高泳透力薄膜电泳漆的应用研究
2017-06-24陈卫东北京汽车股份有限公司北京101310
陈卫东,余 皓 (北京汽车股份有限公司,北京 101310)
高泳透力薄膜电泳漆的应用研究
陈卫东,余 皓 (北京汽车股份有限公司,北京 101310)
通过实验室试验分析高泳透力薄膜电泳漆的物化性能、防腐性能,并实车测量相关数据,发掘其技术优势。经过详细的对比,确认高泳透力电泳漆在防腐性能、成本等方面均优于传统电泳漆。
高泳透力薄膜电泳漆;防腐性;技术优势
0 引言
随着国家强制“三包”要求的实施,对汽车防腐的要求越来越高。作为整车防腐的第一道工序,电泳漆膜的质量引起了各主机厂及涂料供应商的重点关注,纷纷加大了高泳透力薄膜电泳漆的应用力度。高泳透力薄膜电泳漆在降低外板膜厚的同时,提高了内板及盒装结构的膜厚,进而提高了整车的耐腐蚀性能。为了将高泳透力薄膜电泳漆应用到汽车车身的涂装中,研究人员模拟实际生产进行试验,以不同混槽比例的高泳透力薄膜电泳漆替代普通电泳漆,研究其应用的可行性。
1 高泳透力薄膜电泳漆的技术优势
1.1 防腐优势
在一定范围内,电泳漆的膜厚越大,防腐性能越好。由于电泳过程受到电压、电流以及电场强度等多方面的影响,汽车外板的实际膜厚要高于内板膜厚。故根据经验、试验数据、上膜的难易程度及工作环境分别制定膜厚要求:外板兼顾外观及防腐要求,膜厚要求>15 μm;内板只需满足防腐要求,膜厚>12 μm,内腔膜厚>9 μm即可。表1为高泳透力薄膜电泳漆与传统电泳漆膜厚对比。

表1 高泳透力薄膜电泳漆与传统电泳漆膜厚对比Table 1 Comparison of the film thickness between high throwing power electrophoretic paint and traditional electrophoretic paint
由表1可见:与传统电泳漆相比,高泳透力薄膜电泳漆外板膜厚更低,且内外板膜厚能够同时满足防腐要求,优于传统电泳漆。表1为实车测量数据,下面从实验室角度分析高泳透力电泳漆,采用泳透力指标来衡量电泳漆内板的上膜能力。泳透力,即电泳漆对被涂物的涂覆能力。泳透力高,则表明在外板膜厚不变的情况下,内板膜厚更高。
实验室泳透力的检测方法:四枚盒法,即采用4块试板分别在其正反两面标注A-H。将4块试板平行固定好,极距为15 mm,整体进行电泳,电泳结束后,G面膜厚与A面膜厚的比值即为泳透力。图1为高泳透力薄膜电泳漆与传统电泳漆膜厚比较。
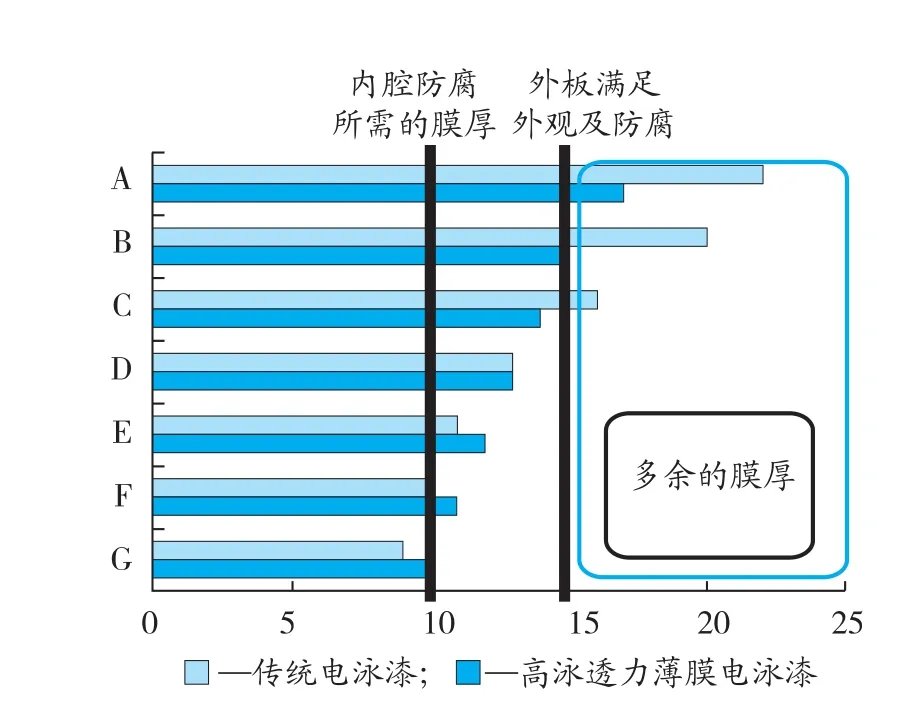
图1 高泳透力薄膜电泳漆与传统电泳漆膜厚比较Figure 1 Comparison of the film thickness between the high throwing power electrophoretic paint and the traditional electrophoretic paint
由图1可见:高泳透力薄膜电泳漆与传统电泳漆相比,减少了外板多余膜厚,降低了材料消耗;同时内腔亦能够满足防腐要求。
表2为高泳透力薄膜电泳漆和传统电泳漆的膜厚试验数据。经计算,高泳透力薄膜电泳漆的泳透力为9.3/13.5=68.9%,远远大于传统电泳漆的8/19.2=41.7%。

表2 高泳透力薄膜电泳漆与传统电泳漆膜厚试验数据Table 2 The film thickness test data of high throwing power electrophoretic paint and traditional electrophoretic paint
高泳透力薄膜电泳漆的设计理念在于通过降低外板膜厚,提高内板、内腔膜厚,从而提高泳透力,在提高整车防腐性能的同时,降低材料消耗。通过实车测量及实验室验证,高泳透力薄膜电泳漆具有更低的外板膜厚及更高的内板、内腔膜厚,即更好的防腐性能。
1.2 性能优势
在实验室对高泳透力薄膜电泳漆进行全面的性能检测,其各项技术指标均合格,结果见表3。
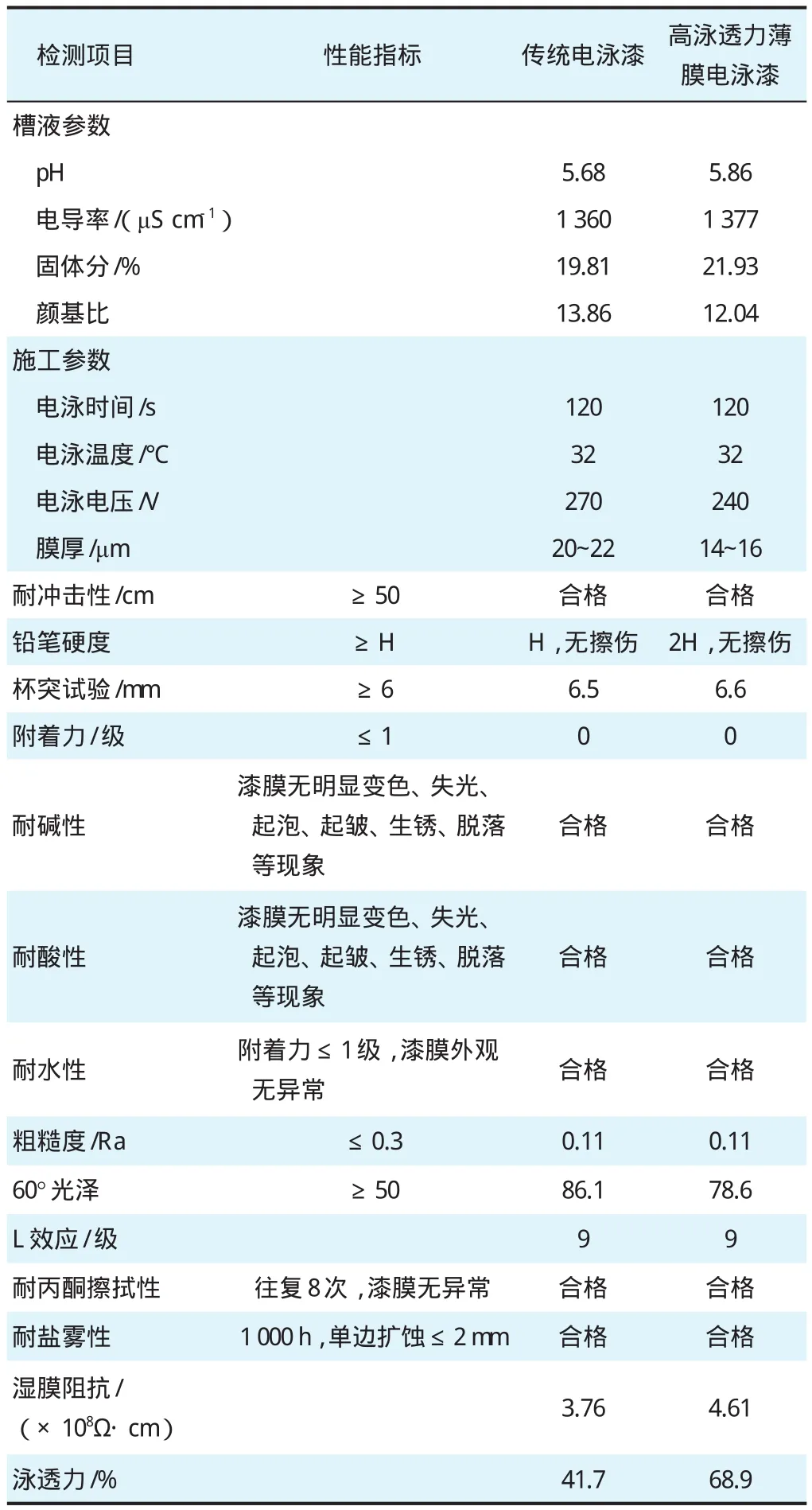
表3 传统电泳漆与高泳透力薄膜电泳漆物化性能对比Table 3 Comparison of physicochemical properties between traditional electrophoretic paint and high throwing power electrophoretic paint
1.3 成本优势
由表3可见:高泳透力薄膜电泳漆湿膜阻抗比传统电泳漆高,从而在外板达到一定膜厚之后,导电性能快速下降,膜厚不再增加,大幅度地降低了外板膜厚。通过对材料消耗的数据统计,单台油漆用量减少约20%,材料成本降低。同时表3还显示出高泳透力薄膜电泳漆电泳电压比传统电泳漆电泳电压降低约30 V,从而降低了涂装车间的能耗成本。
2 线体IPM监测
IPM即电压探测仪。通过IPM仪的测试结果,得出探测点的实际电压,从而了解车身不同部位的电场分布和阳极状态,为分析泳透力的变化提供数据支撑。传统电泳漆和高泳透力薄膜电泳漆的电压数据见表4。
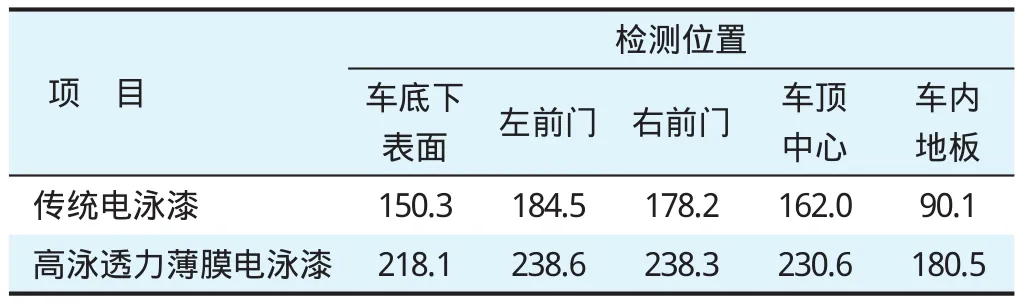
表4 IPM实测电压值Table 4 The actual voltage value tested by IPM
由表4可见:外板车底下表面、左前门、右前门的实际最大电压值分别从150.3 V、184.5 V、178.2 V提升到218.1 V、238.6 V、238.3 V,提升幅度分别为67.8 V、54.1 V、60.1 V;内板车顶中心、车内地板电压值分别从162.0 V、90.1 V提升到230.6 V、180.5 V,提升幅度分别为68.6 V、90.4 V。无论外板、内板,其实际电压值均有明显提升。
通过内外板电压的比值来估算泳透力。传统电泳漆的车内地板电压90.1 V,两侧外表面电压约为181.4 V,内外电压比90.1/181.4=49.67%。高泳透力薄膜电泳漆的车内地板电压180.5 V,两侧外表面电压约为238.45 V,内外电压比180.5/238.45=75.7%,可以明显看出泳透力的提升。
3 传统电泳漆、高泳透力薄膜电泳漆拆车膜厚对比
针对传统电泳漆和高泳透力薄膜电泳漆,分别选取两台涂装完成的车身进行拆解,收集电泳数据。
拆解结果表明:传统电泳漆下边梁膜厚约为4~9 mm,不能满足>9 mm的防腐要求;高泳透力薄膜电泳漆下边梁膜厚为12~15 mm,能够满足>9 mm的防腐要求;传统电泳漆B柱无电泳漆,已出现生锈现象;高泳透力薄膜电泳漆B柱膜厚约为13~15 m m,能够满足>12 mm的防腐要求;传统电泳漆车门外板膜厚约为13~17 m m,部分边角位置不能满足>15 m m的防腐要求;高泳透力薄膜电泳漆车门外板膜厚约为15~17 m m,能够满足>15 mm的防腐要求。
4 结语
在材料部门、工艺部门、涂装车间、涂料供应商的共同努力下,编制了详细的对比分析方案,通过实验室试验及实车验证,证实了高泳透力薄膜电泳漆能够降低外板膜厚,在增加内腔膜厚的同时,提高整车的防腐性能,提搞性价比。
1 王锡春,李文刚.汽车用水性涂料的特征及其涂装技术[J].上海涂料,2012,50(6):38-43.
2 陈卫东,余皓,李文鹏,等.高泳透力薄膜电泳漆的应用研究[J].电镀与涂饰,2014,33(14):621-623.
Application and Research on Thin Film Electrophoretic Paint with High Throwing Power
Chen Weidong,Yu Hao
(Baic Motor Corporation Co.,Ltd.,Beijing,101310,China)
The physicochemical properties and corrosion resistance of thin film electrophoretic paint with high throwing power were analyzed by laboratory tests,and the related data was measured by real vehicle tests so as to explore its technical advantages. After detail comparison, the anti-corrosion performance,cost and other aspects of the high throwing power electrophoretic paint were better than those of the traditional electrophoretic paint.
thin film electrophoretic paint with high throwing power;corrosion resistance;technical advantage
TQ 630.7
A
1009-1696(2017)02-0009-03
2016-12-05
陈卫东,男,大学本科,1988年毕业于青岛科技大学有机化工专业,高级工程师,拥有20年整车及零部件腐蚀与老化研究,化工材料开发、新材料和技术的应用、失效分析及提供现场问题解决方案的从业经验。
