含钛焊丝ER70S-G可浇性研究
2017-07-31孙玉霞张虎成
李 硕 孙玉霞 张虎成
(唐山钢铁集团)
含钛焊丝ER70S-G可浇性研究
李 硕 孙玉霞 张虎成
(唐山钢铁集团)
通过对ER70S-G冶炼过程中上水口及浸入式水口结瘤物的分析发现:上水口的结瘤物以Ti2O3、Al2O3- Ti2O3、Al2O3-MgO- Ti2O3为主,浸入式水口的结瘤物以TiN为主。通过控制钢液中氧含量至10×10-6以下,控制w([Ti])/w([Al])至17~22,可以有效降低上水口结瘤中Ti2O3含量至10.2%~10.6%,缓解上水口结瘤现象。通过降低钢液中氮含量至(30~40)×10-6范围,同时控制中包过热度至40 ℃~55 ℃范围内(ER70S-G液相线温度1 518 ℃),可以有效阻止TiN的析出,从而解决浸入式水口结瘤问题。
含钛焊丝 可浇性 TiN
0 前言
ER70S-G是一种在国标ER50系列焊丝的基础上添加适量钛元素研发而成的CO2气体保护焊丝。含有适量钛元素的焊丝能够有效固氮,提高焊缝金属抗氮气孔能力,优化焊缝成型性[1],降低大电流焊接时的飞溅30%~45%,提高焊接自动化程度和焊接效率,因此此类焊丝在许多领域得到广泛应用,市场需求量逐年增加。
为了满足市场需求,多家钢铁企业都在开展此类焊丝的研发工作。钛元素作为强还原性金属,与氧、氮元素的结合能力强,容易在钢中形成钛氧、氮化物夹杂,并在浇铸过程中造成水口结瘤,是导致钢水可浇性差,拉速波动大的主要因素。因此分析含钛焊丝浇铸过程水口结瘤机理,对于改善钢水可浇性具有重要意义。
1 含钛焊丝生产工艺
唐钢生产ER70S-G的工艺路线如下:铁水预处理→转炉→LF精炼→连铸。
ER70S-G的典型化学成分见表1,为提高质量稳定性,S控制0.008%~0.020%。

表1 ER70S-G的化学成分
2 结瘤物与过程参数分析
采集ER70S-G LF精炼终点参数见表2。Ti含量控制在0.16%条件下,钢中活度氧含量0.001 8%,氮含量0.005 7%。Ti元素的收得率为65.5%,本次冶炼中包温度控制范围1 552 ℃~1 565 ℃。

表2 ER70S-G的过程冶炼参数
本次冶炼的浇注过程发现,上水口及侵入式水口发生严重的堵塞现象,钢水可浇行差。取堵塞上水口及侵入式水口样发现,水口内壁聚集大量的结瘤物,其宏观形貌如图1所示。

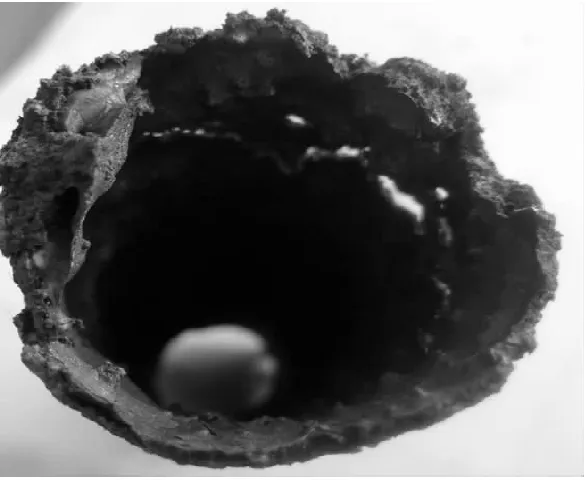
(a) 上水口 (b) 浸入式水口
从图1可以看出,上水口与浸入式水口的结瘤物都是由絮集物和冷钢组成,分别对上水口与浸入式水口的絮集物成分进行分析,结果如图2所示。
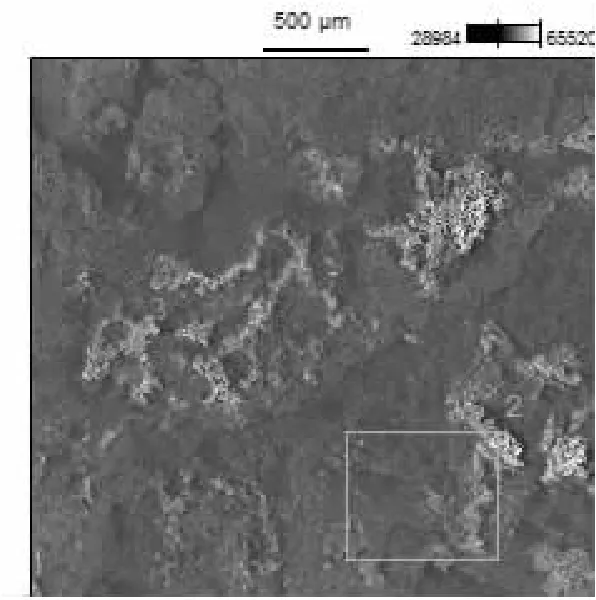
(a) 上水口 (b) 浸入式水口
对图2中上水口及侵入式水口不同位置的结瘤物进行成分检测,检测所得的水口结瘤物化学成分见表3。

表3 水口结瘤物化学成分
由表3可知,上水口絮状结瘤物以Ti2O3、Al2O3- Ti2O3、Al2O3-MgO- Ti2O3为主,其中Ti2O3含量30.5%~100.0%,结瘤的主要原因为钢水中的夹杂物聚集;浸入式水口的絮状结瘤物以TiN为主,结瘤的原因为钢坯冷却过程TiN析出。对以上结瘤物的形成分析如下所述:
1)由于钢水氧含量0.001 8%,控制偏高,造成浇铸过程中钛、铝元素的二次氧化,钛、铝的氧化物形成Al2O3- Ti2O3复合夹杂,Ti2O3的存在提高了Al2O3夹杂的润湿性,夹杂物的上浮能力减弱,加剧了Al2O3- Ti2O3复合夹杂在上水口内壁的粘结机率,造成上水口结瘤,可浇性下降。
2)Al2O3- Ti2O3复合夹杂的数量随着Ti2O3的量的增加而增加[2],本浇次w([Ti])/w([Al])为29.1,较高的w([Ti])/w([Al])导致Ti2O3的大量生成,加剧了水口结瘤的形成。
3)本浇次浇铸过程中,中包温度降低至1 552 ℃ 时,钢水从浸入式水口与上水口结合处溢出。取浸入式水口样进行分析(如图2(b)所示),浸入式水口于外界接触面积大,散热较快,钢水流经浸入式水口时,温度显著降低。当钢液温度低于1 540 ℃时[3],TiN开始析出。析出的TiN呈网状吸附在浸入式水口内壁,造成浸入式水口内径降低,钢水通过上水口的量超出浸入式水口的通过能力,钢水从浸入式水口与上水口结合处溢出,俗称“溢钢”。因此合理控制中包过热度,避免TiN析出是防止浸入式水口结瘤,提高铸坯表面质量的有效途径。
4)TiN析出的反应方程式如下:
[N]+[Ti]=TiN(s)
lgK =17040/T-6.4
(1)
其中反应平衡常数K的计算公式如下:
(2)
式中:α[TiN]、α[Ti]、α[N]——钢中TiN、Ti、N的活度;fTi、fN——Ti、N的活度系数; [Ti]、[N]——Ti、N的质量百分数,%。
由公式(1)、(2)可知,当[N/%]提高时,反应向正向进行,TiN析出量增加,本次冶炼控制钢中氮含量[N]=57×10-6,由公式(1)可知,随着钢中氮含量[N]的升高TiN的析出反应加剧。
因此,在钛含量不变条件下,降低钢水中[N]含量是限制TiN结瘤的有效措施。
3 工艺优化与优化效果
3.1 氧含量控制
钢中活度氧是造成二次氧化,导致钢中夹杂物上升,水口结瘤的重要因素。LF精炼过程中,通过强化脱氧、深造还原渣有效降低钢中活度氧至10×10-6以下。钛元素的收得率由65.5%提高至73.1%,同时降低了Ti2O3、Al2O3等非金属夹杂的生成。
3.2 合理控制w([Ti])/w([Al])
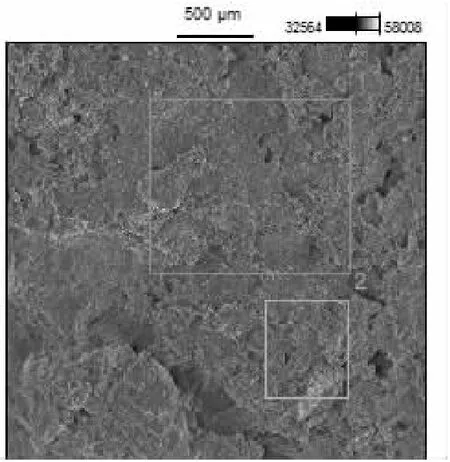
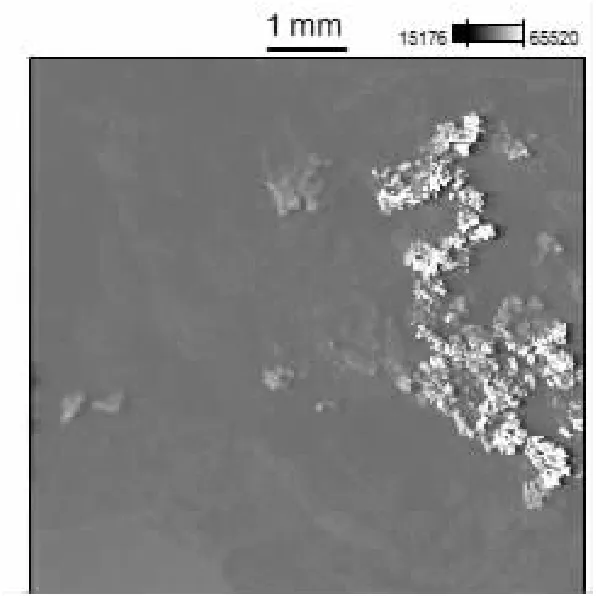
为了控制钢中的w([Ti])/w([Al]),对冶炼进行工艺优化。保持w([Ti])含量不变的情况下,通过提高含铝原料的加入量。工艺优化后上水口结瘤明显改善,在连浇炉次三炉以后上水口有轻微结瘤现象。对结瘤物进行扫面电镜分析,结果如图3所示。
对图3扫描电镜图中的标记点进行成分分析,结果见表4。
(a) 上水口
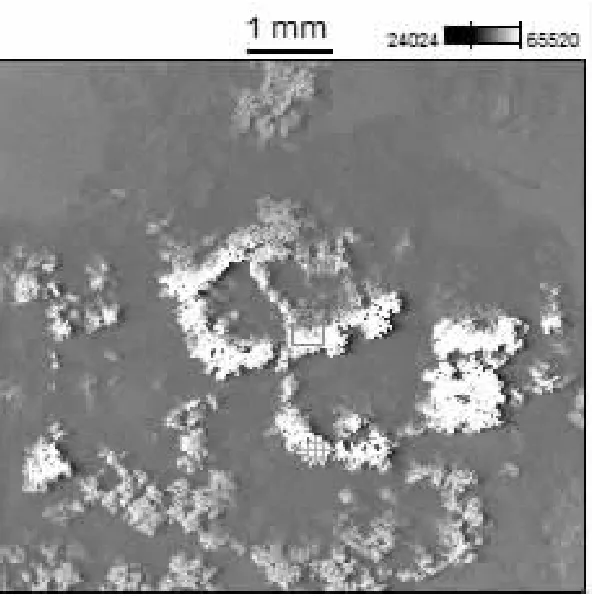
(b) 浸入式水口

图3 工艺优化后水口结瘤物微观形貌
由表4可知,工艺优化后结瘤物类型为Al2O3-Ti2O3-MgO,结瘤物成分中Ti2O3含量降低至10.2%~10.6%,降低了夹杂物的润湿性[4]和上水口内侧的粘附机率,显著改善了钢液可浇性。
3.3 防止TiN析出
为了防止TiN的析出采取了以下两项措施:
(1)提高中包过热度至40 ℃~55 ℃范围内(ER70S-G液相线温度1 518 ℃),提高浸入式水口内钢水温度,降低TiN析出机率。
(2)实施全程控氮措施,降低钢液氮含量至30×10-6~40×10-6范围内,降低TiN的析出。工艺优化后,浸入式水口结瘤问题得到解决。
4 结论
(1)通过降低钢液中氧含量至10×10-6以下,控制w([Ti])/w([Al])至17~22,可以有效降低钢中钛、铝元素的二次氧化。上水口结瘤问题的到显著改善,结瘤物中Ti2O3含量由30.5%~100.0%降低至10.2%~10.6%,同时钛元素的收得率由65.5%提升至73.1%。
(2)通过降低钢液中氮含量至(30~40)×10-6范围,同时控制中包过热度至40 ℃~55 ℃范围内(ER70S-G液相线温度1 518 ℃),可以有效解决浸入式水口结瘤问题。
[1]SiZhong-yao,WangZhao-qing,LiuPeng,etal.EffectsofBandTionthetoughnessofHSLASteelweldmetals[J].JournalofMaterialsScienceTechnology, 1992, 8(4):294.
[2]SomnathBASU,ShivKumarCHOUDHARY,NarendraU.GIRASE.NozzleCloggingBehaviourofTi-bearingAl-killedUltraLowCarbonSteel[J].ISIJInternation, 2001, 44(10):1653-1660.
[3] 杨咏阶. 控制ER70S-G含钛焊丝钢TiN析出和防止水口结瘤的工艺实践[J].特殊钢, 2015,36(6) :13-15.
[4] 邓叙燕,马建超,赵伟杰. 高钛焊丝用钢的钢液可浇性改善[J].钢铁,2015,50(2):32-37.
《河南冶金》征稿启事
尊敬的作者:
您好!《河南冶金》是经国家批准、国内外公开发行的省部级冶金科技期刊。批准文号:(93)国科发信字015号;国际标准连续出版物号:ISSN1006-3129,国内统一连续出版物号:CN41-1199/TF。由河南省金属学会、安阳钢铁集团有限责任公司联合主办,双月刊。期刊主要发往全国冶金企事业单位、科研院所、大专院校、政府有关部门和信息单位。
《河南冶金》热忱欢迎省内外大专院校、科研院所、冶金行业的专家学者、科研工作者、工程技术人员向本刊惠寄稿件,《河南冶金》愿与各位专家学者成为挚友。
THE CAST-ABILITY STUDY ON TI-BEARING STEEL OF ER70S-G
Li Shuo Sun Yuxia Zhang Hucheng
(Long products department of Tangshan Group Co., Ltd)
The clogs of nozzle in ER70S-G smelting process are analyzed . The main clogs of upper nozzle are Ti2O3、Al2O3- Ti2O3、Al2O3-MgO- Ti2O3and the main clogs of submerged entry nozzle are TiN. It can effectively reduce the Ti2O3 content in the upper nozzle to 10.2%~10.6% with reducing the oxygen content in the steel less than 10×10-6and controlling w ([Ti]) /w ([Al]) between 17 and 22 , the clogging phenomenon of upper nozzle have been relieve. By reducing the nitrogen content of the steel to the range of 30×10-6~40×10-6and controlling superheat to within the range of 40 ℃~55 ℃ (the ER70S-G liquidus temperature is 1 518 ℃) can effectively prevent the precipitation of TiN, so as to solve the problem of clogging of submerged entry nozzle.
Titanium containing welding cast-ability TiN
霞,工程师,河北.唐山(063000),唐山钢铁集团长材部;
2017—2—15
