酸洗钼酸铵全污染物控制工程示范
2017-07-26李娟郝萌
李 娟 郝 萌
(1.陕西省环境工程评估中心,陕西 西安 710055;2.金堆城钼业股份有限公司,陕西 西安 710077)
酸洗钼酸铵全污染物控制工程示范
李 娟1郝 萌2
(1.陕西省环境工程评估中心,陕西 西安 710055;2.金堆城钼业股份有限公司,陕西 西安 710077)
金钼股份为治理酸洗钼酸铵生产线环境污染问题,通过广泛调研、深入研究与系统设计,采用离子交换+蒸发气提工艺对高浓度氨氮废水及含氨废气进行综合治理,在实现废水废气污染物达标排放的同时,回收副产品钼金属和氨水,工艺流程简单,运行稳定可靠,为国内传统钼酸铵生产企业污染物排放控制探索了一条示范途径。
钼酸铵;氨氮废水;含氨废气;工程示范
金堆城钼业股份有限公司(以下简称:金钼股份)是国内最大的钼化工产品制造商,其酸洗钼酸铵生产线产生的酸性氨氮废水和含氨废气,污染物浓度远高于国家、行业及地方标准中规定的排放限值,直接排放会对周边环境产生严重污染。多年来,金钼股份组织内部技术人员,联合外部科研机构持续探索高效处理技术,终于实现了钼酸铵高浓度氨氮废水及含氨废气的有效治理,项目建成后年减排氨氮污染物八百余吨,回收钼金属及氨水,顺利通过了政府环保验收,被中国环境保护产业协会评为“2015年国家重点环境保护实用技术示范工程”,并荣获2016年度国家环境保护科学技术一等奖。
1 技术原理
为实现酸洗钼酸铵生产线废水废气的联动治理,综合分析其成分特性,废水60~100m3/d,酸性较强(pH≈1.5),且氨氮、重金属和盐含量都非常高,其中氨氮最高可达30000mg/L以上,可回收性钼最高可达1g/L以上;废气约15000m3/h,成分较为简单,污染物主要是氨及少量钼粉尘、硝酸雾,其中氨最高可达8000mg/m3以上。经系统设计,选择工艺路线如下图1所示,首先采用酸洗氨氮废水逆向喷淋吸收含氨废气,吸收液通过离子交换树脂回收钼金属,加碱混凝沉淀去除重金属,上清液汽提脱氨后水相达标排放,气相冷凝回收氨水,回收的钼金属和氨水均可以生产回用,通过一套系统实现钼酸铵“三废”污染物的减量化、资源化和无害化。
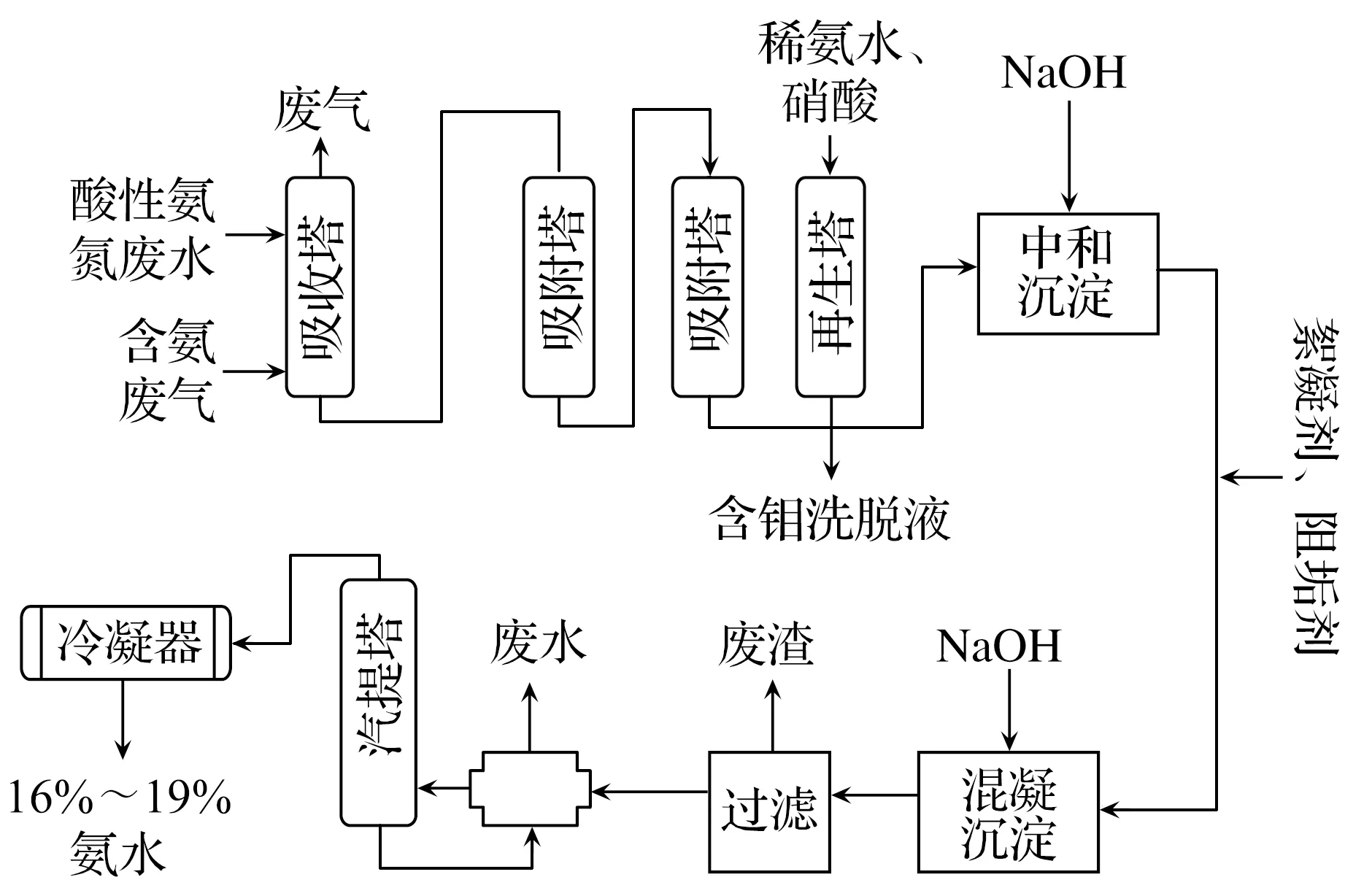
图1 酸洗钼酸铵全污染物控制技术原理
2 工艺流程
该套系统在回收副产品钼金属和氨水的同时,实现污染物达标排放,工艺流程简单,主要包含废气吸收脱氨、钼金属回收、中和混凝沉淀、废水气提脱氨四个基本工序,设计处理能力废气20000m/h,废水100m3/d。
2.1 废气吸收脱氨
利用酸洗钼酸铵生产线产生的酸性氨氮废水对含氨废气逆向喷淋吸收,并对其中少量硝酸雾及钼粉尘进行扑收,强酸吸收弱碱,提高循环频次及液气比,单级填料吸收塔可保证脱氨效率在95%以上,吸收后废气达标排放,吸收液进入后续工序回收钼金属。
2.2 钼金属回收
脱氨吸收液中钼金属含量正常在1g/L以上,经碳化硅膜过滤去除杂质后进入吸附塔被LS-9000树脂高效选择性吸附,吸附塔采用三柱串联两柱运行、一柱再生工艺进行处理,单柱直径1.2m,柱高3m,树脂填装量3m3,每两天用10%氨水进行洗脱回收,并用硝酸进行树脂再生,循环使用,吸附塔出水及再生水进入后续混凝沉淀工序去除重金属。
2.3 中和混凝沉淀
废水中钼金属大部分被吸附回收,但含量仍在0.1g/L左右,此外废水中铜、铁、钙、镁等金属离子浓度也较高,特别是铜离子与氨络合会提高氨的脱除难度[1],为保证后续气提脱氨处理效果及废水重金属达标排放,需要对氨氮废水中的重金属进行混凝沉淀去除。首先投加液碱(NaOH)将废水pH调至中性,再投加少量絮凝剂(聚合氯化铝)及阻垢剂(聚天冬氨酸),继续投加液碱(NaOH)将废水pH调至12.5以上,经板框压滤及碳化硅膜过滤去除混凝沉淀的重金属杂质,上清液进入后续气提脱氨工序。
2.4 废水汽提脱氨
经混凝沉淀及pH调节的氨氮废水经换热后从顶部进入汽提塔,控制进塔流量5m3/h,保持精馏塔内温度105℃,饱和蒸汽由底部进入汽提塔,压力0.4MPa,蒸汽流量0.65t/h。塔高总高27m,设计18级塔板,在蒸汽作用下碱性废水中氨氮被精馏以氨或氨水雾形式进入气相,经过多次精馏,气相中的氨浓度由下至上逐级提升由塔顶进入冷凝器,液化生成16%~19%的氨水,可用于钼酸铵生产或者系统第二工序钼金属回收树脂洗脱,脱氨后的废水满足排放标准后由塔底排入污水管网。
3 运行效果分析
3.1 污染物达标排放情况
系统建成后,经政府环保部门多次采样监测,证明该系统运行良好,处理后废水、废气能够满足环保排放标准要求(废水pH较高,需要与其他废水中和调质),废渣经鉴别属于Ⅱ类一般固体废物(浸出毒性试验结果均未超出鉴别标准值,除总镉外,其余指标均低于污水综合排放标准值),废渣成分与氨浸渣类似,随氨浸渣一并资源综合利用,废水废气运行监测结果如下表1、表2所示,废渣鉴定结果如表3所示。

表1 尾气处理情况监测结果
备注:排气筒25m,氨执行《恶臭污染物排放标准》[2]排放速率限值,颗粒物执行《大气污染物综合排放标准》[3]表2中二级标准限值。
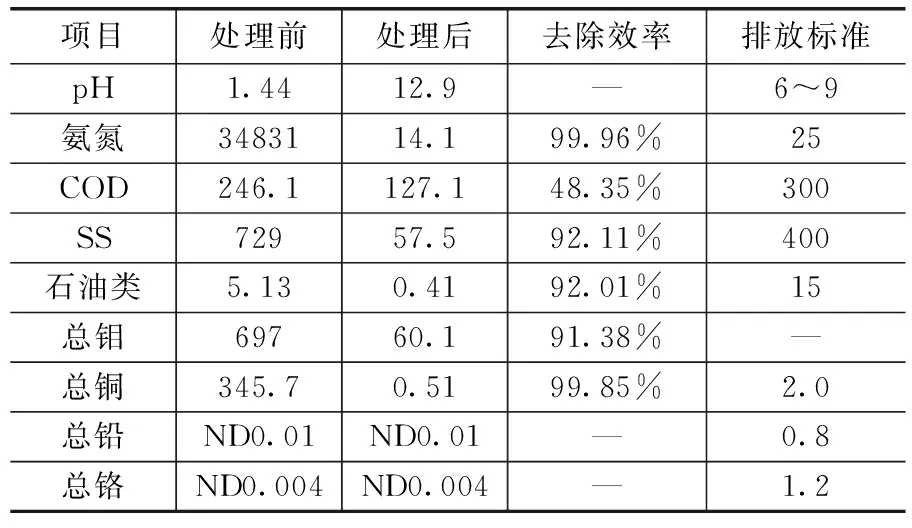
表2 废水处理情况监测结果 mg/L
备注:氨氮、COD、石油类、总铅、总铬执行《黄河流域(陕西段)污水综合排放标准》[4]二级标准,pH、SS、总铜执行《污水综合排放标准》[5]表4中三级标准,总钼无排放标准。
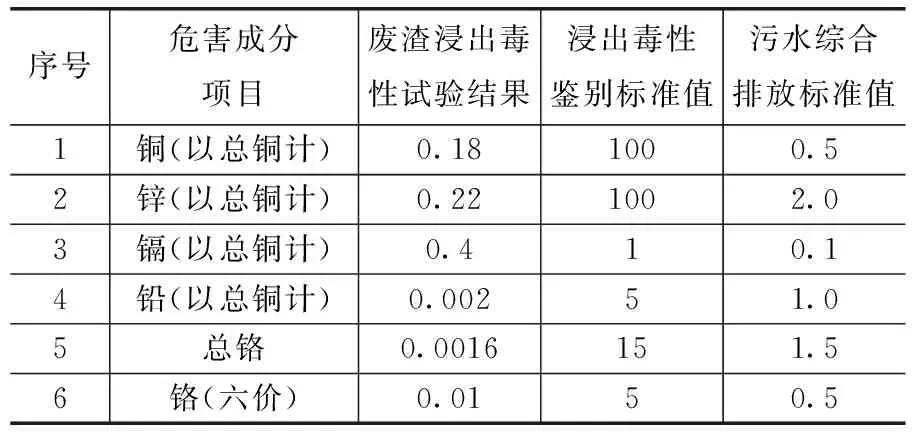
表3 废渣浸出毒性鉴定结果 mg/L
续表3

序号危害成分项目废渣浸出毒性试验结果浸出毒性鉴别标准值污水综合排放标准值7烷基汞—不得检出不得检出8汞(以总汞计)0.000040.10.059铍(以总铍计)0.00020.020.00510钡(以总钡计)0.044100—11镍(以总镍计)0.01451.012总银0.00150.513砷(以总砷计)0.000450.514硒(以总硒计)0.000410.115无机氟化物(不包括氟化钙)1.31001016氰化物(CN-)0.00250.5
备注:鉴别标准为《危险废物鉴别标准 浸出毒性鉴别》[6]。
3.2 污染物减排情况
根据废水废气处理情况监测结果,设计能力处理废水100m3/d,运行效率75%,年运行330天核算,每年可减排废水污染物氨氮八百余吨、COD2.6吨、SS15吨、总钼14吨、总铜7.7吨,减排废气污染物氨六百余吨。
3.3 资源回收情况
经运行测试,离子交换树脂洗脱液中钼最高浓度可达100g/L以上,随钼酸铵母液返回生产线回用,结合废水处理前后监测结果,每日可回收钼金属48kg,折合每年可回收钼金属约15t,价值约200万元。此外,气提脱氨工序每年冷凝回收稀氨水(15%)约五千吨,价值约180万元。回收含钼废渣价值忽略不计。
3.4 投资费用
该套系统在设计过程中尽可能利用现场原有设施,并进行了相应改造,其中钼金属回收部分投资费用280万元,其他工序投资费用650万元,合计总投资930万元。
3.5 运行成本
该套系统原料为废水废气,中间应用介质包括离子交换树脂及再生剂(硝酸)、中和剂(NaOH)、絮凝剂(聚合氯化铝)、阻垢剂(聚天冬氨酸)及少量纯水,主要成本消耗为液碱和蒸汽。经运行测算,系统年液碱消耗约2300t,成本支出约700万元,蒸汽消耗约5000t,成本支出约100万元。
4 结 论
金钼股份为治理酸洗钼酸铵生产线环境污染问题,通过广泛调研、深入研究与系统设计,采用离子交换+蒸发气提工艺对高浓度氨氮废水及含氨废气进行综合治理,在实现废水废气污染物达标排放的同时,回收副产品钼金属和氨水,工艺流程简单,运行稳定可靠,为国内传统钼酸铵生产企业污染物排放控制探索了一条示范途径。
该系统实现了钼酸铵“三废”污染物的减量化、资源化和无害化,但其液碱消耗较大,致使运行成本较高,处理后废水需要进一步调质,保证pH达标排放;另外《无机化学工业污染物排放标准》[7]发布后对于钼酸铵行业总钼和氨设置了严格的排放浓度限值,该系统需要进一步优化提升,以满足新标准的要求。
[1]刘晨明,林晓,陶莉,等.精馏法处理钼酸铵生产中的高浓度氨氮废水[J]有色金属(冶炼部分),2015(11):69-74.
[2]GB 14554-93.恶臭污染物排放标准[S].北京:中华人民共和国环境保护局,1993.
[3]GB 16297-1996.大气污染物综合排放标准[S].北京:中华人民共和国环境保护局,1996.
[4]DB 61/224-2011.黄河流域(陕西段)污水综合排放标准[S].陕西:陕西省质量技术监督局,2011.
[5]GB 8978-1996.污水综合排放标准[S].北京:中华人民共和国环境保护局,1996.
[6]GB 5085.3-2007.危险废物鉴别标准 浸出毒性鉴别[S].北京:国家环境保护总局 国家质量监督检验检疫总局,2007
[7]GB 31573-2015.无机化学工业污染物排放标准[S].北京:中华人民共和国环境保护部,2015.
Engineering Demonstration of Pickling Ammonium Molybdate total Pollutant Control
LI Juan1HAO Meng2
(1.Shaanxi Appraisal Center for Environmental Engineering,Xi′an Shannxi 710054; 2.Jinduicheng Molybdenum Co.,LTD.,Xi′an,Shannxi 710077)
For treatment environmental pollution problems of pickling ammonium molybdate production line,JDC through extensive research,in-depth research and system design,adopting ion-exchange + evaporative gas extraction technology to carry out comprehensive treatment of high concentration ammonia nitrogen wastewater and ammonia exhaust gas,In the process of realizing the discharge of waste water,exhaust gas pollutants up to standard,molybdenum metal and dilute ammonia was recyclied,the process is simple,stable and reliable operation,explored a demonstration way for the traditional ammonium molybdate production enterprises on pollution emission control.
ammonium molybdate;ammonia nitrogen wastewater;ammonia exhaust gas;engineering demonstration
李娟,硕士,主要从事环境保护管理及技术工作
文献格式:李 娟 等.酸洗钼酸铵全污染物控制工程示范[J].环境与可持续发展,2017,42(4):222-224.
X21
A
1673-288X(2017)04-0222-03