火焰矫正对屈服强度900 MPa级低合金高强钢焊接接头组织与性能的影响
2017-07-24江亚平倪川皓
周 波,江亚平,倪川皓
(中联重科 国家混凝土机械工程技术研究中心,湖南 长沙 410000)
火焰矫正对屈服强度900 MPa级低合金高强钢焊接接头组织与性能的影响
周 波,江亚平,倪川皓
(中联重科 国家混凝土机械工程技术研究中心,湖南 长沙 410000)
对屈服强度900 MPa级的高强度钢焊接接头进行加热温度为700℃的模拟火焰矫正,发现其焊接热影响过热区出现了大量的M-A组元,焊接接头强度基本不变,但焊接热影响区低温冲击韧性下降45.3%。结果表明:屈服强度900 MPa级高强钢高强钢宜采用机械矫正,若采用火焰矫正,需控制好加热温度。
高强钢;火焰矫正;力学性能
0 前言
焊接结构件因受到不均匀加热和冷却,不可避免的会产生焊接变形。为了保证结构件焊后形位尺寸,往往需要在焊后增加附加工序矫正变形,火焰矫正或机械矫正是广泛采用的方法[1-3]。火焰矫正法是利用火焰对材料进行加热,在其冷却时产生新的局部形变,从而抵消旧的形变,达到矫正的目的。加热温度越高,矫正能力越强大;但加热温度过高,钢材组织和性能会有较大改变。钢结构焊接规范规定常用钢材焊接结构加热矫正时,矫正温度严禁超过800℃。工程机械结构件服役条件恶劣,大量采用屈服强度为900 MPa级的低合金高强度钢,其焊接接头特别是焊接热影响区是应力较为集中的薄弱环节[4-8]。在此研究火焰矫正对高强钢焊接接头组织和性能的影响,为高强钢结构件焊后矫正方法的选择提供参考。
1 试验方法
选择芬兰Optim900QC作为焊接母材,母材化学成分见表1,力学性能见表2。母材尺寸400 mm×160 mm×8 mm。按等强匹配原则,选择牌号CarbofilFK1000、直径φ1.2 mm焊丝作为填充材料,其熔敷金属力学性能见表 3。采用 MAG 焊[φ(Ar)80%+φ(CO2)20%]制作对接焊试板。焊接工艺参数如表4所示。
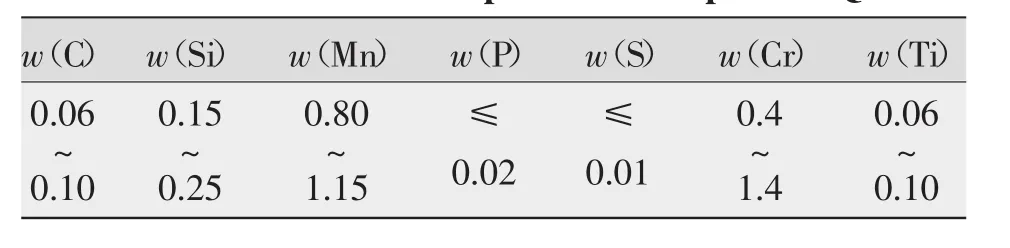
表1 Optim900QC钢化学成分Table 1 Chemical compositions of Optim900QC %

表2 Optim900QC钢力学性能Table 2 Mechanical properties of Optim900QC
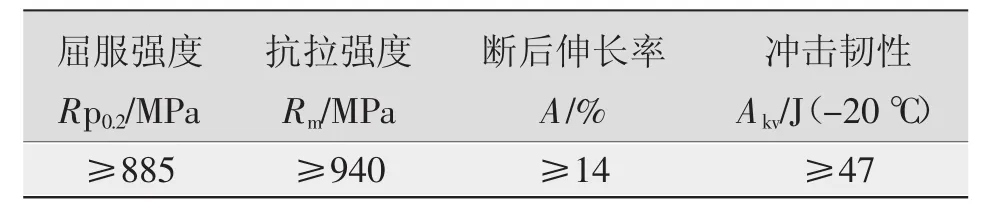
表3 Carbofil FK1000焊丝熔敷金属力学性能Table 3 Mechanical properties of deposited metal of Carbofil FK1000
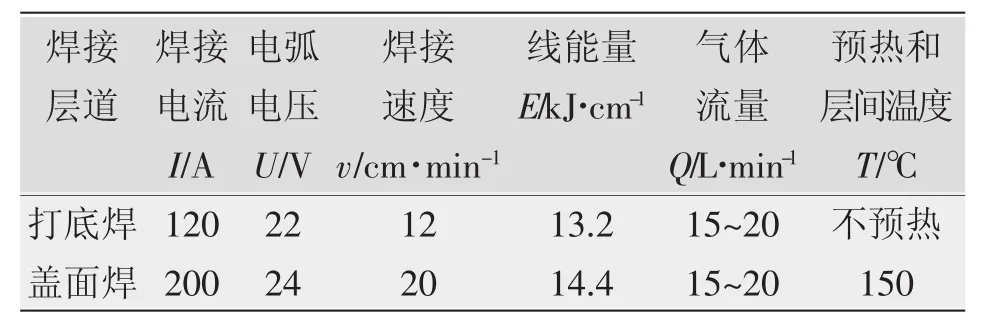
表4 焊接工艺参数Table 4 Process parameters of welding
焊接完成后24 h进行射线探伤,按国家标准GB/T3323检验达Ⅱ级为合格。探伤合格后的试板线切割为2块,一块为原始试板,另一块进行火焰加热,加热区域为焊缝及其附近区域,加热温度按钢结构焊接规范设定在800℃以下,红外线测温仪显示约为700℃。
2块试板均取焊接接头拉伸试样和冲击试样,其中冲击试样取样位置位于焊接热影响区,每组试样取3个。
2 试验结果及分析
2.1 焊接接头力学性能
在SHT4106电液伺服万能材料试验机上进行接头的常温拉伸试验,拉伸试样断裂位置均位于焊接热影响区,原始试板与火焰加热试板的强度基本相当。在ZBC3452-3金属摆锤冲击试验机上进行-20℃接头的低温冲击试验,火焰加热试板的低温冲击韧性平均值比原始试板下降30.1J,下降了45.3%。焊接接头力学性能如表5所示。

表5 焊接接头的力学性能Table 5 Mechanical properties of welding joint
2.2 焊接接头的组织特征分析
原始试板和火焰加热试板的焊接热影响区金相组织形貌如图1和图2所示。两种试板的金相组织都比较均匀,火焰加热后的晶粒有所长大。焊接热影响区中过热区的晶粒较正火区粗大,原始试样过热区组织为较粗大的板条马氏体,正火区组织为细小的马氏体。火焰加热试样过热区组织较为复杂,在不规则的多边形铁素体上分布有块状的马氏体和残留奥氏体的混合物,通常称这种块状物为M-A组元。
屈服强度为900 MPa级的高强度钢含碳量和合金成分较高,在焊接过程中严格控制800℃~500℃的冷却时间(t8/5)的情况下,过热区主要形成板条马氏体,而火焰矫正相当于对焊缝及焊接热影响区进行了再次热处理,大幅增加了t8/5时间,因此组织中出现了大量的M-A组元,这是引起脆化的主要原因。要减少M-A组元必须控制t8/5时间,也就是降低火焰加热温度。
3 结论
(1)屈服强度为900 MPa级的高强度钢焊缝进行加热温度约为700℃的火焰矫正后,其强度基本不变,但低温冲击韧性下降了30.1J,下降45.3%。
(2)火焰矫正增加了焊缝t8/5时间,使高强度钢焊接热影响过热区出现大量的M-A组元,造成组织脆化。
(3)建议屈服强度900 MPa级高强钢高强钢采用机械矫正,若采用火焰矫正,需控制好加热温度。

图1 原始试样焊接热影响区组织形貌
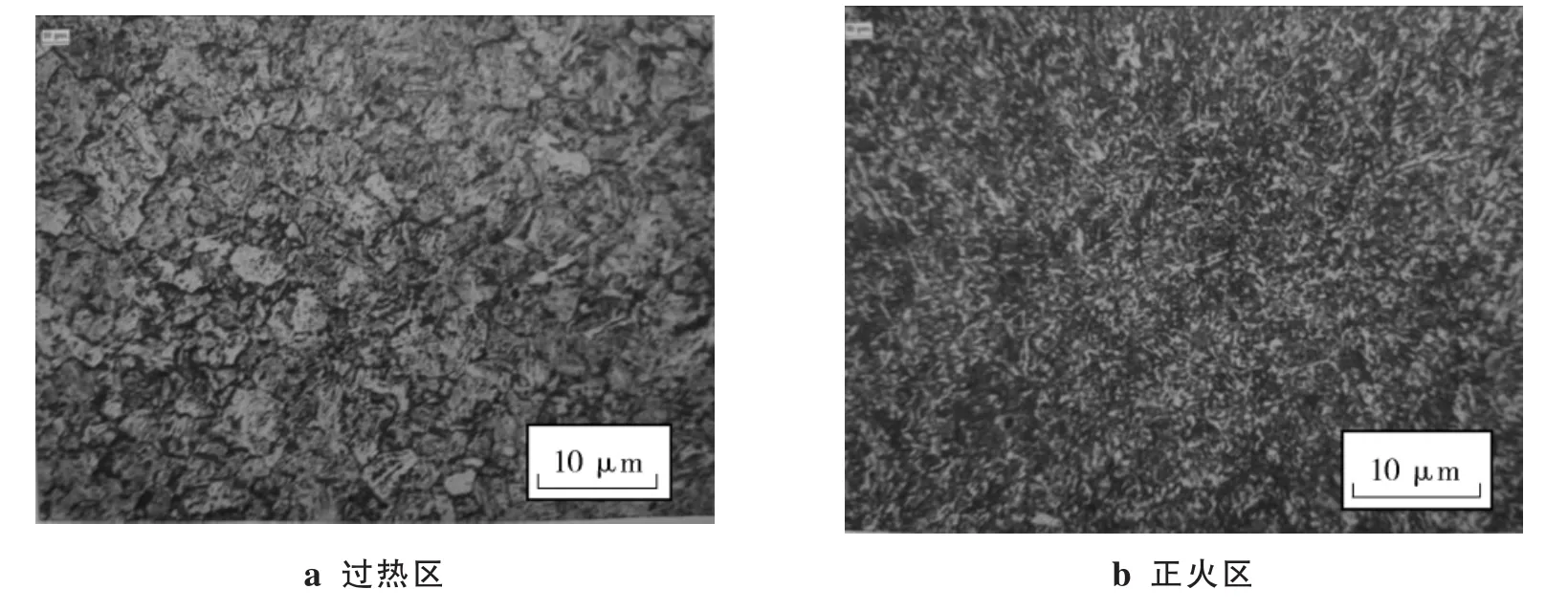
图2 火焰加热试样焊接热影响区组织形貌
[1]LJ Wen,W Zhou.Belt machine welding deformation control and correction method[J].Applied mechanics&matierials,2013(31):269-272.
[2]HE Jiang-Hua.On the causes,control and correction of the welding deformation[J].ship&ocean engineering,2009,523(1-2):168-173.
[3]N Yi.Themethodofflamecorrection for welding deformation of steel struction[J].Steel construction,2002(4):20-22.
[4]王勇.低合金调质高强钢焊接工艺研究进展[J].应用能源技术,2009(8):11-13.
[5]周昕.工程机械中的低合金高强钢焊接技术[J].电焊机2010,40(5):187-189.
[6]J Chu,SFang,XDeng,etal.Recentresearch advance of high strength structures steel for construction machine[J].Jiangxi Metallurgy,2013(3):6-9.
[7]周昕.工程机械中的低合金高强钢焊接技术[J].电焊机2010,40(5):187-189
[8]孔森,刘翠荣,牛兴海.高强钢焊接变形预防控制工艺[J].机械工程与自动化,2012(4):115-117.
Influence of flame correction on microstructure and properties of welded joints of 900 MPa class yield high-strength and low-alloy steel
ZHOU Bo,JIANG Yaping,Ni Chuanhao
(Chinese National Engineering Research Center of Concrete Machinery,Zoomlion,changsha 410000,China)
When welded joints of 900 MPa class yield high-strength and low-alloy steels are flame heated to 700 ℃,a lot of M-A are found in the welding heat affected zone.The strength of the welded joints does not change basically,but the low temperature impact toughness of the welding heat affected zone declines by 45.3%.The results show that mechanical correction is more suitable for highstrength and low-alloy steel than flame correction.It is necessary to control the heating temperature if using flame correction.
high-strength low-alloy steel;flame correction;mechanical behavior;
TG407
A
1001-2303(2017)06-0020-03
10.7512/j.issn.1001-2303.2017.06.04
2017-03-06;
2017-03-31
国家863计划项目(SS2013AA040203)
周 波(1980—),男,工程师,学士,主要从事结构件焊接工艺技术方面的研究工作,E-mail:nuc_zhoubo@hotmail.com。
本文参考文献引用格式:周波,江亚平,倪川皓.火焰矫正对屈服强度900 MPa级低合金高强钢焊接接头组织与性能的影响[J].电焊机,2017,47(06):20-22.
