航天器典型碳纤维复合材料零件加工方法研究
2017-07-06陈锡宝王春健张加波
龚 康 左 彬 李 琳 陈锡宝 王春健 张加波
航天器典型碳纤维复合材料零件加工方法研究
龚 康 左 彬 李 琳 陈锡宝 王春健 张加波
(北京卫星制造厂,北京100094)

通过分析碳纤维复合材料的结构特点与物理力学特性,总结了此类材料的加工机理与加工难点,针对不同结构形式的碳纤维复合材料零件,从碳纤维复合材料的加工刀具技术、切削工艺方法、加工方式等方面开展工艺技术研究,制定合理的机械加工解决方案,从而实现碳纤维复合材料的高质量、高精度、高效率、低成本加工。
碳纤维复合材料;切削刀具;加工方案;工艺装置
1 引言
目前航天器结构与机构已广泛采用了具有高比刚度、高比强度、尺寸稳定性好的碳纤维复合材料,由于碳纤维轻质的特性,其在航天、航空领域具有良好的应用前景[1]。
碳纤维复合材料是碳纤维通过界面层与韧性基体粘结的层合结构,具有各向异性、微观构造不均匀、层间剪切模量较低,层间剪切和拉伸强度更低等特点,导致其加工难度大,要获得高精度、高质量的零件往往非常困难。然而,在航天器生产制造中,为了保证装配精度,一些碳纤维材料的安装面、连接孔、定位孔和轮廓等均需要进行切削加工,切削后精度要求很高,因此,如何能够获取一种工艺途径来保证不同种类的碳纤维零件的精密加工制造已成为行业内的普遍难题[2]。
2 基于零件构型的航天器碳纤维零件分类

图1 典型加工缺陷示意图
由于碳纤维材料具有上述结构特点,而且碳纤维复合材料性能不断提高(从T300到T700,从M40到M55J、M60J),以及产品结构的复杂程度增加(从二维平面结构的加工到三维曲面结构的加工),碳纤维复合材料零件的可加工性能越来越差。加工质量缺陷、加工精度差、刀具磨损快、废品率高等问题严重制约着碳纤维复合材料的加工效率,给碳纤维复合材料大批量应用带来了瓶颈。典型加工缺陷如图1所示。
对于碳纤维复合材料而言,由于零件结构形式不同、尺寸不同、加工部位不同,加工过程中的主要难点就不尽相同,所以采取的机械加工方案也不同。根据目前碳纤维复合材料零件在航天器产品中的应用情况,按照机械加工方案的不同,可以将典型航天器碳纤维复合材料零件归纳为三类:平板类零件、旋转壳体类零件、异型支架类零件。

图2 典型航天器碳纤维材料零件分类
典型的平板类零件主要包括卫星结构板、太阳翼基板及组件、卫星天线骨架等;典型壳体类的碳纤维复合材料零件主要包括中心承力筒、端部法兰、对接法兰、杆件等产品;典型碳纤维复合材料支架类零件包括各类仪器支架、太阳翼铰链支架等产品,如图2所示。这些零件在结构形式、产品尺寸、所需加工部位方面都有很大的差异性,下面将针对三类零件的加工特点,提出有针对性的机械加工解决方案。
3 典型碳纤维复合材料零件机械加工解决方案
3.1 平板类零件加工解决方案
3.1.1 卫星结构板/基板

图3 平板类零件-基板
典型的碳纤维复合材料的基板如图3所示,需要进行切削加工的特征包括各种直径的孔和外形轮廓等。孔直径范围3.3~16mm;部分连接孔尺寸公差要求±0.01mm,位置度公差要求在0.3mm;部分零件直线度、垂直度、对称度均有较高要求。
结构板/基板类零件结构较为稳定,加工过程中变形量较小,加工难点主要在于刀具的快速磨损和加工精度难以保证,以及蜂窝夹层结构在切削过程中造成蒙皮和蜂窝间的分离。
机械加工解决方案:
a. 在切削刀具方面,结构板/基板类零件加工一般需要钻削刀具、铣削刀具和镗削刀具。对于含有蜂窝夹层的结构板铣削轮廓时应选用人字形刃铣刀,此刃形刀具的双螺旋可确保将切削力合力指向复合材料的内侧。刀具材料优先选用硬质合金和金刚石材料。进行镗孔加工时,当零件厚度大于30mm,且加工孔的尺寸精度要求较高时,为了避免由于刀具磨损产生的“锥形孔”现象,镗削刀具材料只能选择金刚石材料,“锥形孔”现象如图4所示。

图4 由于刀具磨损导致的锥形孔加工效果
b. 在装夹方面,由于结构板/基板类零件尺寸大、结构稳定、切削力小,所以夹紧力不宜过大,尤其是含有蜂窝夹层的结构板。
c. 在加工方式选择方面,钻削加工时应采用数控机床啄孔的方式,有利于切屑及时排出和热量的散发,可起到保护刀具、延长刀具寿命的作用。铣削加工时,深度方向尽可能一次加工到位,避免分层;且应选择逆铣而非顺铣的加工方式,以期获得更好的加工质量。
3.1.2 天线骨架类零件

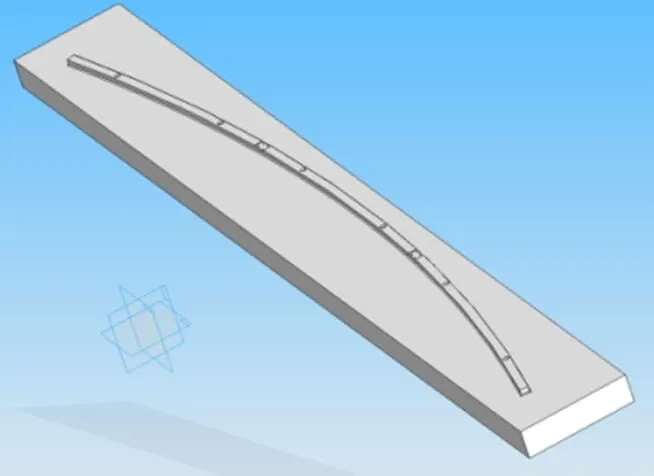
图5 天线骨架类零件
卫星天线肋产品由主肋、精确肋和辅肋组成,其坯件由碳纤维复合材料(M40)铺叠成型后,需对肋内外侧抛物面外形及大量的孔进行数控加工,各肋坯件长度在500~1000mm,宽度约25mm,厚度1mm,且肋表面分布几十个10mm和2mm减轻孔,属于弱刚性结构,如图5所示。设计要求肋条各段曲线轮廓精度<0.1mm,其中安装孔2.5mm孔径公差要求在0.014mm以内,位置度要求在0.1mm以内。
天线骨架类零件属于典型的弱刚性结构,且加工尺寸跨度大,精度要求高。为了保证零件轮廓精度,外形轮廓加工过程中不能换刀,需要一次加工完成,且应尽可能减小切削力避免零件变形,这就对加工刀具和装夹方式提出了较高要求:刀具切削刃既要锋利又要耐磨损,装夹既要稳定可靠又要减小夹紧过程产生的变形积累。此类零件的加工难点主要在于切削力易引起零件变形、刀具快速磨损、外形轮廓精度难以保证。
机械加工解决方案:在切削刀具方面,为了保证外形轮廓精度,外形轮廓需要一次加工完成,中间不能换刀。所以铣削刀具既要足够锋利(减小切削力引起的零件变形),又要寿命长(切削长度1000mm以上不磨损)。为获得加工效果最好的刀具,分别选用了小螺旋角铣刀、人字刃压迫式立铣刀和菠萝刃铣刀3种碳纤维材料常用加工刀具,进行刀具切削实验,实验效果如表1所示。
表1 刀具切削实验效果表
铣刀类型刀具示意加工效果特点与适应性 小螺旋角铣刀特点:减小轴向力,抑制分层,可获得良好的侧壁表面质量。可适用于加工较厚的纤维层合材料或夹层材料。 人字刃压迫式立铣刀特点:平衡轴向力,确保将切削力合力指向材料的内侧。适用于具有一定厚度的纤维增强层合材料或夹层材料。 菠萝刃铣刀特点:排屑好,散热好,耐磨,避免纤维复合材料机体损伤。适用于加工致密、薄板型复合材料加工。
所以,针对天线骨架类零件,在加工刀具方面应选择菠萝刃铣刀,既能保证刀具锋利度,又能保证刀具的耐用度。
a 专用工艺装置设计图 b 定位方式示意图
在定位装夹方面,由于零件的弱刚性结构,必须采用专用的装夹方式,保证加工前后不变形,所以根据产品特点,设计了专用工艺装置,如图6a所示。除了使用专用的工艺装置外,为了避免定位压紧过程存在过定位现象,使用了两个不等径销钉定位:将位于外侧一个销钉磨成阶梯状,如图6b所示,使一个孔径与零件定位孔的孔径一致,一个直径略小于天线肋定位孔的孔径,这种定位方式既可以保证零件的定位精度,又可以有效避免过定位现象,避免定位压紧时产生应力;为了避免夹紧过程中零件变形的逐段累积,造成压紧力去除后零件整体变形较大,还必须采取从中间到两边逐步、对称压紧的方式。
3.2 旋转壳体类零件加工解决方案
典型的壳体类碳纤维复合材料零件如图7所示。需要进行切削加工的部分主要有端部装配平面以及圆柱面、圆锥面上孔特征。

图7 旋转壳体类零件
壳体类碳纤维复合材料零件一般都需要加工大量孔,而且这些孔位是其他零部件的装配基准,其制造精度对整个航天器结构和设备的装配和位置精度有重要影响,因此孔位置精度要求高。此类零件的加工难点主要在于加工孔的数量大、精度高,既要考虑加工效率又要兼顾加工精度。
机械加工解决方案:
a. 在切削刀具方面,壳体类零件加工主要需要钻削刀具和铣削刀具,由于需要加工部位多,所以要着重考虑刀具的耐磨性,应选择带金刚石涂层的刀具。
b. 在装夹方面,壳体类零件属于整体薄壁圆筒壳体结构,在加工过程中容易产生振动,影响尺寸精度和表面质量,因此需要借助组合夹具定位和夹紧。
c. 在加工方式选择方面,主要应考虑避免加工过程中孔出口撕裂的现象。碳纤维复合材料钻削加工时,孔出口撕裂的大小程度与许多因素有关,其中最重要的因素是钻削力,而影响钻削力最重要的因素包括钻头直径、进给速度及主轴转速等[3,4]。所以为了保证加工表面质量,钻头直径尺寸不能太大,大直径孔加工时应选择铣削方式,具体选用原则为:直径小于等于10mm的孔在加工时直接钻削到目标尺寸值;直径大于10mm的孔在加工时先用10.2mm钻头钻削底孔,再用10mm铣刀将孔铣到目标尺寸值。
d. 在切削参数方面,由于需要加工大量孔,所以需要选择合理的切削参数提高零件加工质量和加工效率。影响碳纤维复合材料切削性能的主要因素有切削速度和每齿进给量。较高的切削速度可以迅速切断纤维防止起毛,但转速太高会影响刀具的使用寿命。经实验验证,进给量在0.008~0.03mm/r之间,转速在1400~1600r/min之间时钻孔分层较少,毛刺较少,且钻头磨损量小,所用刀具的优选工艺参数见表2。
表2 壳体类零件优选加工工艺参数
刀具类型刀具直径D/mm切削速度vc/m·min-1每齿进给量fz/mm·Z-1主轴转速n/r·min-1 带金刚石涂层钻头Φ10.2300.011500 带金刚石涂层铣刀Φ10900.031500 带金刚石涂层钻头Φ4200.011000 带金刚石涂层钻头Φ6200.011000
3.3 异型支架类零件加工解决方案
典型的异型支架类零件如图8所示。零件成型后切削加工的内容主要包括铣磨平面、孔加工、铣轮廓等工艺过程,其中支架的安装面与定位面均具有较高的加工精度要求。

图8 异形支架类零件
碳纤维复合材料的异型支架类零件一般含胶量较高,可加工性好于平板类零件和旋转壳体类零件。此类零件的加工难点主要在于,由于成形精度低,加工基准误差较大,按理论尺寸进行面加工易造成壁厚不均匀的现象,进行孔加工易造成孔位偏差较大的现象。
机械加工解决方案:
a. 在加工方式选择方面,由于成形精度低,如果直接在数控机床上按理论尺寸加工,容易因为理论形状与实际形状之间的偏差,造成孔位偏差较大或进行面加工后壁厚不均匀,所以对于精度要求不高的铆钉孔、螺栓孔以及定位面,应在专用工艺装置(如钻模)的辅助下,优先选用手持工具加工;对于精度要求高的部分,应上五轴机床加工,加工过程中,首先要根据零件的实际形状,在切削量最小的情况下加工基准面,然后在零件的两个方向上逐渐调整理论形状和实际形状之间的偏差,尽量减小加工后壁厚不均匀和孔位偏差较大的现象。
b. 在切削刀具方面,铣削轮廓时优选菠萝刃铣刀,且带金刚石涂层;进行面加工时,采用磨削刀具或带金刚石涂层的铣削刀具,磨削加工如图9所示。
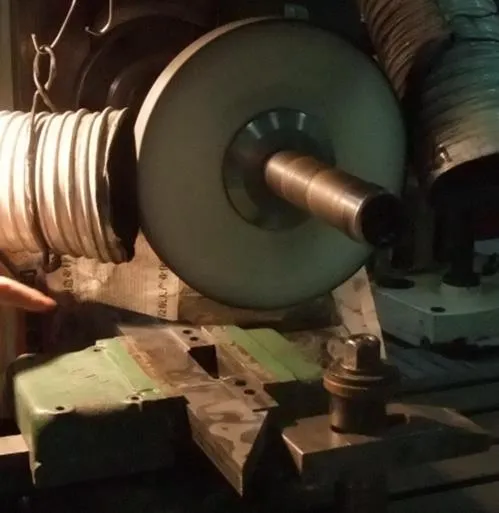
a 磨削加工 b 磨削加工后的零件
c. 在磨削参数方面,由于碳纤维复合材料中环氧树脂的热强度一般在200~300℃,所以磨削时接触区平均温度不能超过300℃[5]。为保证切削温度在300℃以内,一般采取如下磨削参数:磨削深度小于0.04mm,砂轮线速度小于19.6mm/s,进给速度小于20m/min。
4 结束语
在分析碳纤维复合材料的结构特点和机械加工特性的基础上,通过试验验证的方法,按照平板类零件、旋转壳体类零件和异型支架类零件的分类方式,总结了各类型碳纤维复合材料加工过程中刀具材料、刀具刃形结构、刀具几何参数、加工工艺装置、加工方式等方面的选择技巧和原则。其中,在碳纤维复合材料结构板/基板类零件镗削加工中,通过本文的研究成果选择刀具和切削工艺方法后,在保证加工质量的前提下数控机床孔加工效率可提高60%~150%,刀具寿命可延长10倍以上。
后续针对碳纤维复合材料加工工艺技术的研究以及推广应用方面,还应考虑以下几个方面:
a. 加工过程中的安全与环保要求需要重点考虑,在加工过程中现场操作人员需佩戴防护手套、口罩,配备工业吸尘器等装置。在条件允许的情况下,可给机床配备专用的吸尘、过滤系统,以及组建具有集中排风功能的负压车间。
b. 研究思路和取得的研究成果可对其它树脂基复合材料(玻璃钢、硼纤维及其它高韧纤维复合材料等)进行推广应用。
c. 可探索碳纤维复合材料的其它特种加工方法,如超声振动加工、高压水射流加工。
1 崔海坡,温卫东,徐颖. 冲击后复合材料板剩余抗拉强度影响因素分析[J]. 机械工程学报,2008,44(2):49~53
2 李志强,樊锐,陈五一,等. 纤维增强复合材料的机械加工技术[J]. 航空制造技术,2003(12):34~37
3 Tsao C C, Cheng H H. The effect of chisel length and associated pilot hole on delamination when drilling composite material[J]. International Journal of Machine Tools&Manufacture, 2003, 43(1): 1087~1092
4 Won M S, Dharan C K H. Chisel edge and pilot hole effects in drilling composite laminates[J]. Transactions of ASME, 2002, 124(2): 242~247
5 鲍永杰,高航,马海龙,等. 单向C/E复合材料磨削制孔温度场模型的研究[J]. 机械工程学报,2012,48(1):169~176
Research on Machining Method of Typical Carbon Fiber Composite Parts for Spacecrafts
Gong Kang Zuo Bin Li Lin Chen Xibao Wang Chunjian Zhang Jiabo
(Beijing Spacecrafts,Beijing 100094)
The structural characteristics and the physical and mechanical properties of carbon fiber composite materials are analyzed, and the machining mechanism and the machining difficulties of these materials are summarized. Regarding to the parts for carbon fiber composite materials of different structure forms, technology research is carried out from the aspects of composite material machining tool, carbon fiber cutting process, and machining methods, etc. A reasonable solution plan of machining is drawn through this research, so as to realize high quality, high precision, high efficiency and low processing cost of the machining of carbon fiber composite material.
carbon fiber composites;cuttingg tool;machining scheme;process unit
2017-05-22
龚康(1986),工程师,机械工程及自动化专业;研究方向:星船结构工艺。
