.
OPTIMIZATION AND IMPROVEMENT OF COIL SHAPE ON MEDIUM-CARBON AND HIGH-CARBON WIDE STRIP
Hao Shuai
(Laiwu Branch Company of Shandong Iron and Steel Co.,Ltd)
For the coil collapse phenomenon of hot rolled strip, carbon structural steel 50Mn was as the study object of medium-carbon and high-carbon hot rolled strip. The coil collapse proportion of needing or not needing stay at mandrel and hardness were tested at coiling different temperatures. The study showed that the hot rolled strip of this kind of carbon structural steel needed to be coiled at 600 ℃, and to stay at mandrel for 30 s~60 s avoiding the coil collapse phenomenon.
medium-carbon steel and high-carbon steel coil collapse temperature residence time hardness
帅,工程师,山东.莱芜(271100),山东钢铁股份有限公司莱芜分公司技术中心;
2017—1—25
