基于改进SUSAN算法的卡钳排气螺钉参数辨识
2017-07-31陈淑娴胡晓峰范伟军
陈淑娴,郭 斌,胡晓峰,范伟军
(1.中国计量大学,浙江 杭州 310018;2.杭州沃镭智能科技股份有限公司,浙江 杭州 310018)
基于改进SUSAN算法的卡钳排气螺钉参数辨识
陈淑娴1,郭 斌2,胡晓峰2,范伟军2
(1.中国计量大学,浙江 杭州 310018;2.杭州沃镭智能科技股份有限公司,浙江 杭州 310018)
为对汽车卡钳排气螺钉的微小螺纹尺寸实现高精度在线检测,提出一种基于改进SUSAN算法的卡钳排气螺钉参数辨识方法。首先,对经过兴趣域提取的螺纹图像进行二值化及边缘保持滤波处理,减小光线、噪声等对图像的干扰;SUSAN算法是采用一个近似圆形的模板在图像上移动,寻找出模板内部每个图像像素点的灰度值与模板中心像素的灰度值相同或相似的区域,再根据区域大小判断出角点位置,运用Forstner算子可进一步获得准确的角点坐标,从而计算出M10螺纹大径、中径、小径、螺距及牙型角等几何参数;利用该算法设计一套基于机器视觉螺纹检测系统,并利用万工显与该方法进行比对实验。实验结果表明:该方法的螺距、大径、中径、小径的测量精度为0.01mm,牙型角精度为8′,均满足螺纹紧固件的测量精度要求,且比传统算法精度高。
汽车卡钳;螺纹检测;SUSAN算法;图像处理;角点提取
0 引 言
螺钉作为连接结构、传递运动和承载压力的部件,在汽车零部件制造业的应用十分广泛[1-2]。卡钳排气螺钉,通常为M10螺钉,是汽车制动卡钳的重要零部件之一,其旋和性和紧密性影响着汽车制动系统密封性,进而会对汽车制动效果产生影响。因此,卡钳螺钉螺纹尺寸的精确测量,对汽车的行车制动安全性能十分重要。
目前,工业生产中对螺钉螺纹参数的测量仍多采用传统的人工逐一测量方式,如量规测量法、三针测量法和仪器测量法等常规方法,导致耗费时间长、人工成本高、精度低、测量效率低下、很难同时保证测量精度等问题[3]。针对传统方法的不足,将非接触式测量技术运用到螺纹检测中,是近些年发展的主流趋势,尤其以机器视觉技术发展最为迅速[4-7]。
国内外对机器视觉技术都有一定的研究,国内将机器视觉技术应用于螺纹测量主要是基于传统方法实现的,因此效率不高,且测量准确性易受外界因素干扰。张智焕等[8]对釆集的螺纹轮廓图像进行校正从而获得螺纹部分参数,然而得到的参数不全面,且没有考虑到光源和噪声的影响,容易引起误差。国外的研究大多侧重在螺纹的识别上,而鲜有关注外螺纹参数的测量研究。Ajay Pal Singh等[9]提出了一套基于机器视觉的螺纹分类和识别系统,虽然对于螺纹的识别灵活准确,但这个系统并没有测量螺纹的具体参数,对于工业上的应用价值不高。
针对现有机器视觉对螺钉检测方法测量螺纹参数不全面、精度低、受干扰因素多等问题,本文提出一种基于机器视觉技术的图像处理系统。对获取到的M10螺纹原始图像进行兴趣域提取、二值化、边缘检测等处理,并先用SUSAN算法获得粗位角点,再利用Forstner算子进行精确定位确定角点坐标,从而得到M10螺钉的大径、中径、小径、螺距和牙型角等螺纹基本几何参数[10-12]。
1 图像处理
系统检测流程如图1所示,主要包括5个部分:利用角点密度的不同来自动提取兴趣域、运用边缘保持滤波实现图像效果增强、运用最大类间方差二值化法进行阈值分割、利用Canny算子实现图像边缘检测、将SUSAN算法与Forstner算子相结合的方法精确提取特征点提取。
1.1 图像预处理
1.1.1 兴趣域提取
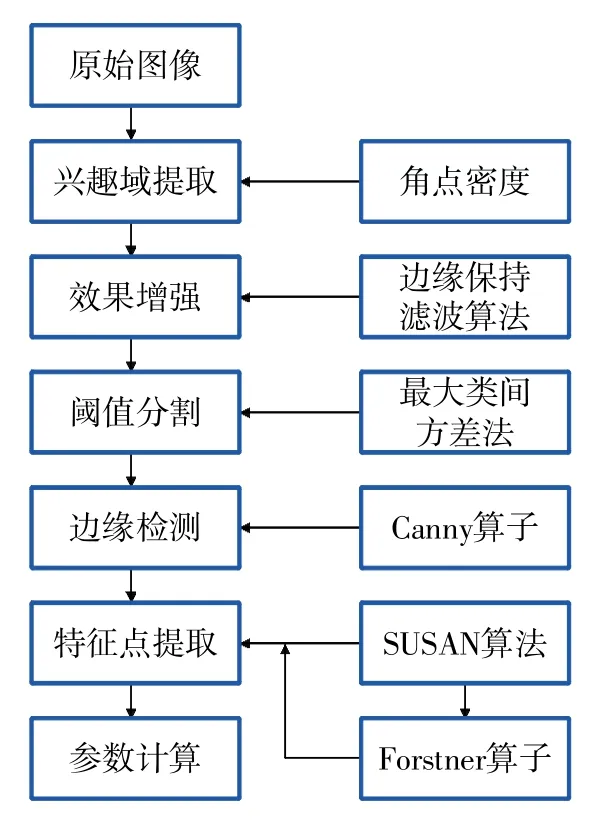
图1 检测方法图像处理流程图
提取兴趣域 ROI(region of interest)之前,首先需要判定螺纹轴线是否与图像边界平行。对于不平行的情况,需要使用WarpAffine函数对图像进行几何变换,使得螺纹轴线与图像边界达到平行的程度。要实现螺纹参数的自动测量,需要剔除卡钳排气螺钉的非螺纹角点,这样就需要提取出感兴趣区域。由于卡钳排气螺钉的ROI区域的角点密度要远大于其他区域的角点密度,所以对卡钳排气螺钉原始图像进行角点检测。
由于卡钳排气螺钉的螺纹角点个数约为40个,为了提高ROI区域的角点密度,设置允许检测的最大角点数为100,两角点最小距离为3像素,邻域尺寸为1像素。同时为了有效过滤伪角点,设置特征等级为0.01,即当最小特征值角点小于特征等级×最大特征值角点时,最小特征值角点将被忽略。原始卡钳排气螺钉图像如图2(a)所示,沿水平方向的角点密度直方图2(b)所示,图2(c)是垂直方向的角点密度直方图,图2(d)是依据角点密度原理得到的卡钳排气螺钉ROI图像。
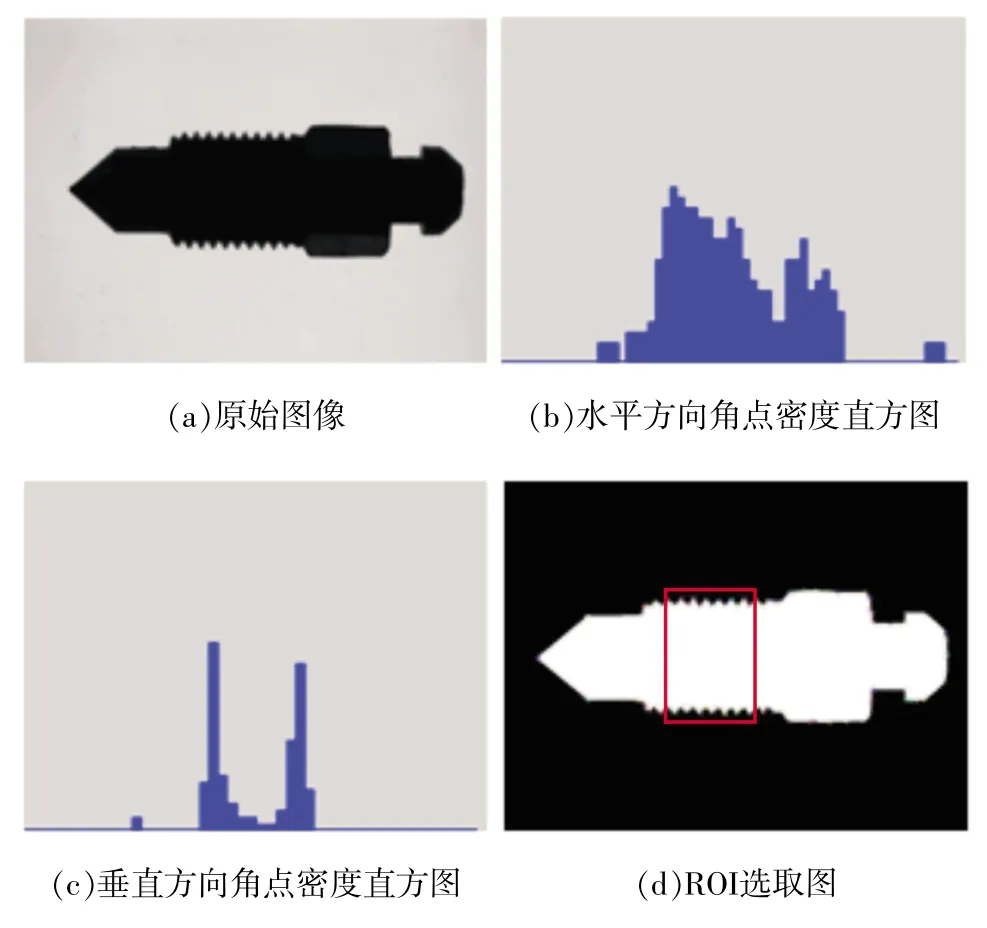
图2 兴趣域提取图
1.1.2 阈值分割
使用最大类间方差法可以使目标和背景被错分的概率降到最低。螺纹图像灰度直方图为单峰图像,大大降低了最大类间方差法对噪音和目标大小的敏感度。
对于螺纹图像,可以分为前景的卡钳排气螺钉和背景。记t为前景与背景的分割阈值,前景和背景点数概率分别为 w0、w1,平均灰度分别为 u0、u1,则采集图像的平均灰度为:u=w0·u0+w1+u1,从最小灰度值到最大灰度值遍历 tmax,当 tmax使得值 g=w0·(u0-u)2+w1·(u1-u)2最大时,tmax即为最大类间方差分割的理想阈值。图3为分割效果图,图4为边缘检测图。

图3 分割效果图

图4 边缘检测图
1.2 特征点提取
1.2.1 SUSAN算法
SUSAN算法是一种用来计算图像角点特征的算法[10]。先构造一个圆形窗口作为模版,并将模板中心像素点作为核心点。如果检测出核心点邻域的亮度值与核心点处的亮度相似,即为核值相似区USAN(univalue segment assimilating nueleus)。
SUSAN角点检测算法的具体步骤如下:
1)于图像核心点处构造一个像素为37的圆形模板并在图像上滑动,依次将模板内各个像素点的灰度与模板核心点的灰度作比较,判断出是否属于USAN区域。

式中:I——像素的灰度值;
r0——模版中心像素;
y——模版内其余像素;
t——一个灰度差的阈值。
2)计算圆形模板中和核心点有相似亮度值的像素个数 n(r0)。

式中D(r0)是以r0为中心的圆形模版区域。
3)计算任一像素点的角点初始响应函数,即:

式中g为阈值,并设定为USAN的最大面积的一半。若得到的函数值大于某一特定阈值的点则被认为是初始角点。
4)当USAN区域最小,为波峰;当USAN区域最大,为波谷。且最小USAN区域面积的计算与模版尺寸无关,只是个相对的概念,所以SUSAN算法的性能不受模版尺寸影响。
1.2.2 Forstner算子
在SUSAN算法的基础上,运用Forstner算子可以对角点进行亚像素级的精确定位[13-14]。虽然SUSAN算法能够取到大部分的特征点,但检测过程中仍存在定位不精确的问题,容易造成漏取或者重复选取的情况,因此利用Forstner算子对角点精确定位能确保提取到每一个特征点。
以每个候选角点为中心,选取一个5×5的窗口N,计算出每个窗口兴趣值q和w,当兴趣值满足大于给定的阈值并为局部最大值时,则将该窗口作为最佳窗口。具体步骤如下:
1)首先计算各像素的Robert梯度为
2)计算5×5窗口N中灰度的协方差矩阵Q:

3)计算兴趣值q与w。由于Forstner算子在计算兴趣值时,为避免当矩阵的迹为0而无法显示结果的情况,可以在计算矩阵的迹时,在式子后面加上一个常数C。

式中:Det(N)——矩阵N的行列式;
tr(N)——矩阵的迹。
4)确定待选点。如果兴趣值大于给定的阈值,则该点为待选点。
5)窗口中待选点中的最大值。通过SUSAN算法可以得到初步定位出来的角点,先假设最佳窗口内任意粗定位角点(x,y)的边缘直线L的方程为

式中:ρ——原点(设为最佳窗口的左上角像元)到直线L的垂直距离;
θ——梯度角,tanθ=gx/(gygx),gy为该点的Robert梯度。
设角点坐标为(x0,y0),假定 ν 为点(x,y)到直线L 的距离,在(x,y)处的误差方程为

对上式法化,得到:

式中(x,y)为窗口中像元坐标,通过求解可得到窗口内角点(x0,y0)的精确坐标。用SUSAN算法提取特征点如图5所示,运用Forstner算子进行精确定位角点如图6所示。

图5 SUSAN算法特征点提取

图6 改进算法特征点提取
1.3 参数检测
1)螺距检测
完成特征点提取后,即可自动获取每个波峰波谷的坐标值并对其进行编号,如图7所示。
根据式(12)计算相邻两点间的波峰或者波谷即可得到螺距,测得多个螺距值取均值作为螺距。

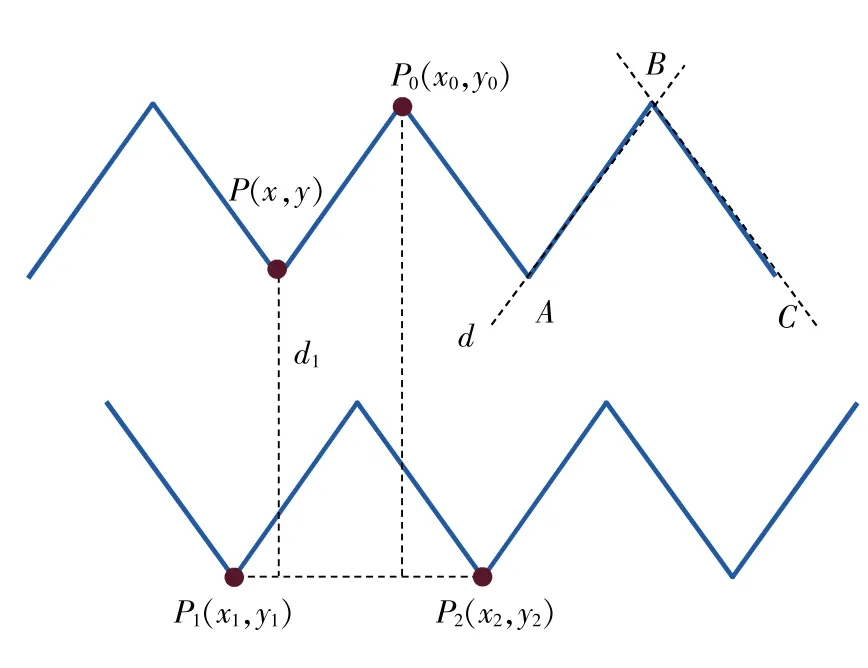
图7 尺寸检测示意图
2)大径检测
根据所找到的左右两侧的波峰特征点,外螺纹的螺纹大径可以计算为波峰点 P0(x0,y0)到直线 P1P2的距离。如上图所示。直线的方程为

螺纹大径d可表示为到直线P1P2的距离d(P′,P1P2),即为

3)中径以及小径检测
小径的测量需要利用波谷位置的坐标来确定。如图8所示,根据找到的波谷点,外螺纹的螺纹小径d1可以计算为波谷点P(x,y)到直线P1P2的距离,式为


图8 螺纹基本参数
根据已知的大径以及小径数据通过式(16)就能得出中径d2。

4)牙型角检测
牙型角的测量是根据A,B,C 3点的坐标,先计算出直线AB和直线BC的斜率K1和K2。得到两直线斜率为K1和K2后,再根据斜率计算两直线所夹的牙形角。

2 实验系统设计与数据分析
2.1 系统设计
本文研究的对象为M10螺纹的大径d、小径d1、中径d2、螺距P、牙型角α等参数,如图8所示。根据螺纹紧固件的测量精度要求[15],螺距、大径、中径、小径的测量精度要求为0.01mm,牙型角精度要求为8′。
本系统主要由光学成像系统、光学照明系统、运动控制系统、摄像装置和图像处理软件等部分组成,如图9所示。将螺钉放入用于固定的夹具内后,通过传送带传送至相机下方短暂停留。经白色背光源背光投射后,将工业相机采集到的螺纹原始图像,传输到PC机进行图像处理,最终获取螺纹的各项参数值。

图9 检测系统框图
系统采用Basler aca 2500-14μm工业相机,像素为500W,最高分辨率为2592×1944,根据视场范围32 mm×12 mm,物距为150 mm,选择Basler Lens C125-2522-5M F2.2镜头,焦距为f25。光源选择80mm×80mm白色背光源。
2.2 数据分析
为了验证方法的可行性,取20颗M10螺钉作为检测样本,每颗螺钉几何尺寸值以万工显测得值作为参考值,利用文中方法测得值为测量值;每枚螺钉每个参数独立测量30组,取其平均值作为测量值,分别计算其相对误差和测量不确定度,以分析测量精度。由于经过图像处理得到的数据为像素值,需要通过转换才能与参考值进行比较,表1的数据分析表中的测量值已经经过换算。
经分析表明,螺距最大误差为-0.0101mm,大径、中径、小径的最大误差分别为-0.009 8,-0.009 3,-0.0094mm,牙型角的最大误差为-5′,其中只有一颗螺钉的一组螺距误差超出精度范围0.01mm,其余均满足螺距、大径、中径、小径的测量精度要求0.01mm和牙型角的精度要求8′,设置多目标准确率聚合公式

表1 数据分析表

其中 Δδ、δd、δd1、δd2、δP、δα分别为系统检测准确率、大径相对误差、中径相对误差、小径相对误差、螺距相对误差、牙型角相对误差,n为测量次数。将各个相对误差带入式(18),得到本系统检测的准确率为99.53%,略高于99.5%。根据螺纹手册,上述结果满足螺纹紧固件的精度要求。
3 结束语
本文研发了一套基于机器视觉的汽车制动卡钳螺纹测量系统,提出结合SUSAN算法和Forstner算子的边缘角点精确定位方法,经实验结果表明此方法能较好地检测卡钳排气螺纹的各项几何参数,均满足螺距、大径、中径、小径的测量精度要求0.01 mm和牙型角的精度要求8′,并且测量准确率高达99.5%,显著提升螺纹在线检测的效率和精度。
对于图像处理和算法研究方面,仍需要进一步的改进和优化,提高测量的速度和精度。在误差分析方面,由于时间、实验条件和技术的限制,本文并没有具体对可能产生的误差原因进行分析。例如轴径偏差导致的误差、算法换算引入的误差、和光学系统导致的误差等,对于测量结果的误差补偿和校正,有待进一步计算论证。
[1]佟岩,李琳,唐江涛,等.螺纹多参数检测的发展方向[J].红外与激光工程,2008(37):227-229.
[2] 陈盛,赵东标,沈建新,等.轮廓扫描式螺纹中径测量的两规校准补偿方法[J].仪器仪表学报,2014,35(10):2184-2191.
[3]姜籍翔.基于机器视觉的外螺纹几何参数检测算法研究[D].成都:电子科技大学,2014.
[4]何博侠,何勇,卜雄洙,等.机器视觉多视场协同测量方法[J].光学精密工程,2012,20(12):2821-2829.
[5]BROWN M,DAVID G L.Automatic panoramic image stitching using invariant features[J].International Journal of Computer Vision,2009,74(1):59-73.
[6]CHANG C, LI Y, CHANG C H, et al.An unsupervised neural network approach for automatic semiconductor wafer defect inspection[J].Expert Systems Applications With,2009,36(1):950-958.
[7]WANG C, JIN T, YANG M, et al.Robust and realtime traffic lights recognition in complex urban envieronments[J].International Journal of Computational Intelligence Systems,2011,4(6):1383-1390.
[8] 景敏,陈曼龙.基于机器视觉的螺纹参数综合测量系统的设计[J].测控技术,2013,32(11):35-38.
[9]AJAY P S,NEERAJ J.Screw classification using machine vision[J].International Journal of Electronics&Communication Technology,2011,2(1):31-33.
[10]周策策,李杏华.基于机器视觉的螺纹参量测量系统[J].激光技术,2016,40(5):643-647.
[11]王世峰,赵馨,佟首峰,等.基于激光位移检测技术的螺纹检测仪研制[J].仪器仪表学报,2007,28(4):755-759.
[12]SALVALOR G, JULIAN L, SAIEZ J A, et al.A Survey of Discretization Techniques:Taxonomy and Empirical Analysis in Supervised Learning[J].Knowledge and Data Engineerin,2013,25(4):734-750.
[13]杨幸芳,黄玉美,李艳,等.基于改进的SUSAN算子的棋盘格亚像素角点检测算法[J].中国机械工程,2010,21(21):2541-2544.
[14]陈万培,陈晓龙,范冠杰,等.加权SUSAN角点检测算法稳定性改进研究[J].国外电子测量技术,2014,33(2):53-57.
[15]国家标准-螺纹术语:GB/T 14791——1993[S].北京:中国标准出版社,1993.
(编辑:刘杨)
Identification of caliper exhaust screw parameters based on improved SUSAN algorithm
CHEN Shuxian1, GUO Bin2, HU Xiaofeng2, FAN Weijun2
(1.China Jiliang University,Hangzhou 310018,China;2.Hangzhou Wolei Intelligent Polytron Technologies,Hangzhou 310018,China)
In order to achieve high-accuracy online detection of small-sized thread dimension of caliper exhaust screw, an identification method of caliper exhaust screw parameters based on improved SUSAN algorithm was proposed.Firstly, reduced the light, noise and other interferences on image after the binaryzation and edge filtering processing for image extracted from region of interest;SUSAN algorithm was an approximate circular template moving on the image to find out the region with pixels which had same or similar gray values of each pixel in the template with the template's center pixel,and then the precise angular coordinate could be calculated by using the Forstner operator so as to figure out the accurate major diameter, pitch diameter, minor diameter, pitch and tooth angle and geometric parameters of M10 thread;Moreover, the algorithm could be used to deisgn a set of detection system based on mechanical vision thread and universal tool microscope could be used to comparision test for the method.The results indicate that the measurement accuracy for major diameter,pitch diameter and minor diameter of screw pitch is 0.01mm, including 8′for thread angle, which is in conformity with requirements for measuring accuracy of threaded fastener,and has a higher precision than traditional algorithm.
car caliper; thread detection; SUSAN algorithm; image processing; corner detection
A
1674-5124(2017)06-0108-06
10.11857/j.issn.1674-5124.2017.06.023
2016-10-20;
2016-12-16
国家质量监督检验检疫总局科技计划项目(2015QK288);浙江省公益技术研究工业项目(2016C31048);杭州市汽车零部件智能检测科技创新服务平台项目(20151433S01)
陈淑娴(1991-),女,浙江宁波市人,硕士研究生,专业方向为汽车检测技术及精密仪器设计。
