废旧锂离子电池正极材料的分离及成分分析的实验研究
2017-07-05詹淼沈新颖朱路平王利军
詹淼,沈新颖,朱路平,王利军
废旧锂离子电池正极材料的分离及成分分析的实验研究
詹淼a,b,沈新颖a,b,朱路平a,王利军a
(上海第二工业大学a.环境与材料工程学院;b.上海电子废弃物资源化协同创新中心,上海201209)
采用人工拆解、高温处理以及浓硫酸与过氧化氢溶解等方式对钴锂离子电池电极材料进行分离及成分分析,考察了浓硫酸加入量、反应温度、时间对正极材料溶解率的影响。研究结果表明:当浓硫酸加入2m L、控制反应温度70°C、反应时间40m in时,正极材料能够在溶液中很好地溶解,溶解率最高可达92.1%。通过定量分析发现,该锂离子电池正极材料中钴的含量最大,质量分数可达29.52%。与铜钴硫化矿、含钴黄铁矿等矿石相比,该锂离子正极材料的钴丰度较高,极具回收价值。
废旧锂离子电池;正极材料;钴酸锂;分离
0 引言
锂离子电池的结构与传统的化学电池类似,也是由正极、负极、电解质、隔膜和电池外壳及包装材料组成。目前市售的锂离子电池主要用含锂的过渡金属氧化物做正极材料,比如层状结构的钴酸锂(LiCoO2)、尖晶石结构的锰酸锂(LiMn2O4)和橄榄石结构的磷酸铁锂(LiFePO4)等[1]。负极材料则一般是由天然、人工石墨或石油焦等软碳或硬碳材料所组成。锂离子电池是典型的二次电池,自1990年实现商业化以来,以其容量大、质量轻、循环性能优良且无记忆性等诸多优点,被广泛应用于移动电话、笔记本电脑和数码相机等便携式电子设备中[2]。但是,锂离子电池在被大量使用的同时,其报废量也在迅速增加。废旧锂离子电池含有大量有价金属,回收这些有价金属尤其是钴将大大缓解钴资源的紧缺。相反,若这些问题不能得到有效解决,不但会造成资源浪费,而且会对人类健康和环境产生很大的威胁[3-5]。因此,如何在治理“电池污染”的同时,实现废旧电池中有色金属资源尤其是钴的综合循环回收,已成为社会关注的热点问题。
锂离子电池正极材料主要为钴酸锂,它黏粘结在铝箔上,较难分离。目前国内外对于锂离子电池正极材料特别是钴酸锂分离的研究并不多,其中,文献[6-7]中分别采用有机溶剂溶解的方法对LiCoO2和A l箔进行分离和回收[6-7]。然而,有机试剂的使用在一定程度上会对环境和人体健康产生不利影响。因此,有必要对废旧锂离子电池中钴酸锂的处理工艺进行进一步的实验研究,探索和开发钴酸锂的回收利用的新工艺。本文采用人工拆解、高温处理的方式对锂离子电池的电极材料进行分离及成分分析的实验研究;并在一定温度下,通过H2SO4+H2O2体系溶解分离出来的正极材料——钴酸锂。考察了浓硫酸加入量、反应温度、时间对正极材料溶解率的影响。
1 实验
试剂:氯化钠,硫酸,双氧水,均为市售分析纯;去离子水;废旧的锂离子电池来自上海某锂离子电池公司。
1.1实验过程
1.1.1废旧钴锂离子电池的拆解
为了防止锂离子电池在拆解过程中发生爆炸等意外,所以手工拆解要迅速,并且首先将废旧钴锂离子电池置于食盐水中充分放电(本文拆解的电池都是经过充分放电),然后用剪刀剪开外壳,可以看到古铜色铜箔为负极集流体,银白色铝箔为正极集流体。铜极、铝极与高分子薄膜交替卷成了电芯,揭开高分子薄膜,可以看到铜箔和铝箔表面均附着有黑色物质,铜箔表面附着的是CLix,铝箔表面附着的是LiCoO2。
1.1.2钴锂离子电池正极材料的分离
调查锂离子电池的装配工艺发现,正负极金属基板上的LiCoO2和CLix是通过有机粘合剂涂布的。无论铜箔和CLix,还是铝箔和LiCoO2,它们之间都没有内嵌的结构。电极材料与金属基板之间,存在一定的间隙,是相对松散的结构,可以分离。正极材料的分离主要有机械分离、热处理、溶剂溶解以及手工分离等多种方法。这里将锂离子电池正极材料与正极集流体分离的方法是热处理加手工分离的方法,即首先称取一定质量的正极集流体,然后放在马弗炉里进行高温热预处理。热处理之后,将正极材料LiCoO2从铝箔刮下,从而达到正极材料与正极集流体分离的目的。
1.1.3正极材料的溶解
目前已经有文献报道用盐酸和硝酸对正极材料中的Co、Fe等元素进行溶解实验,硫酸较盐酸和硝酸难挥发,浸出过程中不会产生Cl2和NOx等有害气体[8-9]。这里采用的是浓硫酸与过氧化氢溶解的方式,用硫酸溶解能保护操作人员的安全性,同时还具有环境污染小、价廉等优点。过氧化氢在整个溶解过程中充当还原剂,能够促进钴酸锂的溶解。
具体步骤为:称M1g黑色粉末状的正极材料,置于装有10m L蒸馏水的烧杯中,用移液管加入适量的浓硫酸。放在恒温磁力搅拌器上加热,匀速搅拌,同时,加入过量的H2O2。待无气泡冒出后,过滤,得到电池正极材料的溶解母液。滤饼于烘箱中在100°C下干燥,称重记为M2g。废旧锂离子电池正极材料的溶解率为:
通过调节浓硫酸加入量、加热温度、加热时间等条件,得到最大的溶解率。
1.2分析方法
样品中钴以及其它元素的液相分析采用美国A-6300电感耦合等离子光谱仪(ICP);pH值测定使用PHS-3C型pH计;物相分析采用德国BRUKERD D8 advance型X射线衍射仪,其中铜靶光源波长λ=0.154 06 nm,操作电压为40 kV,操作电流为20mA,扫描速度为6°/m in,扫描角度为10°~80°。
2 结果与讨论
2.1温度对正极材料从铝箔上脱落的影响
预处理过程的目的在于实现正极材料的分离。将预处理的正极集流体质量记为M1,热处理温度分别为200°C、300°C、400°C、500°C、600°C,保温2 h。经热处理之后的铝箔质量记为M2。则正极集流体表面正极材料的脱除率计算公式为:

图1为不同处理温度下对应脱除率的关系曲线。由图可见,随着温度的升高,脱除率ω先增加后降低,在400°C条件下,正极材料脱落效果最好。其原因可能是低于400°C时,固定正极材料的粘合剂不能完全熔融;温度过高则可能使铝箔熔融,而和正极材料产生黏连。
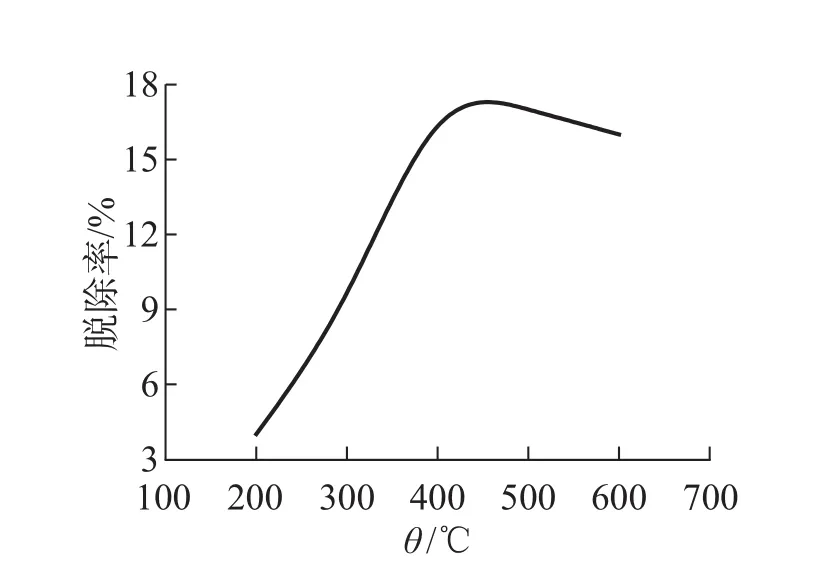
图1 温度对锂离子电池正极材料从铝箔上脱落的影响Fig.1 Effect of temperature on the loosing of the cathode materials from aluminum foil in lithium ion battery
2.2浓硫酸加入量对正极材料溶解率的影响
在70°C且H2O2为2m L的情况下,研究了98%的浓硫酸的加入量对锂离子电池正极材料溶解率的影响。实验发现,浓硫酸的加入量对正极材料的溶解起到很大作用,如图2所示。
随着浓硫酸加入量的增多,正极材料的溶解率持续增加,其反应的作用机制如下:
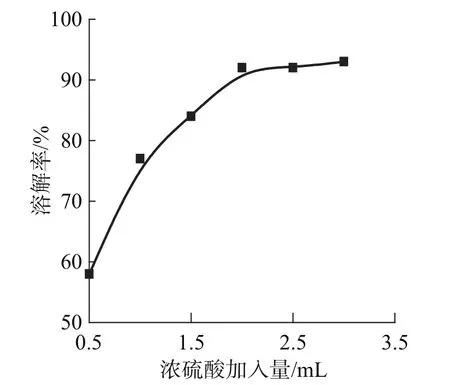
图2 浓硫酸加入量对正极材料溶解率的影响Fig.2 Effectof concentrated sulfuric acid concentration on the dissolution rateof the cathodematerials
但是这种溶解率与浓硫酸加入量的正相关增加不是无限的:当加入的浓硫酸体积超过2m L时,正极材料的容积率达到最大,约为87.6%;继续增加浓硫酸,正极材料的溶解率反而下降。因此,在此条件下,2m L浓硫酸的加入量为该锂离子正极材料溶解的最优加入量。
2.3反应温度对正极材料溶解率的影响
在浓硫酸为2m L且其他条件不变的条件下,本文也考察了反应温度对正极材料溶解率的影响。图3为反应温度对正极材料溶解率的曲线图。通过线性拟合可以得到钟形的反应温度-溶解率曲线。
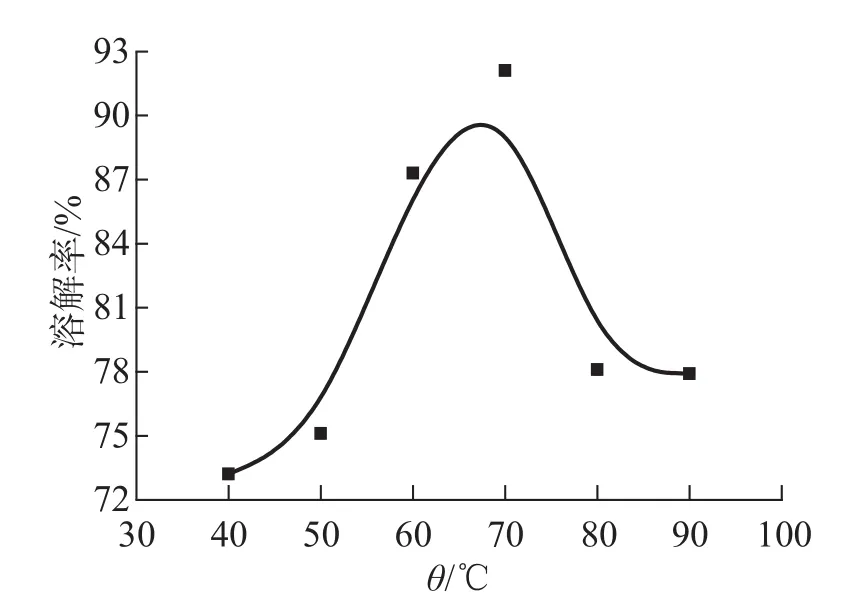
图3 加热温度对正极材料溶解率的影响Fig.3 Effect of heating temperature on the dissolution rate of the cathodematerials
由图3可见,不同的加热温度对正极材料的溶解率影响较大。温度从40°C上升至70°C,正极材料的溶解率明显增加,从72.8%很快增加至92.1%。随后,温度增加,正极材料的溶解率呈现下降趋势,当温度达到80°C时,溶解率降至77.5%,继续提高温度至90°C,溶解率的变化趋于平缓。这可能是由于温度超过70°C以后,过高的温度促使H2O2分解,起不到原本促进溶解的作用,从而降低了正极材料的溶解率。据此,可确定该锂离子电池正极材料的最佳溶解温度为70°C。
2.4反应时间对正极材料溶解率的影响
除了研究浓硫酸的加入量、反应温度对正极材料溶解率的影响外,本文还考察了加热反应时间对锂离子电池正极材料溶解率的影响。
在加热温度为70°C并保持其他条件不变的情况下,加热时间对正极材料溶解率的影响不大,如图4所示。当加热时间从10m in到40m in时,正极材料溶解率从84.6%增加到91.0%,有一个小幅的增加;40m in以后,正极材料的增加趋于平缓,考虑到可能的规模化生产实践,应尽量缩短溶解时间。因此,在此条件下,该锂离子电池正极材料的溶解时间确定为40m in。
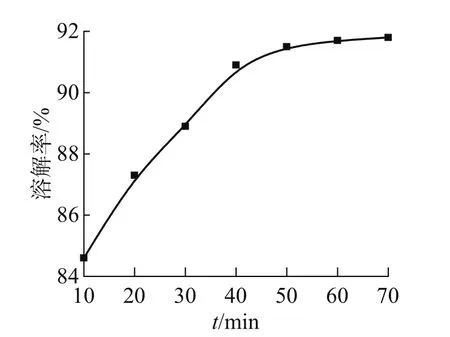
图4 加热时间对正极材料溶解率的影响Fig.4 Effectofheating timeon thedissolution rateof the cathodematerials
2.5正极材料的定性分析
将经高温处理后的正极材料从铝箔表面刮下,收集起来对其干燥研磨过筛后,采用BRUKERD D8 advance X-ray Polycrystalline Diffractometer进行定性分析测试。其XRD结果如图5所示,由图可见,分离得到的正极材料主要存在的物质是LiCoO2和CoO。其中LiCoO2为锂离子正极材料的基本原料,且与提供该批次电池的厂商说明相一致。而CoO的出现可能是在400°C高温热处理的过程中,LiCoO2被碳粉部分还原所致的。
2.6正极材料金属元素含量的定量分析
称取1.00 g经过干燥的正极电极材料溶解在10m L蒸馏水中,加入2m L浓硫酸和过量H2O2,于70°C搅拌加热40m in后,得到紫红色的溶解液。抽滤收集滤液并用纯净水定容到100.00m L,采用电感耦合等离子光谱法(ICP)对其进行定量分析。该锂离子电池正极材料金属元素化学组成如表1所示。
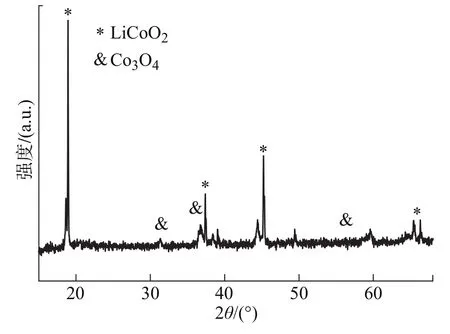
图5 正极材料的XRD图谱Fig.5 XRD of the cathodematerials

表1 锂离子电池正极材料金属元素化学组成Tab.1 Chem ical composition in the cathode materials of the spent lithium ion battery
结果显示,该锂离子电池正极材料金属元素含量丰富,但以钴的含量最大,质量分数达到了29.52%。明显高于铜钴硫化矿、含钴黄铁矿等一般矿石[10](见表2),极具回收价值。

表2 几种含钴精矿的化学组成[10]Tab.2 Chemical composition of some kinds of cobalt m ineral[10]
3 结论
(1)采用热处理加手工分离的方法可以实现正极材料与正极集流体的有效分离。研究表明,400°C为该体系最优热处理温度。
(2)在此工艺过程中,以浓H2SO4和H2O2的混合溶剂进行正极材料的溶解,其最优条件为:1.00 g正极电极材料,10m L蒸馏水,2m L浓硫酸,反应温度为70°C,反应时间为40m in。
(3)该法所用药品来源广泛,价格低廉,无污染与腐蚀,且操作简便,正极材料溶解率高,经进一步纯化处理后可再次利用,制备氧化钴及铁酸钴的材料,推广应用前景广阔。
[1]张忠东.锂离子正极材料LiMnO2的研究进展[D].吉林:东北师范大学,2009.
[2]王超,刘兴泉,张峥,等.尖晶石锰酸锂的柠檬酸辅助溶胶-凝胶法合成及电化学表征[J].化工科技,2011, 19(6):1-6.
[3]ARALH,VECCHIO-SADUSA.Toxicity of lithium tohumans and the envmonment—A literature review[J].Ecotoxicology and Environmental Safety,2008,70(3):349-356.
[4]CASTILLO S,ANSART F,LABRET-ROBERT C,et al. Advances in the recovering of spent lithium battery compounds[J].Journalof Power Sources,2002,112(1):247-254.
[5]席国喜,焦玉字,路迈西.废旧锂离子电池资源化研究现状[J].再生资源与循环经济,2008,1(1):38-41.
[6]TONG D,LAIQ Y,JIX Y.Recycling of LiCoO2cathode materials from spent lithium ion batteries[J].Journal of Chem ical Industry and Engineering(China),2005,56(10):1967-1970.
[7]吕小三,雷立旭,余小文,等.一种废旧锂离子电池成分分离的方法[J].电池,2007,37(1):79-80.
[8]ZHANG P,YOKOYAMA T,ITABASHI O,et al.Hydrometallurgicalprocess for recovery ofmetalvalues from spent nickel-metal hydride secondary batteries[J].Hydrometallurgy,1998,50(1):61-75.
[9]DORELLA G,MANSURM B.A study of the separation of cobalt from spent Li-ion battery residues[J].Journalof Power Sources,2007,170(1):210-215.
[10]欧秀芹,孙新华,程耀丽.废锂离子电池的综合处理方法[J].天津化工,2002(4):35-36.
Experimental Study on Separation and Com ponent Analysisof CathodeM aterials from Spent Lithium Ion Battery
ZHANM iaoa,b,SHEN Xinyinga,b,ZHU Lupinga,WANG Lijuna
(a.Schoolof Environmentaland Materials Engineering;b.ShanghaiCooperative Innovation Center for WEEERecycling,ShanghaiPolytechnic University,Shanghai201209,China)
The separation and component analysis of the cathodematerials from spent lithium ion battery was studied by the way of manual disassembly and high temperature treatment.Themixture of H2SO4and H2O2was used as the solvent.The effects of the concentration of sulfuric acid,reaction temperature and time on the dissolution rate of the cathodematerialswere investigated.The results showed that,under the optimum conditions,i.e.,the concentration of sulfuric acid was 2m L,reaction temperaturewas 70°C and timewas40min,the cathodematerial could bewell dissolved in solution.The dissolution rate of the cathodematerialswasup to 92.1%under this condition.Thequantitative analysis showed that the contentof cobalt in the cathodematerialof the spent lithium ion battery was the highest,and themass fraction was 29.52%.Compared w ith the copper cobaltsulfide ore,cobalt containing pyrite and otherm inerals,the lithium ion battery cathodematerialhashigh cobaltabundance and high recovery value.
spent lithium ion battery;cathodematerials;lithium cobaltoxides(LiCoO2);separation
X773
A
上海第二工业大学7个项目亮相上交会
2017-01-19
朱路平(1976—),男,湖北咸宁人,副教授,博士,主要研究方向为环境友好功能材料。E-mail:lpzhu@sspu.edu.cn。
上海电子废弃物资源化协同创新中心开放课题(B50ZS120003B-10),上海第二工业大学研究生基金(A01GY16F030),上海市联盟计划项目(LM 201462),上海自然科学基金资助项目(14ZR1417100)资助
近日,2017中国(上海)国际技术进出口交易会(简称“上交会”)在上海世博展览馆举行。围绕本届上交会“创新驱动发展,保护知识产权,促进技术贸易”的主题,上海第二工业大学遴选7个项目参展,分别为:低成本磷酸铁产品及其应用开发、基于视觉引导的太阳能电池自动化焊接技术、基于虚拟现实交互技术的教学平台、全自动牧舍清理机器人、天然植物液吸收-微波紫外光催化氧化技术一体化废气净化系统、移动人群体温自动监测系统、智能磁悬浮仪。参展项目受到各级领导、企业人士和专业观众的好评。
上海市教委巡视员蒋红、市教委科技发展中心主任陆震、校长俞涛等领导亲临展位现场,对上海第二工业大学参展项目给予关心和指导。