RSDS-Ⅲ与溶剂抽提组合技术的工业应用
2017-07-24王研
王 研
(淮安清江石油化工有限责任公司 技术运行部,江苏 淮安 223002)
RSDS-Ⅲ与溶剂抽提组合技术的工业应用
王 研
(淮安清江石油化工有限责任公司 技术运行部,江苏 淮安 223002)
随着我国油品标准不断升级,要求硫含量不大于10 μg/g的国V汽油标准已经在全国范围内实施。为使汽油产品的硫含量满足国V汽油标准要求,同时解决由于深度加氢脱硫使烯烃饱和程度增加导致辛烷值下降不利于油品调和的问题,选择RSDS-III与溶剂抽提组合技术在30万吨/年汽油加氢装置上进行工业应用,该技术较好地解决了汽油脱硫和产品辛烷值损失之间的矛盾。
选择性加氢脱硫;溶剂抽提;辛烷值;工业应用
0 引言
随着汽车产业高速发展、汽车产量和保有量不断增加,汽车排放的废气对空气的污染越来越严重,其已成为我国空气污染的重要来源,也是形成雾霾的主要原因之一,因此降低汽车尾气污染、消除雾霾已成为世界范围内的共识[1]。研究表明,减少汽油中硫的质量含量可有效减少汽车尾气污染物的排放[2]。淮安清江石油化工有限责任公司(以下简称“清江石化”)的汽油产品全部来自催化裂化汽油,同时受清江石化产品结构的影响,降低催化裂化汽油的硫含量是降低成品汽油硫含量的唯一途径。
在提高催化裂化汽油脱硫率降低硫含量的过程中,应最大可能地避免烯烃组分饱和为烷烃组分,减少汽油产品辛烷值的下降[3]。鉴于此,中国石油化工股份有限公司石油化工科学研究院(以下简称“石科院”)开发出能够满足生产国 V 汽油的RSDS-Ⅲ与溶剂抽提组合技术,该技术较好的解决了汽油脱硫和产品辛烷值损失之间的矛盾。2016年4月,RSDS-Ⅲ与溶剂抽提组合技术在清江石化汽油加氢装置上进行了工业应用。
1 RSDS-Ⅲ与溶剂抽提组合技术
RSDS-Ⅲ与溶剂抽提组合技术的装置主要由分馏单元、碱抽提单元、溶剂抽提单元和重馏分选择性加氢脱硫单元组成。催化裂化汽油进入汽油加氢装置后,在分馏单元分离为轻馏分和重馏分。轻馏分先进入碱抽提脱硫醇单元进行碱抽提脱硫醇,然后再进入溶剂抽提单元脱除噻吩类硫化物,得到的脱除了硫醇和噻吩硫的抽余油与加氢后的重馏分混合。重馏分在选择性加氢脱硫单元内的反应器中脱除绝大部分的杂质硫,加氢精制后的重馏分与溶剂精制后的轻馏分混合作为满足国V汽油标准要求的汽油产品送出装置。RSDS-Ⅲ与溶剂抽提组合技术的流程图如图1所示。
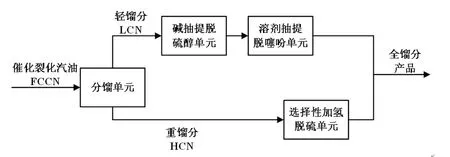
图1 RSDS-Ⅲ与溶剂抽提组合技术工艺流程图
RSDS-Ⅲ技术采用RSDS-Ⅱ技术的工艺原则,即全馏分催化裂化汽油首先进入分馏单元切割为轻馏分和重馏分,然后轻馏分进入碱抽提单元进行脱硫醇,重馏分进入选择性加氢脱硫单元进行脱硫。与RSDS-Ⅱ相比,RSDS-Ⅲ技术具有如下优点:
(1)采用新的RSDS-Ⅲ技术催化剂体系,其特点是在重馏分选择性加氢过程中,使其在保持高选择性的基础上能够具有更好的低温脱硫活性。(2)采用石科院最新开发的选择性调控技术(RSAT)对催化剂进行处理,可以在重汽油选择性加氢单元催化剂硫化结束后进一步提高催化剂的选择性[4]。溶剂抽提单元是RSDS-Ⅲ与溶剂抽提组合技术的重要组成部分,主要侧重于精制切割分离后的轻汽油馏分,通过增设溶剂抽提装置,可以提高轻汽油的切割比例,从而减少全馏分汽油的烯烃饱和比例,降低全馏分汽油的辛烷值损失。溶剂抽提单元采用环丁砜抽提蒸馏工艺,利用原料中各组分在溶剂中的溶解度的不同,通过萃取精馏实现噻吩类硫化物和芳烃与非芳烃的分离。在抽提蒸馏塔内溶剂与催化裂化轻汽油接触形成气液两相,由于噻吩类硫化物和芳烃在溶剂中的溶解度更大,使不易溶于溶剂的非芳烃富集于气相中并从塔顶排出;易溶于溶剂的噻吩类硫化物和芳烃富集于液相中并从塔底流出。富含噻吩类硫化物和芳烃的溶剂进入溶剂回收塔,进行噻吩类硫化物和芳烃与溶剂的分离,回收的溶剂循环使用[5]。工艺流程图如图2所示。

图2 溶剂抽提单元工艺流程图
2 RSDS-Ⅲ与溶剂抽提组合技术
2.1 清江石化汽油加氢装置
清江石化汽油加氢装置于2010年6月建成投产,年设计加工量为30万吨。装置采用石科院开发的催化裂化汽油选择性加氢脱硫技术RSDS-Ⅱ,目标产品为满足国III标准要求的汽油产品。经过2013年改造,硫含量已经低于50 μg/g,达到国IV标准。随着我国油品标准的不断升级,为满足硫含量不大于10 μg/g的国V汽油标准,2016年对汽油加氢装置进行技术改造,具体改造内容有:(1)加氢反应单元采用RSDS-Ⅲ系统;(2)碱抽提单元的氧化塔内更换为石科院开发的碱液氧化固定床催化剂ARC-01;(3)新增溶剂抽提单元。
2.2 RSDS-Ⅲ与溶剂抽提组合技术生产国V汽油的标定
2016年4月汽油加氢装置技术改造完成,并一次开车成功。在装置连续稳定运行期间,对采用RSDS-Ⅲ与溶剂抽提组合技术生产国V汽油进行标定。标定以催化裂化汽油为原料,生产硫质量分数小于10 μg/g的汽油。标定的原料性质见表1。
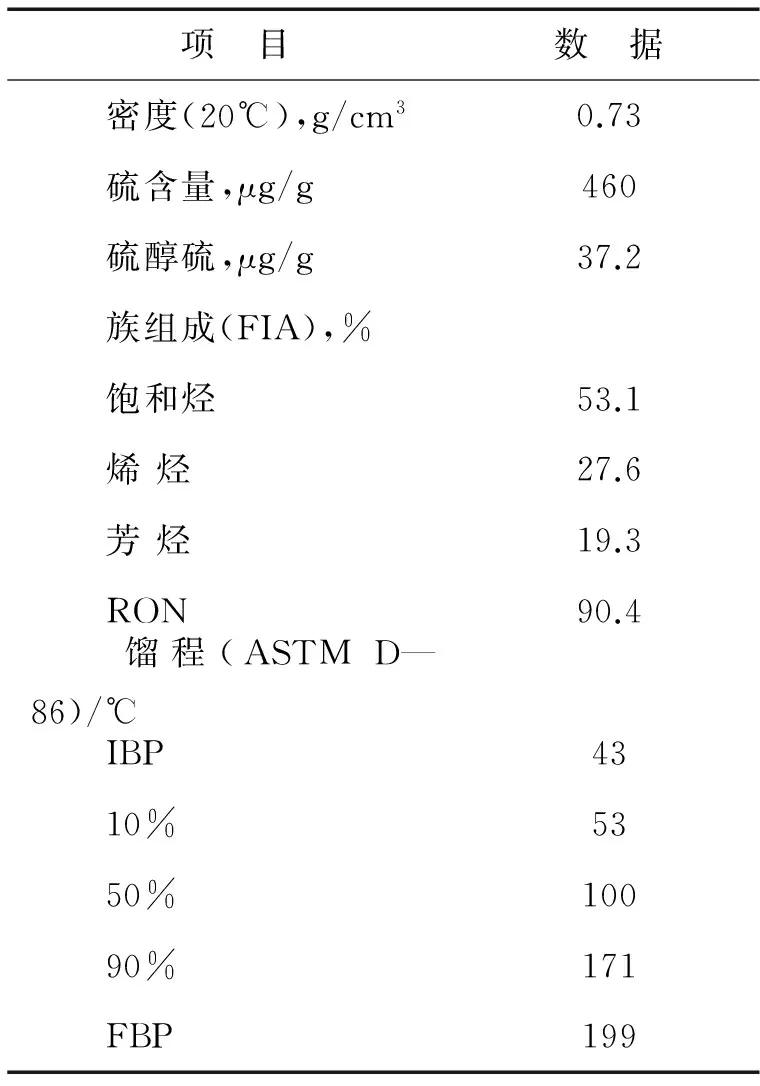
表1 原料性质
2.2.1 分馏单元
生产国V汽油时,分馏塔的主要操作条件见表2,切割后轻重馏分质量比例约为45%:55%。

表2 催化裂化汽油分馏塔主要操作条件
2.2.2 碱抽提单元
装置对轻馏分采用碱抽提工艺,用溶解有ARC-01催化剂的碱液进行液—液抽提,脱除轻汽油中的硫醇。碱液抽提前后的轻馏分主要性质见表3。表3可知,经碱液抽提后,轻馏分中的硫醇硫含量和总硫含量均下降,脱硫醇硫率可达到83.8%。
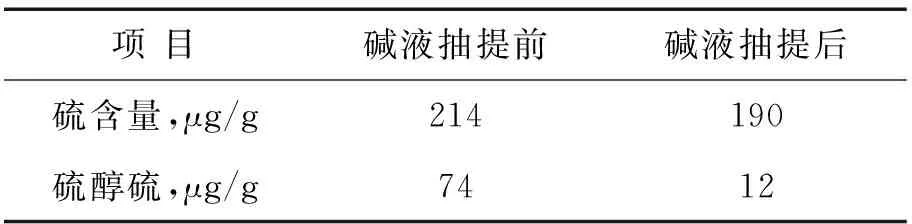
表3 轻馏分碱液抽提前后主要性质
2.2.3 溶剂抽提单元
经过碱抽提脱除硫醇后作为溶剂抽提脱硫的进料,主要脱除其中的噻吩类硫。溶剂抽提部分主要操作条件见表4,轻馏分溶剂抽提前后主要性质见表5。从表5可知,经溶剂抽提后,轻馏分总硫含量降低到6.1 μg/g,说明溶剂抽提对轻馏分具有很好的脱硫性。表6对比了新鲜溶剂与贫溶剂(系统循环溶剂)的分析结果,表明自开工以来系统溶剂品质维持稳定。
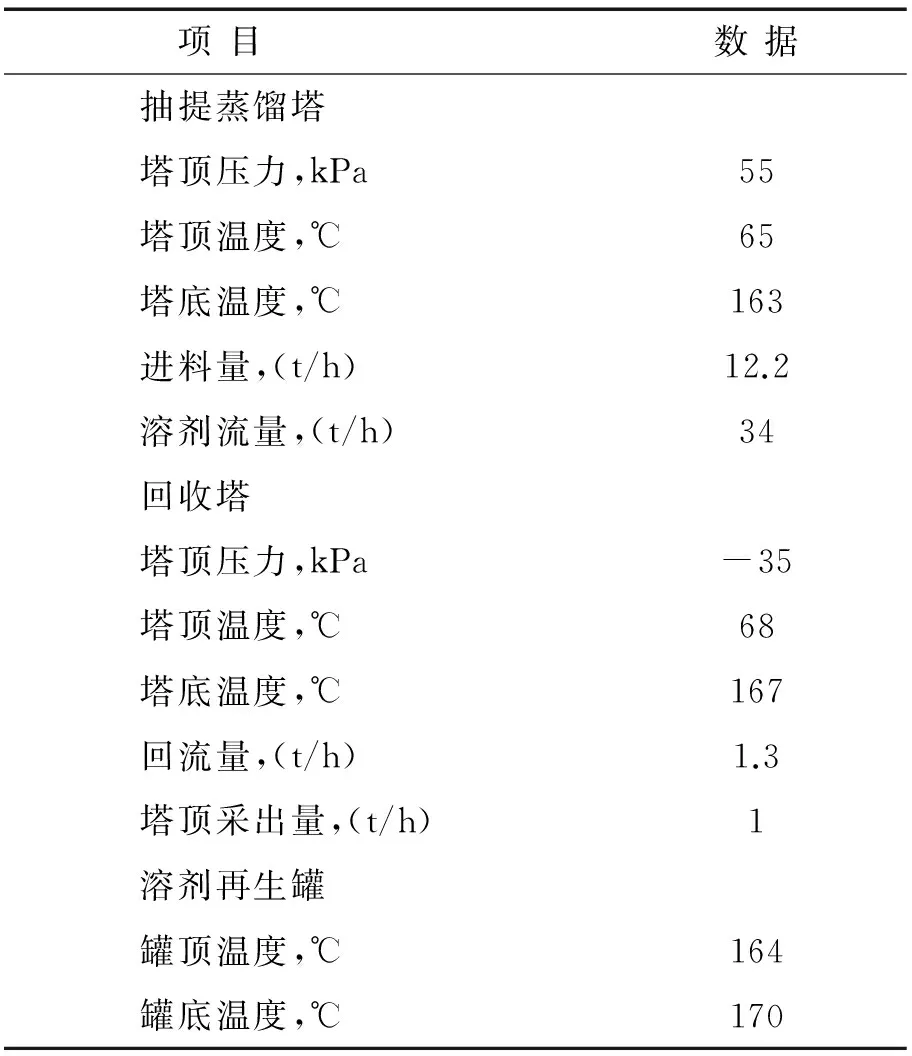
表4 轻馏分溶剂抽提部分主要操作条件

表5 溶剂抽提前后轻馏分的主要性质

表6 溶剂主要性质
2.2.4 重馏分选择性加氢单元
催化裂化汽油经过分馏塔后,重馏分送至加氢单元进行加氢脱硫,加氢生成油经过加氢装置汽提塔后,在塔底得到加氢重汽油。加氢重汽油性质见表7。从表7可知,重馏分加氢后,硫质量分数为7 μg/g,脱硫率达到99% ,表明RSDS-Ⅲ技术具有很好的脱硫性,但烯烃含量下降16.7个百分点,对辛烷值损失影响较大。

表7 重汽油及加氢重汽油主要性质
2.2.5 全馏分产品
轻馏分经溶剂抽提后与重馏分加氢产物混合得到全馏分汽油产品。全馏分汽油产品主要性质见表8。由表8可知,以硫质量分数为460 μg/g,烯烃体积分数为27.6%的催化裂化汽油为原料,全馏分汽油产品的硫质量分数为7μg/g,满足硫质量分数不大于10 μg/g的国V汽油排放标准。产品烯烃含量较原料下降2.5个百分点,与表7中加氢重汽油烯烃含量较重汽油下降16.7个百分点相比,可以说明溶剂抽提保留了轻馏分中的绝大部分烯烃,才使RON损失1.0个单位。
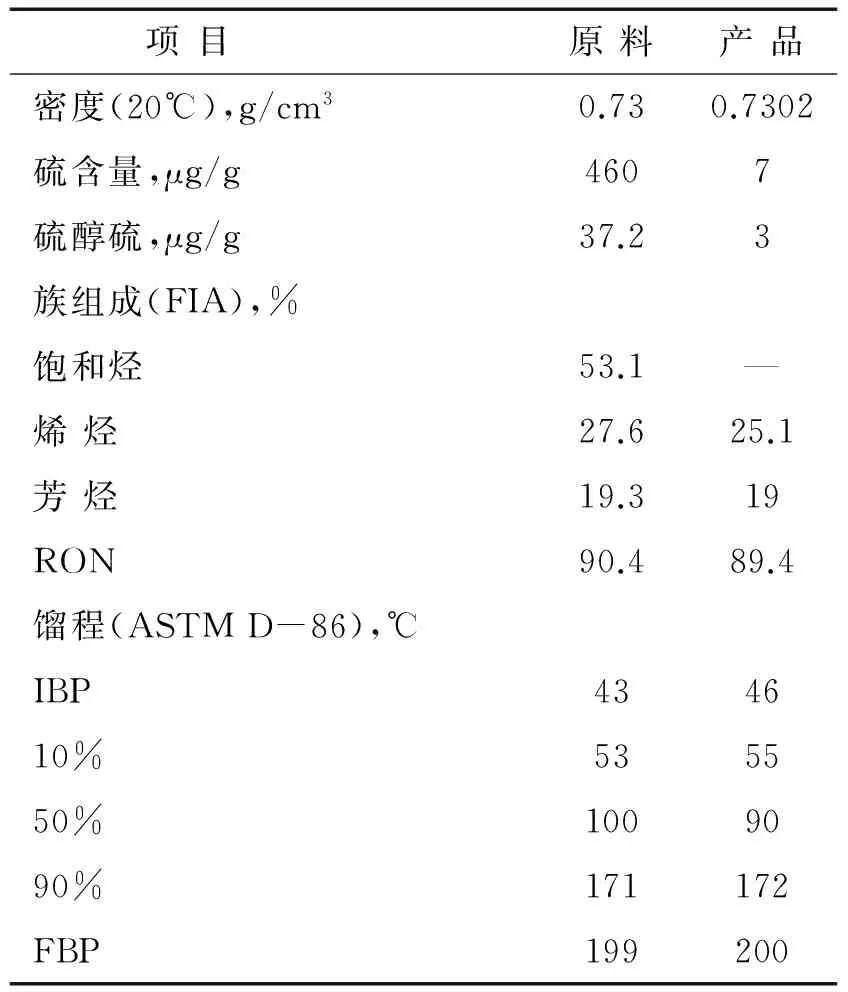
表8 全馏分产品主要性质
3 结论
随着国民经济的快速增长,我国汽车保有量也随之加速增长。而汽车排放的废气中SO2含量是造成空气污染的主要因素之一,随着政府对环境问题的日益重视,降低车用汽油中的硫含量已迫在眉睫。RSDS-Ⅲ 与溶剂抽提组合技术在清江石化汽油加氢装置上的成功应用,既可以使汽油产品的硫含量满足国V汽油标准要求,减少汽车尾气污染,也可以解决汽油脱硫和辛烷值损失之间的矛盾,为采用RSDS技术生产汽油产品的装置提供了新的改造技术。
[1] 鲍晓军.雾霾污染控制与车用汽油清洁化[J].自然杂志,2014(6):421-425.
[2] 郭和军,方茂东,杜传进.汽油品质对车辆尾气排放影响的试验研究[J].武汉理工大学学报,2005(9):64-66.
[3] 陈勇,习远兵,周立新,等. 第二代催化裂化汽油选择性加氢脱硫(RSDS-Ⅱ)技术的中试研究及工业应用[J].石油炼制与化工,2011(10):5-8.
[4] 张华,何剑英.RSDS-Ⅲ技术的工艺应用[J]. 石油化工技术与经济,2015(3): 39-42.
[5] 李宝中,吕宏光,郭俊玲.采用抽提蒸馏技术对芳烃抽提装置的扩能改造[J].化工设计,2004(4):16-20.
(责任编辑:郑 菲)
Industrial Application of RSDS-Ⅲ and Solvent Extraction Combination Technology
WANG Yan
(Department of Technology & Operation, Huai'an Qingjiang Petrochemical Co., LTD, Huai'an Jiangsu 223002, China)
With the continuous upgrading of China's oil standards, the national V gasoline standard which requires the sulfur content less than 10μg/g has been implemented nationwide. In order to meet the requirements of the national V gasoline standard, at the same time, to solve the problem of oil reconciliation caused by octane decline due to the degree increase of olefins saturation after deep hydrodesulfurization. Huai'an Qingjiang Petrochemical Co., Ltd. uses RSDS-III and solvent extraction combination technology in the 300,000 tons/year petrol hydrogenation device for industrial applications, the technology can solve the contradictions between gasoline desulfurization and product octane loss.
selective hydrodesulfurization; solvent extraction; octane number; industrial application
2017-03-13
王研(1987-),女,辽宁辽阳人,助理工程师,主要从事石油加工方面研究。
TE626
A
1009-7961(2017)03-0037-04
