环锭纺钢丝圈力学性能研究
2022-11-04LavateRathodMandot
S.S.Lavate,S.Rathod,A.Mandot
1.D.K.T.E.协会 纺织与工程研究所(印度) 2.巴罗达M.Sayajirao大学(印度)
钢丝圈是一段较短的经硬化、回火、冲刷和抛光处理的金属弯丝,能够在钢领上自由旋转。钢丝圈需提供较大且连续的接触面积,以减小钢领与钢丝圈间的压力,同时有助于散热,使钢丝圈稳定运行。为最大限度地减少摩擦以获得更高的钢丝圈速度,制造商提出了许多钢领和钢丝圈的表面处理方法,以期增大钢领与钢丝圈的接触面积。钢丝圈的磨损相对较轻,通常与钢丝圈和钢领间正常的接触反应成正比,但超过一定速度时,钢丝圈的磨损会急剧增加。严重的磨损伴随着钢丝圈和钢领变蓝或过热。涂层能够降低钢丝圈和钢领之间的摩擦,提高表面耐磨性。本文旨在探讨钢丝圈表面光滑度、钢丝圈形状及钢丝圈运行时间等因素对钢丝圈力学性能的影响,以期获得较大且连续的钢领和钢丝圈接触面积。
1 材料与方法
选择5种经不同表面处理的钢丝圈(标记为A、B、C、D和E)分别进行纺纱试验。其中,钢丝圈A经蓝色晶体涂层处理,钢丝圈B和D经银涂层处理,钢丝圈C和E经镍涂层处理。通过纺纱厂的中试生产试验发现,5/O 型钢丝圈适合纺制17.1 tex的纱线,7/O 型钢丝圈适合纺制15.3 tex的纱线,8/O 型钢丝圈适合制15.3 tex的纱线,12/O 型钢丝圈适合制9.7 tex的纱线。分别采用上述型号的钢丝圈,纺制17.1 tex和15.3 tex的粗梳棉纱、14.5 tex和9.7 tex的棉精梳紧密纱。详细的纺纱工艺参数见表1。

表1 纺纱工艺参数设置
因工艺原因,无法采用钢丝圈D和E纺出9.7 tex的纱线。在纺纱厂中,按照标准纺纱程序持续运行钢丝圈进行纺纱试验,直至更换新的钢丝圈。每天记录钢丝圈数据,并测试其质量损失和拉伸性能。
2 结果与讨论
2.1 钢丝圈的质量损失
试验探究了钢丝圈使用前后的质量损失、拉伸变形等钢丝圈力学性能。在分别纺制了17.1、15.3、14.6和9.7 tex的纱线后,所有钢丝圈的力学性能均产生了不同程度的变化。钢丝圈类型和钢丝圈运行天数对钢丝圈质量损失率的影响如图1所示。
由图1可以看出,钢丝圈的质量随着其运行时间的延长而减小,直至更换新的钢丝圈。钢丝圈的硬度低于钢领,在高温下钢丝圈易软化、磨损并产生质量损失,导致纱线气圈的参数发生变化,从而使纱线发生断头或造成钢丝圈过热。钢丝圈的形状和表面处理方式在对钢丝圈的磨损性能有很大的影响。钢丝圈质量损失导致需要频繁更换钢丝圈。试验表明,采用钢丝圈B生产17.1 tex和15.3 tex纱线、钢丝圈C生产14.5 tex和9.7 tex纱线时,钢丝圈的质量损失相对较小,表明不同类型的钢丝圈有各自适合纺制的纱线线密度范围。试验还表明,随着钢丝圈运行天数的增加,钢丝圈的质量显著下降。钢领和钢丝圈的交互磨损受温度的影响,高温下,两种材料接触后更容易发生融化。钢领和钢丝圈之间的接触温度与钢丝圈速度的三次方成正相关,再次极大地增加了钢领和钢丝圈之间的交互磨损。钢丝圈的类型和运行天数对钢丝圈的质量损失有显著影响(显著性检验P值为0.00)。

图1 纺制不同线密度纱线,钢丝圈类型和钢丝圈运行天数对钢丝圈质量损失率的影响
2.2 钢丝圈的拉伸性能
钢丝圈类型和钢丝圈运行天数对钢丝圈拉伸性能的影响如图2所示。由图2可以观察到,采用不同类型的钢丝圈纺制不同线密度的纱线时,钢丝圈的拉伸量出现较大的差异,表明不同类型的钢丝圈有各自适合纺制的纱线线密度范围。钢丝圈 A 与其他类型钢丝圈(B、C、D、E)的拉伸性能存在显著差异(显著性检验P值为0.00)。随着钢丝圈运行天数的增加,钢丝圈拉伸量也增加。在钢领和钢丝圈组成的系统中,钢领是静止的,而钢丝圈以高达 45 m/s 的速度运动。当钢丝圈与钢领接触点的压力超过 35 N/mm2时,将产生摩擦和热量,导致钢领和钢丝圈接触点处温度升高。钢丝圈比钢领柔软,纺纱时纱线会向上牵引钢丝圈,由于气体膨胀作用,钢丝圈的弹性随着使用时间的延长而增加,故使用过的钢丝圈拉伸性能更好。
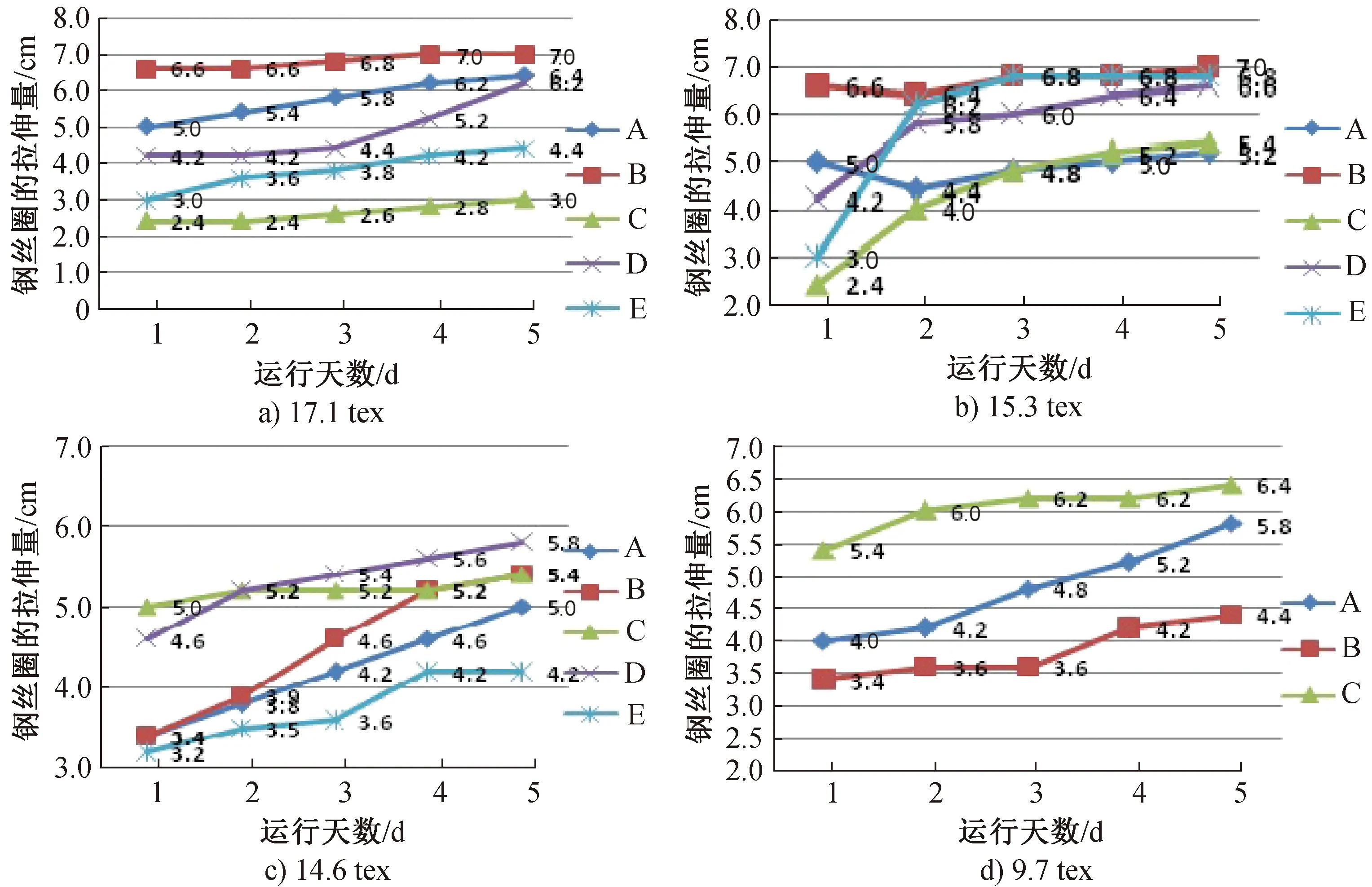
图2 纺制不同线密度纱线,钢丝圈类型和钢丝圈运行天数对钢丝圈拉伸性能的影响
3 结论
研究发现,钢丝圈的设计和表面处理可改变钢丝圈与钢领的接触。钢丝圈质量随着运行时间的增加而减小,且这种质量损失可能会导致纱线品质下降。
因此,各种类型的钢丝圈应在其质量损失率最低的情况下使用。钢丝圈的拉伸量随着钢丝圈和钢领之间摩擦产生热量而增大。钢丝圈的表面处理方式、运行时间和纺制的纱线线密度变化均对钢丝圈质量和拉伸性能产生影响。