钢制实体保持架镀银表面缺陷分析
2017-07-25李迎丽赵燕杜长权
李迎丽,赵燕,杜长权
(中航工业哈尔滨轴承有限公司,哈尔滨 150036)
1 问题的提出
40CrNiMoA是一种合金结构钢,具有优良的抗疲劳和耐磨性能[1],因此多种轴承实体保持架选用该材料,以提升轴承使用性能。保持架完成机加工后采用镀银方法进行表面化学处理,提高轴承自润滑能力,进一步延长轴承使用寿命[2]。保持架镀银质量的主要检测指标包括表面质量、镀银层结合力、镀银层厚度等,其中表面质量是一项非常直观且重要的指标。
40CrNiMoA保持架机加工及镀银质量一直保持稳定,但近阶段保持架镀银后,外径、内径表面出现针刺状密密麻麻的麻点缺陷(图1),而脱银处理后按照现行镀银工艺重新镀银后,缺陷消失,镀银质量又达到了标准要求。但重复加工既造成经济损失,又影响生产进度,甚至影响用户装机使用。因此对缺陷原因进行分析,并通过工艺试验予以验证。
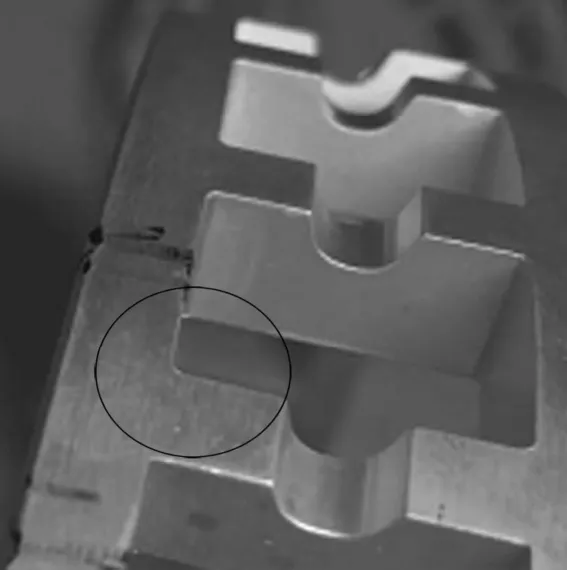
图1 针刺状麻点缺陷Fig.1 Acupuncture-like pitting defects
2 镀银缺陷原因分析
根据保持架镀银缺陷情况,初步判定缺陷与镀银前的保持架表面清洁状态有关。梳理40CrNiMoA保持架加工工艺流程,分析镀银前保持架表面存在杂质的原因,列出故障树如图2所示。
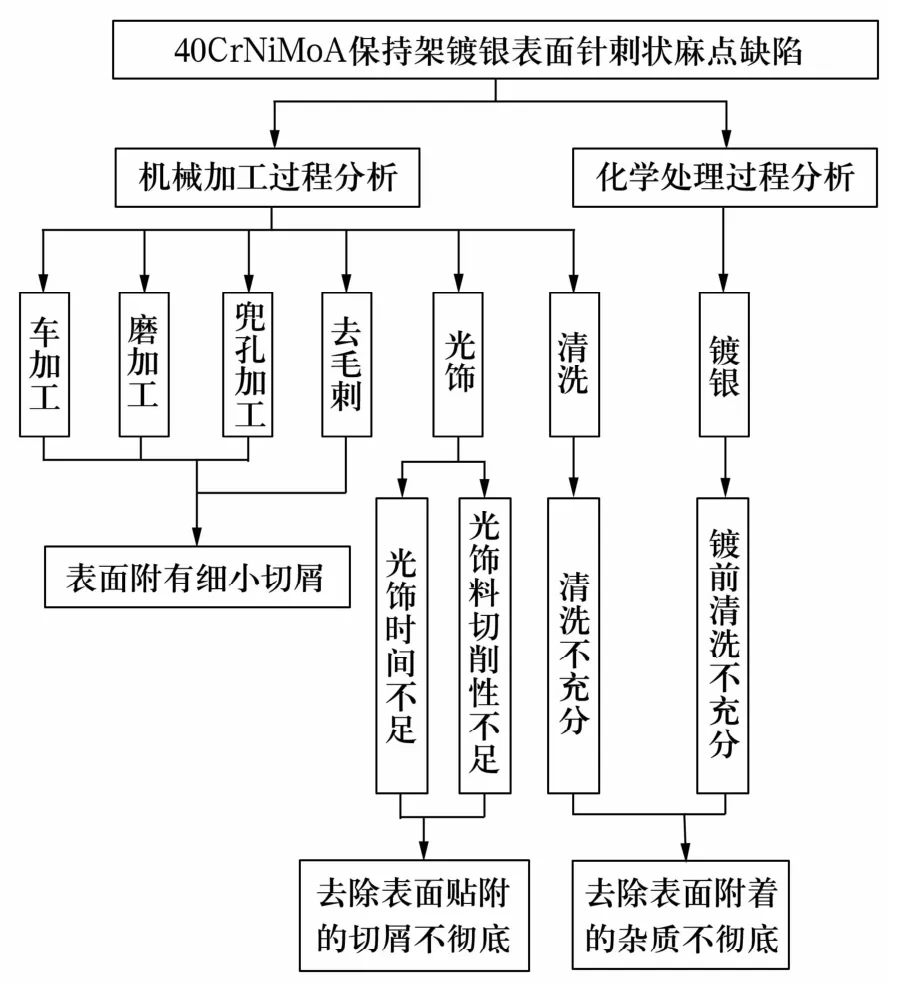
图2 故障树Fig.2 Fault tree
由图2可知:保持架车加工、磨加工、兜孔加工过程都会产生细小的金属切屑,由于残磁等原因,去毛刺过程不彻底,将会在保持架表面存在金属切屑;光饰过程中,当光饰时间不够或光饰料磨削性(锐度)不足时,可能不会彻底去除保持架表面贴附的切屑(该切屑的清洗难度较大);机加工过程的清洗及镀银前清洗不充分,不能彻底去除保持架表面附着的杂质,最终将导致容易使镀银表面出现针刺状麻点缺陷。
根据上述分析,主要对影响镀银表面质量的光饰和清洗过程开展工艺试验研究。
3 工艺试验
3.1 镀银前清洗试验
预镀银前保持架表面洁净度不合格,存在可以导电的杂质,是产生镀银表面针刺状麻点缺陷的直接原因。因此,首先进行镀银前清洗试验。
40CrNiMoA保持架镀银前清洗流程为:有机溶剂清洗→超声波清洗→屏蔽→电解除油→热水洗→流动冷水洗→强酸浸蚀→流动冷水洗→弱酸浸蚀→流动冷水洗[3]。
1)方案1
以某产品A型40CrNiMoA保持架(30件)为试验件,严格按照现行镀银工艺流程操作,镀银后保持架镀银表面质量合格率约为15%。
2)方案2
仍以产品A型40CrNiMoA保持架(30件)为试验件,在现行清洗工艺的超声波清洗后增加“汽油清洗”,按照镀银工艺完成镀银后,镀银表面质量合格率约为35%。
由上述2种镀银前清洗试验可知,机加工产生的细小金属切屑贴附在保持架表面,很难通过清洗将其彻底去除。因此,需要进一步对机加工过程中的光饰、清洗进行试验。
3.2 机加工过程的光饰、清洗试验
保持架光饰、清洗过程主要受光饰时间、光饰磨料锐性以及清洗充分性的影响。
1)方案3
取已完成光饰的A型40CrNiMoA保持架(5件)为试验件,严格按照工艺要求再进行一次光饰、清洗,然后依现行镀银工艺进行镀银,检测发现,其中4件保持架在外径、内径表面均出现不同程度的针刺状麻点缺陷,剩余1件仅外径面出现轻微的针刺状麻点缺陷。表明多次光饰、清洗的效果不佳,可能与光饰磨料的锐度有关。
2)方案4
更换设备中原有光饰磨料(磨料棱角较圆钝),将已经串好的新光饰磨料(磨料棱角较锐利,但确保不会划伤保持架表面)装入光饰机。仍以A型40CrNiMoA保持架(5件)为试验件,严格按照工艺要求完成光饰、清洗,然后镀银。检测5件保持架镀银后,镀银表面没有出现针刺状麻点缺陷,镀银表面质量全部满足标准要求。
3.3 试验验证
为验证方案4的有效性,分别对x批次A型40CrNiMoA保持架(51件)和y批次B型40CrNiMoA保持架(45件)进行工艺验证,结果表明,所有试验保持架镀银后表面质量均满足要求,没有出现针刺状麻点缺陷。
4 结束语
40CrNiMoA钢制实体保持架镀银针刺状麻点缺陷与镀银前保持架表面贴附的细小金属杂质有密切的关系,确保镀银前保持架表面的洁净度是预防镀银缺陷的关键。可以在镀银前采用60倍体式放大镜观察,加强对保持架表面的目视检查控制。
经工艺试验表明,镀银前的清洗很难彻底去除保持架表面贴附的机加工留下的细小金属切屑,通过光饰工序可以彻底去除,但要保证光饰磨料的锐利性。后续将继续开展光饰料使用时间与光饰效果关联性的工艺试验,积累数据并细化工艺,保证保持架制造质量及质量稳定性。
