大规格工程机械轮胎胎圈疤的原因分析及解决措施
2017-07-22张春林
张春林
(徐州徐轮橡胶有限公司,江苏 徐州 221005)
近年来,我公司大规格工程机械轮胎主要外观质量缺陷问题为胎圈疤,这严重影响了大规格工程机械轮胎的正常生产。为此,我们进行了技术攻关,对大规格工程机械轮胎胎圈疤的产生原因进行分析,并采取相应解决措施,取得了良好效果,现将主要情况介绍如下。
1 胎圈疤质量缺陷
大规格工程机械轮胎胎圈部位存在不同大小的胎圈疤,少则一处,严重的布满整个胎圈,且胎圈表面凸凹不平,胎圈疤质量缺陷率平均达到了60%。
2 原因分析
2.1 缺胶疤
大规格工程机械轮胎胎圈采用四钢丝圈结构,如图1所示。从图1可以看出,在两个钢丝圈之间的A处均存在缺少材料的问题,且布层越多越厚,缺的材料量越多,硫化时其他部位的胶料会向A处移动尽量填满,但如果A处材料缺的太多,其他部位材料不可能完全填满,会造成成品轮胎胎圈缺胶疤。
2.2 气疤
大规格工程机械轮胎为高层级胎体,由于胎体帘布层多且厚,成型时工人操作困难,圈口褶子较多,从而在圈口褶子附近聚集了大量的气体,硫化时这些气体通过排气线和排气孔排出,一旦此处排气孔和排气线设置不合理或堵塞,就容易造成成品轮胎胎圈气疤。

图1 四钢丝圈结构
2.3 脏疤
胎坯装模硫化前胎圈部位未清擦干净,有隔离剂和滑石粉等杂物,造成成品轮胎胎圈脏疤。
3 解决措施
3.1 缺胶疤
在图1中A处缺少材料部位用三角胶进行填充,根据材料缺少的情况选取相应尺寸的三角胶条,通常在每两个钢丝圈之间用9.5 mm×11 mm的三角胶填充,每条轮胎总共需要6根。
3.2 气疤
对圈口部位排气线和排气孔的设置进行校核,确保排气线和排气孔设置合理,对排气孔和排气线堵塞的模具及时进行疏通,使聚集在模具和圈口胶料之间的气体可以顺利排出。
3.3 脏疤
严格生产工艺管理,保证半成品干净。
4 效果
图2—5示出了采取解决措施前后26.5-25 28E3,29.5-25 28E3,29.5-25 28L5和18.00-25 40E-4BA等大规格无内胎工程机械轮胎胎圈外观质量对比情况。

图2 采取解决措施前后26.5-25 28E3轮胎胎圈对比
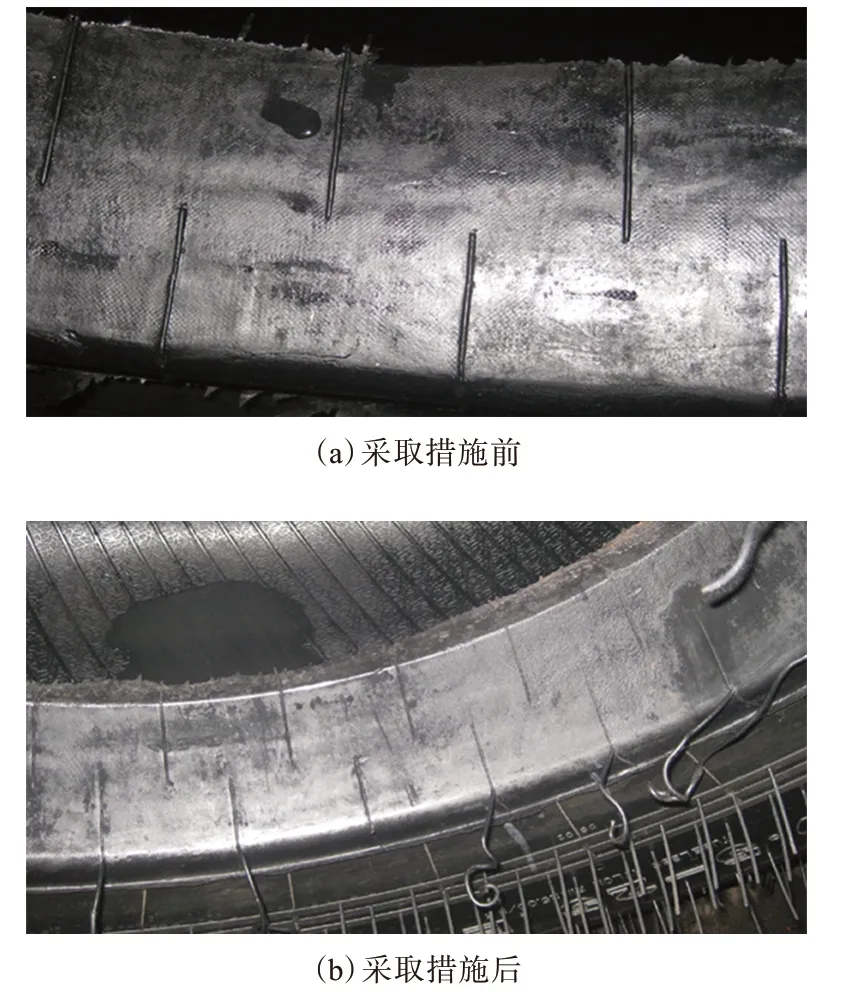
图3 采取解决措施前后29.5-25 28E3轮胎胎圈对比

图4 采取解决措施前后29.5-25 28L5轮胎胎圈对比

图5 采取措施前后18.00-25 40E-4BA轮胎胎圈对比
采取措施后,大规格工程机械轮胎胎圈疤质量缺陷率由原来的60%降至3.66%;圈口表面质量显著提高,圈口变得平整、光滑,有效提高了产品的市场竞争力。
此外,试制过程中在两个钢丝圈之间填充三角胶后,圈口部位不再凸凹不平,压辊压圈口较以前操作容易很多。
5 结语
通过对大规格工程机械轮胎胎圈疤产生原因进行分析,并采取相应解决措施,使大规格工程机械轮胎胎圈疤质量缺陷率明显降低,圈口表面质量提高,有效提高了产品的市场竞争力。该产品批量生产投入市场后,赢得了用户好评,满足了市场需求,为企业创造了良好的经济效益。
