节拍生产在轨道交通制造业中的实践
2017-06-19刘夏阳居国林
刘夏阳 居国林
(1.新誉集团有限公司,213166,常州; 2.江苏常牵庞巴迪牵引系统有限公司,213166,常州∥第一作者,副总经理)
节拍生产在轨道交通制造业中的实践
刘夏阳1居国林2
(1.新誉集团有限公司,213166,常州; 2.江苏常牵庞巴迪牵引系统有限公司,213166,常州∥第一作者,副总经理)
通过轨道交通制造业导入节拍生产的实践,对节拍生产从定义到生产线设置方法进行了阐述,并通过举例对传统生产线和节拍生产线在生产效率、设备投资、物流设置、质量管理和人员管理等方面做了深入的分析。说明了节拍生产在成本改善方面的优势、相关应用和注意事项。
节拍生产; 轨道交通; 生产线; 成本
First-author′s address New United Group,213166,Changzhou,China
近年来,随着房地产经济的降温,宏观经济发展也持续放缓,相对而言,轨道交通产业在国家扩大基础设施投资的拉动下,迎来了更多的机会。国内高铁里程已经突破2万km,全国已经有40多个城市批复了轨道交通建设规划,各大主机厂与配套厂家都在积极夺取订单,抢占市场。虽然从宏观来说,轨道交通产业还处于欣欣向荣的局面,但是不同的主机厂和配套厂家还是存在很大的差异。由于普通机车的需求大大下降,一些机车制造的主机厂出现停工与歇业的情况。由于中国铁路总公司每年的动车、高铁招标数量和招标时间的不确定,有些主机厂在完成上个订单后,没有后续的订单能及时衔接,产能出现过剩。所以各大厂家在动车、机车和地铁业务产生波动的时候,还是会或多或少受到一些冲击,生产运营会或多或少带来一些困难,一些固定成本的存在势必会提高成本摊销比例,从而影响全年的盈利能力。所以对于轨道交通企业来讲,降低成本和提高企业的经营柔性,在市场波动时期显得尤为重要。
本文阐述的节拍生产,在效率改善、设备投资、物流设置、质量管理和人员管理等方面都可以起到很好的成本改善作用,对轨道交通制造企业在降低成本方面有着良好的参考意义。
1 节拍生产
所谓节拍生产是指整条生产线按照某个统一节拍时间从第一个工位将产品向最后一个工位推进生产的过程。节拍生产线也称为TAKT生产线(TAKT是一个德语词,原意为脉搏、韵律、格律、节奏以及节拍等,后被引用为生产节拍)。节拍时间的长短由需求量决定。比如,1个月需要交货20列列车,那么按照工作日计算,1列列车的产出节拍时间就大约是1 d。如果1列列车包含更多数量的某个特定产品,则节拍时间即是有效时间与需求数量的比值。
为了便于更清晰地阐述节拍生产,下面专门列举两条生产线:图1为传统生产线,图2为节拍生产线。假设各配置5个工位,都生产A产品,并且A产品包含50道工序。从图1、2可以看出:传统生产线的每个工位都承担一样的工序,负责完成A产品的所有工序,工位之间没有联系;而节拍生产线的每个工位都承担不一样的工序,5个工位共同完成该产品,产品从工位1按序流向工位5。
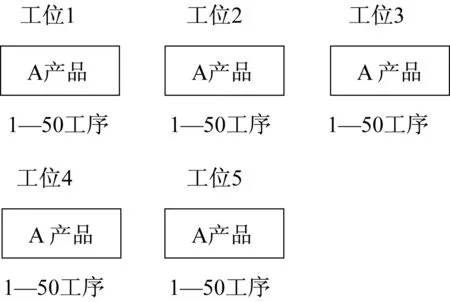
图1 传统生产线
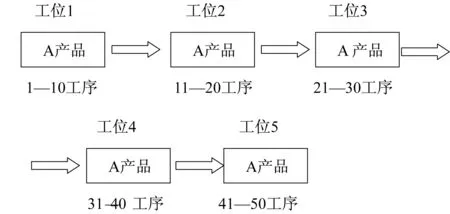
图2 节拍生产线
2 TAKT生产线
2.1 TAKT生产线的设置
为了将TAKT生产线设置方法表述更清楚,根据图2的信息,假设完成A产品的总工时是5 h,每道工序的时间见表1。
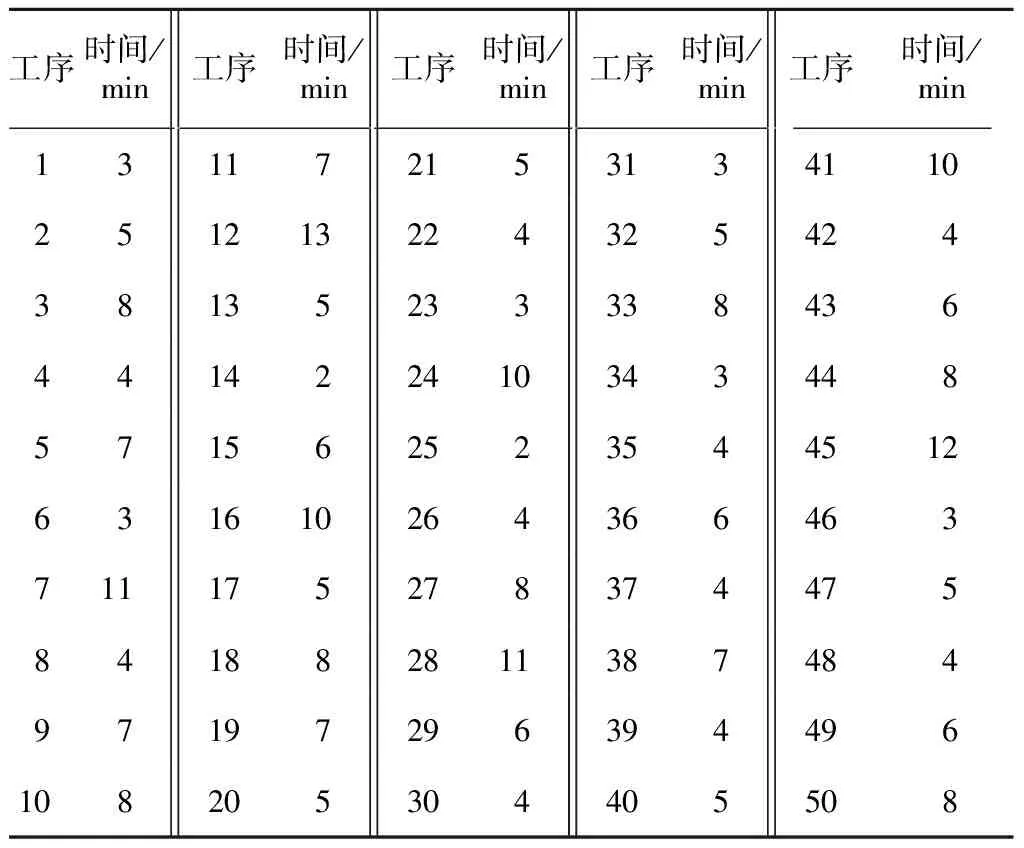
表1 节拍生产的工序时间分配
假设市场需求为每天10台,那么如果按照每天工作10 h计,节拍时间就是1 h/台。由于工位数等于生产线总工时除以节拍时间,那么工位数就是5。根据表1的信息,需要将50道工序拆分给5个工位,每个工位的用时需要在60 min左右,如表2所示。

表2 节拍生产的工位工序分配1
有时在实际工位安排中会出现不同的结果,如表3所示。

表3 节拍生产的工位工序分配2
因为TAKT生产线也是某种意义上的流水线,即产品在各个工位的流转时间应该是一样的。如果不一样,那么用时短的工位就会需要等待用时长的工位结束以后才能将产品流动,整条生产线的TAKT时间就由最长工时的那个工位决定。那么,表2的TAKT时间为63 min,表3的TAKT时间为66 min。如果按照表2来设置生产线,每隔63 min可以生产出1台产品,而按照表3来设置生产线,每隔66 min才生产出1台产品,明显表2的设置要优于表3。
但表2最快的工位5和最慢的工位2之间有7 min的差异,除工位2之外,其他4个工位都存在等待浪费,总浪费时间为3 min+1 min+4 min+7 min=15 min,而15 min/300 min=5%,即整条生产线在设置上就已经损失5%的工时。由此可以看出,要得到生产线最优就要实现浪费最少,即所有工位用时相等的时候,整条生产线的效率才是最优的。
2.2 生产线的优化
在生产实践中,很难实现所有工位用时一致,但通过持续努力或改善,可以趋于一致。在实践中可以考虑以下几种方法:
方法一,将部分工序剥离到预装工位进行生产;
方法二,将部分工序拆分到上下道工位中;
方法三,将存在等待工位的人员在结束本工位工作后分配到用时较长的工位上协助该工位直至所有工序结束。
在上述办法都无法做到的情况下,也可以安排等待工位做一些其他的工作,比如预装的工作,以降低等待损失工时。
2.3 生产线的效率提升
评估1条生产线的效率不仅要看工位间的均衡性,还要看这条生产线的总用时。在工位数量不变的情况下,TAKT时间的缩短就意味着整条生产线用时的缩短。1条生产线随着生产量的增加,员工熟练度的增加,产品质量的日趋稳定,TAKT时间是可以实现不断缩短的。虽然TAKT时间是由需求决定的,但TAKT时间的缩短意味着总工时的减少,也即意味着资源投入的减少,成本的不断降低。具体方法与步骤如下:
(1) 视频分析:对每个工位拍摄视频,分析工人的每一个动作与每一个步骤,这个工作是工时改善最主要的基础工作,很多动作浪费是在不经意间产生的,工人也是无意识的。
(2) 信息汇总:将视频中不合理动作和不增值动作进行识别与记录,并进行归类与汇总。
(3) 制定措施:根据不同类别的不合理动作或不增值动作制定不同的改善措施,如走动浪费则要重新规划工位布局,提供工具和物料获得的便利性。如检验等待工时,则可以考虑导入扭力记录工具之类的实时检验工具。
(4) TAKT时间再设置:通过相关措施,相应的不合理动作或不增值动作会大大降低,因此原有的工序分配及工时配置等都会发生改变,这就需要根据TAKT设置方法与优化方法进行再设置,从而实现效率优化的TAKT生产线。
2.4 设备投资
TAKT生产线的每个工位都是不同的,而所有工位加起来刚好可以生产某个产品,因此TAKT生产线的每个工位配置的设备是不同的,而所有工位配置的设备加起来刚好可以生产某个产品。而相反,在传统生产线中,每个工位都是相同的,每个工位都需要配备生产某个产品的全套设备。假如表1的工序25需要使用价值10万元的设备,那么图1的传统生产线就要配置5台设备,总投资需要50万元;但图2的TAKT生产线仅工位3需要配备该设备,总投资仅10万元,考虑该设备的利用率要大大提高,可能故障率会上升,因此从设备维护角度考虑,再额外投资一套备件是必要的,那么总投资也仅是20万元。因此可以得出结论,TAKT生产线的设备投资是比传统生产线更优的。
2.5 物流设置
无论是传统生产线还是TAKT生产线,都需要根据工位的需求来配料,而且每天的配料总量是相同的,但某个时刻的配料量是不同的。如图1传统生产线,一共5个工位,但各个工位之间没有联系,单个工位工作的快慢对其他工位不产生影响,因此每个工位的实际生产进度可能是不一致的。这种情况导致的配料往往是5个工位都需要进行整套配料,以保证每个工位都有充足的物料。而TAKT生产线工位之间是相互关联的,进度协调一致,因此某个时间点只需要配送不同工位不同工序的用料,加起来刚好是1个产品的整套配料。因此TAKT生产线的线边物料库存较少,而且工位线边需要留有的物料存放空间也较小。因此在物流设置上,TAKT生产线可以比传统生产线取得更好的成本改善。
2.6 质量管理
在传统生产线上,1个工人负责1个产品(见图1),1个工人要操作50道工序,重复时间是5 h。而在TAKT生产线(见图2)上,1个工人只要操作10道工序,重复时间是1 h,所以TAKT生产线的优势是单个工位的工序较少,重复时间缩短,因此工人的错误概率大大降低。
另外以图2为例,1个产品由5个工人按流水线完成,后道的工人可以对前道工人的工序进行检查,整个产品的制造过程,TAKT生产线可以比传统生产线多出4个人来检验。而且由于不是同一个人检验,能够检出错误的几率更高,也就是将错误往后传递的概率越低。所以说TAKT生产线的质量管理比传统生产线更有优势。
2.7 人员管理
在传统生产线中,每个工位的工作是相互独立的,互不影响。而在TAKT生产线中,每个工位的工人都必须按照一定的节拍时间完成自己的工作,而且相互之间是关联的,如果某个工人不能满足这个节拍的话,其他工人的工作就会受到影响,因此就要想办法改进,并达到既定的节拍时间。所以相对传统生产线来讲,TAKT生产线的工作时间更加透明,更利于工时管理,工时改善与成本改善也更容易实现。
另外在培训上,TAKT生产线的优势更加明显。传统生产线培训1个工人完成1个产品需要很长的时间。而在TAKT生产线上,1个工人只是操作部分工序,而非所有工序,学会1个工位的技能只需要较短的时间,因此TAKT生产线的培训时间和培训成本大大降低。
2.8 应用
虽然TAKT生产线在生产效率、设备投资、物流管理、质量管理和人员管理等方面存在诸多优势,但不是所有制造类型都适合导入TAKT生产线,具体如下:
(1) TAKT生产线主要可应用于装配型企业,或者是装配工作占比居多的某个车间、班组,因为相对于装配来说的机械加工、铸造等生产都比较受设备的制约,而设备的刚性比较强,在工序流动、工序优化等方面灵活性比较差。
(2) TAKT生产线区别于流水线,在于所生产产品的单位时间产量有限,基本在个位数或两位数,而不是成千上万的大批量重复制造。
(3) 对于产品体积较大、工作台位投资较大的企业,也可以导入TAKT生产线的理念,考虑产品不流动而人员流动。如图3所示,共有4个工位,每个工位都需要组装A产品,从工序1—40,另外分4个班组,但这4组人不固定属于某个工位,但固定从事某些工序,同一组人在某个台位完成一定工序后,可以到另一个台位接着操作同样的工序,而其他班组的人可以在这组人完成后在这个工位继续操作后面的工序,一个产品在同一个工位由不同班组的人接力完成,但这个过程都是按照固定的节拍时间来完成的,这种模式跟前文所讲述的逻辑非常类似。
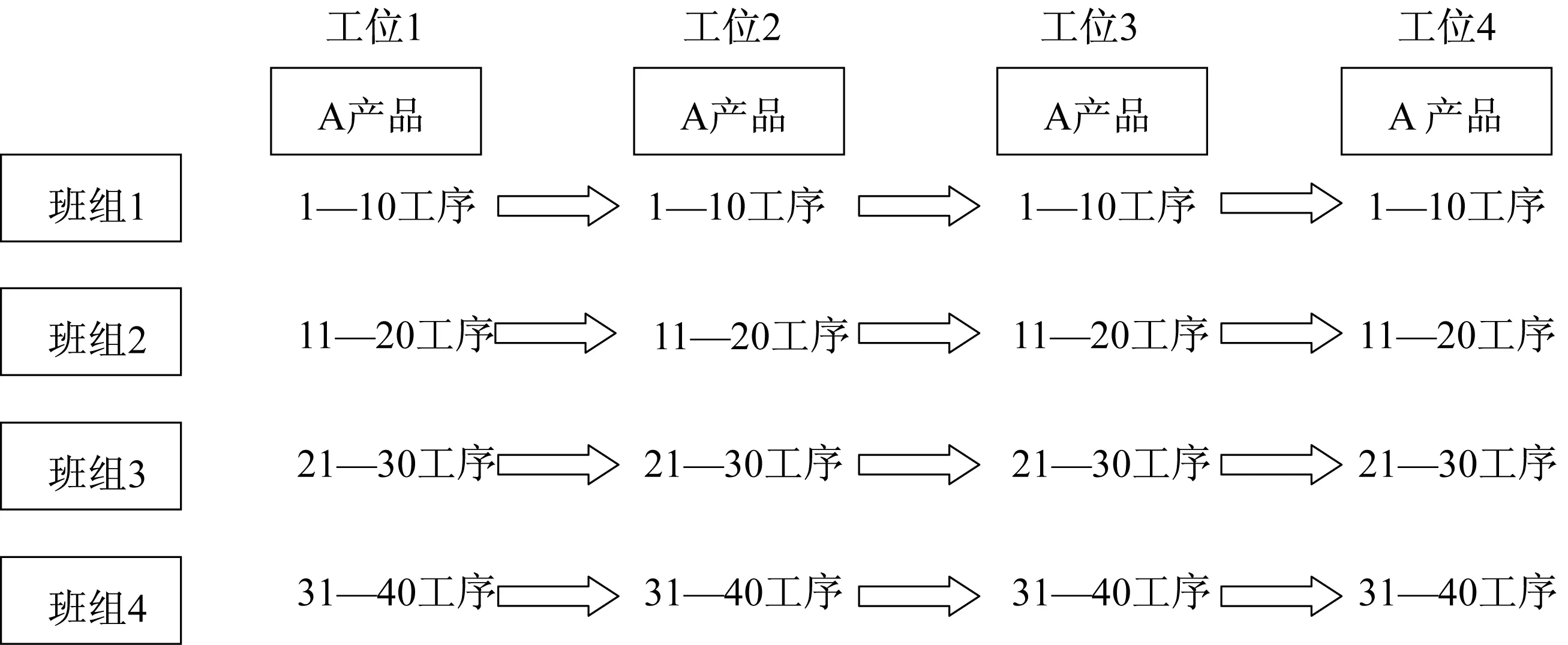
图3 产品固定人员流动的TAKT生产线示意图
人们所熟知的车体组装就可以按照这种模式来设置。比如一组人是做电气安装的,一组人是做窗户安装的,一组是做地板安装的,一组是做椅子安装的。这4组人就可以按照一定的工艺顺序在不同的车体间实现流水线作业,而无需经常性地移动车体,降低搬运、吊运成本。
轨道交通制造业由于其产量有限,各个单位每天的产量仅在几台至几十台,很难引入汽车行业的流水线,但比较适合导入TAKT生产线。车辆上的很多大部件都属于装配类型,比如车体装配、转向架装配、齿轮箱装配、变流器装配以及空调装配等。这些装配型产品由于其组装工序的限制较少,比较容易拆分与组合,所以非常适合应用于TAKT生产线。
2.9 局限性与注意点
TAKT生产线除了在应用的时候存在一定的适用性外,在导入过程中还是存在一定的局限性与困难,所以需要采取一些额外的措施来保障导入的成功。
2.9.1 多技能员工
在生产实践中,工人都会存在请事假或病假的情况,对于传统生产线来讲,一个工人不出勤不会影响其他工人的产出;而对于TAKT生产线来讲,一个工人不出勤,整条生产线就无法运作,因此TAKT生产线一定要在原有人员配置的基础上考虑一部分备用人员。这部分人员平时可以是其他生产线上的,但是具备TAKT生产线的技能,当TAKT生产线人员配置不充足的情况下,这部分人员就可以进行顶岗,保证既定的产出。这就要求班组一级或车间一级需要提高工人的多技能水平,提高生产调配的柔性。
2.9.2 提高员工参与度
推进从传统生产线往TAKT生产线转变的一般都是生产管理人员与工艺人员,班组的工人往往是被动接受这一新的模式,因此班组的积极性较低。所以在推进TAKT生产线的过程中,需要将一线员工邀请到改善小组中来,让一线员工了解与理解TAKT生产线的实施意义,与一线员工一起分析动作分解,一起讨论效率提升,让一线员工分享改善的奖励,这样可以大大提高工人的积极性与参与度。
2.9.3 根据需求及时调整
TAKT生产线的设置主要是根据客户的需求设定的。在生产实践中,TAKT生产线1个月的产出往往会略微大于客户的需求,以应对突发情况所导致的交付延误。而客户的月度总需求不可能每个月都一样,所以往往TAKT生产线的设置是考虑几个月客户总需求的平均值,或者略高于平均值,但是当客户总需求月度降低较多的话,TAKT生产线就会存在库存的问题。当库存高于一定水平,并持续几个月,原有的TAKT生产线就需要进行调整,需要相应减少工位,增加节拍时间,降低单位时间产出;同样当客户总需求月度增加较多的话,TAKT生产线就会存在不能及时交付的情况,如果持续几个月,TAKT生产线就需要及时进行调整,增加工位,降低节拍时间,增加单位时间产出。所以,对于1条TAKT生产线的设立,需要了解客户的长期需求,一般3~6个月需要重新评估,从而进行及时调整。
3 结语
中国轨道交通制造业经历了十几年的发展,现在正进入稳定成长期,面对国内外地铁与高铁的众多机会,许多业内企业都在积极抢占市场,在竞争日益激烈的市场背景下,大家都需要练好内功、降低成本、提高效率和竞争力。本文阐述的节拍生产在众多方面可以为企业带来成本的降低、效率的提升和质量的提高,对于组装类型的轨道交通制造业企业有着良好的实践推广意义。
本文在讨论节拍生产的时候是以单种产品来阐述的,这只是为了让大家更容易理解节拍生产的概念与设置方法,并不是只有单种产品才能应用于节拍生产,多种产品在满足相关条件后也可以在同一条生产线实现节拍生产,即混线生产。由于篇幅所限,本文不再展开讨论。
[1] 中国南车集团公司.中国南车工位制节拍化生产指南[G].北京:中国南车集团公司,2013.
[2] 彭频,邓亚伟.如何确定生产节拍[J].企业管理,2007(11):83-84.
Practice of TAKT Production in Railway Manufacturing Industry
LIU Xiayang, JU Guolin
Based on the practice of TAKT production in rail transit manufacturing industry, the definition of TAKT production and TAKT line setup are explained.Through comparison between the traditional production line and TAKT production line, their productivity,equipment investment,logistics setup,quality management and personal management are deeply analyzed, the advantages of TAKT production in cost improvement, its application in related fields and the important tips during implementation are exponded.
TAKT production; rail transit; production line; cost
F 406.2∶U 270.8
10.16037/j.1007-869x.2017.05.005
2016-10-12)
